40crnimoa渗氮方法
技术领域
1.本发明属于表面处理技术领域,具体是一种40crnimoa材料渗氮方法。
背景技术:
2.渗氮作为一种金属表面强化技术,它的原理是使氮原子渗入金属的表面,形成富氮硬化层的一种化学热处理工艺。渗氮热处理后的零件具有:高的强度和耐磨性,高的疲劳强度,较高的抗咬合性,较高的抗腐蚀性。缺点是渗氮的周期一般较长,脆性较高不能承受太大的接触应力和冲击载荷。
3.在航空、航天领域,40crnimoa材料是一种优质调质钢,该材料具有很好的淬透性,在调质状态下能获得均匀的、配合良好的强度和韧性,有较高的疲劳强度和综合力学性能。该材料一般调质后配合表面渗氮热处理,进一步提高零件表面的强度、硬度、耐磨性和抗疲劳性能,配合其芯部的较高的综合力学性能,主要应用于航空航天上的一些活门、衬套等结构。
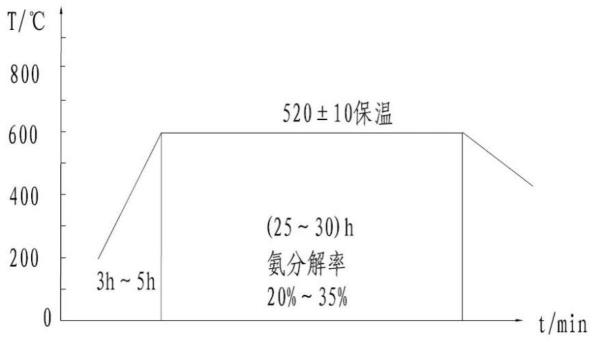
4.如图1所示,为目前该材料的渗氮工艺曲线图,但是,按传统的渗氮工艺加工存在时间长、渗氮层组织较差、渗氮层界限不清晰、不易控制其渗层深度、产品质量无法得到有效控制、生产效率低的问题。
技术实现要素:
5.本发明旨在提供一种40crnimoa材料渗氮方法,针对0.3mm~0.5mm的渗氮层深度,加工时间更短、容易实现深度控制和深度检验。
6.申请人偶然间发现40crnimoa材料与38crmoala材料合金元素含量极为类似,合金元素少,且含cr、mo等能与氮形成稳定化合物的元素,所以在渗氮的前20小时内渗氮速率极快,参考38crmoala前期渗氮速率约0.03mm/h,于是产生了借鉴38crmoala渗氮的想法,通过试验验证得到40crnimoa材料在渗氮深度要求为0.3mm~0.5mm时可以通过缩短渗氮时间满足要求,无需按照现有标准(hb/z79)规定的时间进行渗氮。
7.另一方面,目前针对40crnimoa渗氮层深度检测一般采用金相法,就是在腐蚀40crnimoa表面后在100倍或200倍显微镜下参考hb5022附图进行测量,从试样表面沿垂直方向测至与基体有明显分分界处的距离即为渗氮层深度。
8.但是,40crnimoa若按照hb5022采用硫酸铜盐酸水溶液进行腐蚀,则因为而40crnimoa容易氧化,在腐蚀液腐蚀后,基体和渗氮层界限灰暗,无明显界限,所以测出的深度往往存在误差(偏小)。因此,需要改变传统的检测方法,申请人想到了采用仲裁法(即硬度法),硬度法测出的深度是最真实的渗氮层深度,对于40crnimoa的渗氮深度,硬度法测出的深度相对金相法更有说服力。
9.于是,本发明采用了以下技术方案:
10.40crnimoa渗氮方法,包括,
11.在520
±
10℃和20%~35%氨分解率条件下保温10h~15h;
12.采用维氏硬度法检测渗氮层深度。
13.进一步,所述520
±
10℃和20%~35%氨分解率条件下保温10h~15h后,再在氨气流下冷却至150℃以下后空冷。
14.作为一种选择,通过3h~5h升温达到所述的520
±
10℃保温温度,升温的同时通入氨气造气氛。
15.进一步,前述的40crnimoa渗氮方法还包括渗氮前的调质处理。
16.一种环锻零件的加工方法,包括以下步骤,
17.步骤一,采用40crnimoa棒料,经调质处理后进行环锻;
18.步骤二,采用权利要求2的渗氮方法进行渗氮处理。
19.与现有标准(hb/z79)采用的渗氮方法相比,本发明选用更短的时间来获得工艺要求的深度范围,在10h时渗氮层深度就能达到0.3mm,并且采用硬度检测法来测量深度,极大地提高了40crnimoa材料渗氮层深度检测的准确性,也在保证深度的同时,减少了时间,节约能源,提高生产效率,进一步增加工艺稳定性和产品质量稳定性。
附图说明
20.图1为40crnimoa材料传统渗氮工艺曲线图;
21.图2为本发明的40crnimoa材料渗氮工艺曲线图。
具体实施方式
22.下面结合附图和具体实施例对本发明作进一步的说明,但不应就此理解为本发明所述主题的范围仅限于以下的实施例,在不脱离本发明上述技术思想情况下,凡根据本领域普通技术知识和惯用手段做出的各种修改、替换和变更,均包括在本发明的范围内。
23.40crnimoa结构钢中合金元素较少,且含较多的易与氮原子结合形成化合物的cr、mo,参考参考hb/z79的要求,如图1所示,传统的渗氮保温时间为:对于40crnimoa渗氮层深度为0.3mm~0.5mm时采用520
±
10℃保温20h~30h,检测深度采用cuso4盐酸水溶液腐蚀的金相法。
24.传统方法不仅渗氮深度不能保证,而且金相法很难判断基体和渗层的界限,使得加工时间长且深度判定尚存在一定误差。
25.为了解决传统40crnimoa渗氮方法中存在的问题,本实施例中给出了一种更高效和稳定的工艺方案和检测方法,具体技术方案如下:
26.在520
±
10℃和20%~35%氨分解率下保温10h~15h,再在氨气流下冷至150℃以下拆箱空冷,采用维氏硬度法检测渗氮层深度。
27.如图2所示,本实施例中针对采用40crnimoa的环锻零件,其加工方法包括以下步骤:
28.(1)将经调质处理后的40crnimoa锻件加工成环锻零件;
29.(2)将环锻零件装箱入炉;
30.(3)在(3~5)h内升温至(510~520)℃,并通入氨气造气氛;
31.(4)到达(510~520)℃后,在(510~520)℃、20%~35%氨分解率下保温(10~15)h;
32.(5)保温结束后,环锻零件随箱出炉,在氨气流下冷至≤150℃后拆箱空冷;
33.(6)环锻零件出炉后采用维氏硬度检测法检测渗氮层深度。
34.本发明的说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。尽管上面对本发明说明性的具体实施方式进行了描述,以便于本技术领的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
技术特征:
1.40crnimoa渗氮方法,其特征在于:包括,在520
±
10℃和20%~35%氨分解率条件下保温10h~15h;采用维氏硬度法检测渗氮层深度。2.根据权利要求1所述的40crnimoa渗氮方法,其特征在于:所述520
±
10℃和20%~35%氨分解率条件下保温10h~15h后,再在氨气流下冷却至150℃以下后空冷。3.根据权利要求1所述的40crnimoa渗氮方法,其特征在于:通过3h~5h升温达到所述的520
±
10℃保温温度,升温的同时通入氨气造气氛。4.根据权利要求1所述的40crnimoa渗氮方法,其特征在于:还包括渗氮前的调质处理。5.一种环锻零件的加工方法,其特征在于:包括以下步骤,步骤一,采用40crnimoa棒料,经调质处理后进行环锻;步骤二,采用权利要求2的渗氮方法进行渗氮处理。
技术总结
本发明公开了一种40CrNiMoA渗氮方法,并将其应用到40CrNiMoA环形锻造零件。本发明的核心在于缩短保温时间和采用硬度检测法确定渗氮层深度,即在520
技术研发人员:曹杰 翟辉 罗艺 黄婷 尹利颜
受保护的技术使用者:中国航发贵州黎阳航空动力有限公司
技术研发日:2022.11.22
技术公布日:2023/2/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
