一种pe膜阀口袋制作工艺
技术领域
1.本技术涉及包装袋加工的技术领域,尤其是涉及一种pe膜阀口袋制作工艺。
背景技术:
2.阀口袋是一种用于包装食用粉、化工粉末、化肥、合成材料、矿物质等粉状或颗粒状固体物料的包装用具,在对材料的存储和运输中承载着重要的作用,作为一种存储用具,在生产阀口袋时,要求阀口袋具有对内置物料起到保护作用,如具备相应的防潮性能,以确保内置物料在一定期限内不受潮变质。
3.现有技术中的阀口袋,包括有纸面层和塑料膜层,纸面层和塑料膜层的侧面均为矩形,塑料膜层通过胶水粘接在纸面层的一侧,形成复合层,再将复合层的两条短边进行搭接粘接,形成圆筒结构体,使塑料膜层朝内、纸面层朝外,然后把圆筒结构体的一端、靠近敞口位置对称压出三角形折叠部,使圆筒结构体未被折叠的部分形成两个梯形折叠部,接着,把两个梯形折叠部沿着三角形折叠部的中线位置对称折叠,最后胶水粘合的方式把封口片覆盖在两个梯形折叠部的外部,得到u形阀口袋。操作人员把物料灌装进入u形阀口袋,装料完毕后,采用上述相同的原理对敞口的密封,进而实现阀口袋的生产和装料。
4.但在实际应用时,阀口袋在运输或者搬运的过程中,当阀口袋的内置物料是粉末状或小颗粒的物料时,由于内置物料的体积小、重量轻,外部的空气易进入到阀口袋内,纸袋形成鼓包,进而增大阀口袋折叠区域的间隙,使内置物料受风力扬起而溢出,导致了泄露,此外,外部的水分也容易从间隙处渗入,使内置物料受潮变质,影响物料的品质,造成浪费。
技术实现要素:
5.为了提高阀口袋的防潮性能,本技术提供一种pe膜阀口袋制作工艺。
6.本技术提供的一种pe膜阀口袋制作工艺,采用如下的技术方案:一种pe膜阀口袋制作工艺,包括以下工序:s1:形成组合层卷筒:取一张袋体层、一张袋内层、以及一张防水隔膜,把防水隔膜置于所述袋内层与所述袋体层之间,所述袋体层、所述袋内层、所述防水隔膜环卷固定,得到组合层卷筒。
7.s2:形成三角形折叠部:对所述组合层卷筒的一端、靠近敞口位置对称压出三角形折叠部。
8.s3:修剪三角形折叠部:对三角形折叠部处的所述袋体层和所述防水隔膜进行修剪,使所述袋体层和所述防水隔膜平齐设置,修剪完成后的所述袋体层距离所述组合层卷筒中心线的尺寸大于所述袋内层距离所述组合层卷筒中心线的尺寸。
9.s4:形成梯形折叠部:对所述组合层卷筒未被折叠的部分同时压出第一梯形折叠部、第二梯形折叠部,所述第一梯形折叠部沿着所述三角形折叠部的一侧底角进行折叠,所述第二梯形折叠部沿着所述三角形折叠部的另一侧底角进行折叠。
10.s5:修剪梯形折叠部:分别对所述第一梯形折叠部、所述第二梯形折叠部进行修剪。
11.s6:加装纸面层:所述组合层卷筒的外壁覆盖一层纸面层,所述纸面层经环卷固定。
12.s7:密封组合层卷筒敞口:二次折压两所述三角形折叠部,并使所述纸面层置于所述三角形折叠部的部分贴紧所述三角形折叠部,二次折压所述第一梯形折叠部、所述第二梯形折叠部,并使所述纸面层置于所述第二梯形折叠部的部分贴紧所述第二梯形折叠部,使所述纸面层置于所述第一梯形折叠部的部分贴紧所述第一梯形折叠部,所述纸面层置于所述第一梯形折叠部的部分余量涂抹有胶水、并覆盖在所述纸面层置于所述第二梯形折叠部的顶面。
13.通过采用上述技术方案,组合层卷筒包括有袋体层、袋内层以及防水隔膜,增强了阀口袋的结构稳定性,而且通过把防水隔膜夹持在袋体层、袋内层之间,可以减少物料间的摩擦划坏防水隔膜,与现有技术相比较,袋体层、袋内层之间的连接稳定性强于袋体层与防水隔膜之间的连接稳定性、或袋内层与防水隔膜之间的连接稳定,进而使阀口袋具有良好的防水性能,纸面层的设置,可以进一步提高阀口袋的结构强度,使阀口袋更加耐用,此外,通过形成三角形折叠部、修剪三角形折叠部、修剪梯形折叠部、以及密封组合层卷筒敞口的生产工序对组合层卷筒的两端敞口进行密封,能够增强阀口袋的密封效果,提高阀口袋的防潮性能,保证阀口袋内置物料的品质。
14.优选的,在进行所述形成组合层卷筒的加工工序中,所述袋内层先经环卷后、通过胶水把搭接部分进行粘接固定,形成圆筒体,再对所述防水隔膜的反面点涂胶水、并对齐覆盖在所述袋内层的外面,等待所述袋内层与所述防水隔膜之间的胶水风干后,对所述防水隔膜的正面点涂胶水,再将所述袋体层对齐覆盖在所述防水隔膜的正面,所述袋体层卷绕搭接的部分通过胶水粘结固定。
15.通过采用上述技术方案,袋内层与防水隔膜之间、袋体层与防水隔膜之间均采用点涂胶水的方式进行粘接固定,一方面,可以节省生产材料,节约生产成本,第二方面,由于防水隔膜的材质为薄而柔,该种粘结方式可以使工作人员更加便捷地操控,使防水隔膜不易起皱或卷缩在一起,有利于提高阀口袋的生产品质。
16.优选的,在所述修剪梯形折叠部的加工工序中,包括有下列加工步骤:s5.1:修剪第一梯形折叠部:对所述第一梯形折叠部处的所述袋内层进行修剪,修剪完成后的所述袋内层距离所述组合层卷筒中心线的尺寸大于所述袋体层距离所述组合层卷筒中心线的尺寸,得到第一阶梯折叠部。
17.s5.2:修剪第二梯形折叠部:对所述第二梯形折叠部处的所述袋体层、所述防水隔膜进行修剪,修剪完成后的所述袋内层距离所述组合层卷筒中心线的尺寸小于所述袋体层距离所述组合层卷筒中心线的尺寸,得到第二阶梯折叠部。
18.s5.3:搭接第一梯形折叠部和第二梯形折叠部:折叠所述第一阶梯折叠部、所述第二阶梯折叠部,使所述第一阶梯折叠部搭接在所述第二阶梯折叠部的顶面。
19.通过采用上述技术方案,第一梯形折叠部、第二梯形折叠部经过不同的修剪方式进行加工,使第一梯形折叠部、第二梯形折叠部呈现出不同的形状结构,搭接两者时,使第一阶梯折叠部搭接在第二阶梯折叠部的顶面,可以增大两者的接触面积,有利于提高阀口
袋的连接稳定性和密封性。
20.优选的,在所述加装纸面层的加工工序中,包括有下列加工步骤:s6.1:粘接纸面层:所述组合层卷筒的外壁覆盖一层纸面层,所述纸面层先经环卷后、通过胶水把搭接部分进行粘接固定。
21.s6.2:一次修剪纸面层:把所述纸面层置于所述三角形折叠部的部分进行修剪,所述三角形折叠部的部分纸面层覆盖过所述袋体层的顶面,并使纸面层距离所述组合层卷筒中心线的尺寸大于所述袋内层距离所述组合层卷筒中心线的尺寸。
22.s6.3:二次修剪纸面层:把所述纸面层置于所述第一梯形折叠部处的部分进行修剪,所述第一梯形折叠部的部分纸面层与所述袋体层等长设置,并使纸面层距离所述组合层卷筒中心线的尺寸小于所述袋体层距离所述组合层卷筒中心线的尺寸。
23.s6.4:三次修剪纸面层:把所述纸面层置于所述第二梯形折叠部处的部分进行修剪,所述第二梯形折叠部的部分纸面层与所述袋体层齐宽设置,并使纸面层距离所述组合层卷筒中心线的尺寸大于所述袋内层距离所述组合层卷筒中心线的尺寸。
24.通过采用上述技术方案,纸面层的设置,可以进一步提高阀口袋的结构强度,使阀口袋更加耐用,针对阀口袋不同的位置对应不同的修剪方式,使得纸面层可以更好地覆盖在袋体层的外部,以提高阀口袋的结构稳定性,提高阀口袋的美观性,而且,不同的部位采用对应不同的修剪方式,使各部位的结构呈现不一样的形状结构,便于后续对组合层卷筒的敞口的密封工序加工,提高阀口袋的防潮性。
25.优选的,在所述密封组合层卷筒底部敞口的加工工序中,置于所述第一梯形折叠部的所述纸面层粘接在置于所述第二梯形折叠部的所述纸面层上时,所述第一梯形折叠部的所述袋体层、所述防水隔膜同时抵压在置于所述第二梯形折叠部的所述纸面层上。
26.通过采用上述技术方案,防水隔膜具有良好的防渗透性,防水隔膜抵压在置于第二梯形折叠部的纸面层上,可以有效地起到密封、防渗作用,提高了阀口袋的防潮性能。
27.优选的,所述组合层卷筒敞口有两个,两个敞口分别为底部敞口和顶部敞口,对顶部敞口进行密封组合层卷筒敞口工序之前加装进料阀口。
28.通过采用上述技术方案,进料阀口的设置可以缩窄阀口袋的进料口的面积,在进料的过程中,减少空气、灰尘进入阀口袋的量,减少阀口袋胀袋而导致物料泄露的现象出现,有利于保证阀口袋内置物料的品质。
29.优选的,所述进料阀口通过胶水粘结在所述顶部敞口的一个所述三角形折叠部上,所述进料阀口与所述组合层卷筒的外边缘平齐设置。
30.通过采用上述技术方案,通过把进料阀口与组合层卷筒的外边缘平齐设置,可以节省材料,能够节省生产成本,而且便于工作人员收纳阀口袋,节省存储空间。
31.优选的,所述进料阀口的顶面设置有阀口加固层,所述阀口加固层同时覆盖在置于所述第二梯形折叠部的所述袋内层、置于所述第一梯形折叠部的所述袋内层、以及置于所述三角形折叠部的所述纸面层。
32.通过采用上述技术方案,在阀口加固层的作用下,使进料阀口稳定地安装在三角形折叠部上,使进料阀口不易散开,进而保证进料阀口的结构稳定性。
33.优选的,在完成所述密封组合层卷筒敞口的加工工序后,在所述底部敞口处、所述纸面层的外壁设置有第一封口层,在所述顶部敞口处、所述纸面层的外壁设置有第二封口
层。
34.通过采用上述技术方案,在第一封口层的作用下,可以进一步加固底部敞口,第二封口层的作用下,可以进一步加固顶部敞口,提高了底部敞口、顶部敞口的结构稳定性,提高了阀口袋的密封性。
35.优选的,所述进料阀口通过超声波热合方式进行封口处理。
36.通过采用上述技术方案,采用超声波热合的方式对进料阀口进行封口,无需另外增添加溶剂或者粘接剂,生产过程更加环保、安全,有利于保证阀口袋内置物料的品质,相对于现有技术而言,节省了增添粘接剂的工序,提高了生产效率。
37.综上所述,本技术包括以下至少一种有益技术效果:1、与现有技术相比,袋体层、袋内层之间的连接稳定性强于袋体层与防水隔膜之间的连接稳定性、或袋内层与防水隔膜之间的连接稳定,进而使阀口袋具有良好的防水性能,纸面层的设置,可以进一步提高阀口袋的结构强度,使阀口袋更加耐用;2、防水隔膜具有良好的防渗透性,防水隔膜抵压在置于第二梯形折叠部的纸面层上,可以有效地起到密封、防渗作用,提高了阀口袋的防潮性能;3、采用超声波热合的方式对进料阀口进行封口,无需另外增添加溶剂或者粘接剂,生产过程更加环保、安全,有利于保证阀口袋内置物料的品质,相对于现有技术而言,节省了增添粘接剂的工序,提高了生产效率。
附图说明
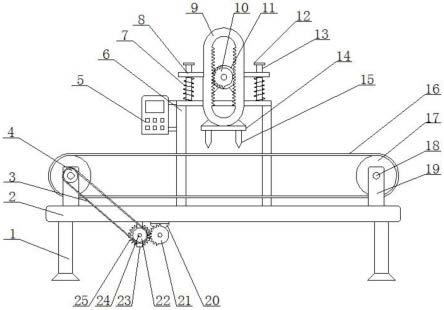
38.图1是本技术实施例中阀口袋制作工艺流程图。
39.图2是本技术实施例中阀口袋的整体结构示意图。
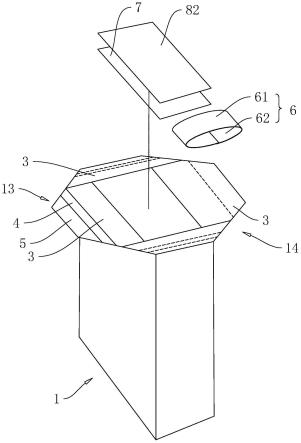
40.图3是本技术实施例中阀口袋顶部敞口加装进料阀口的状态示意图。
41.图4是图3中a的放大图。
42.图5是本技术实施例中阀口袋顶部敞口加装第二封口层的状态示意图。
43.附图标记说明:1、阀口袋;11、组合层卷筒;12、三角形折叠部;13、第一梯形折叠部;14、第二梯形折叠部;2、袋体层;3、袋内层;4、防水隔膜;5、纸面层;6、进料阀口;61、牛皮纸层;62、pe薄膜层;7、阀口加固层;82、第二封口层。
具体实施方式
44.以下结合附图1-5对本技术作进一步详细说明。
45.本技术实施例公开一种pe膜阀口袋制作工艺。
46.参照图1和图2,一种pe膜阀口袋制作工艺,包括以下工序:s1:形成组合层卷筒11:取一张袋体层2、一张袋内层3、以及一张防水隔膜4,在本技术实施例中,袋体层2、袋内层3和防水隔膜4均为形状大小相一致的矩形纸,袋体层2和袋内层3为牛皮纸,使得袋体层2和袋内层3具有坚韧耐水的特性,防水隔膜4则是pe薄膜,具有良好的防潮性,通过把防水隔膜4设置于袋内层3与袋体层2之间,袋体层2、袋内层3、防水隔膜4环卷固定,得到组合层卷筒11。
47.具体地,先对袋内层3进行环卷,然后在袋内层3的相互搭接的部分填充胶水,袋内层3的两条宽边粘接固定,形成圆筒体。
48.在防水隔膜4的反面点涂胶水,并且,点涂胶水时,从防水隔膜4上方至下方逐行点涂,点涂一行胶水后随即对齐覆盖在袋内层3的外面,直至防水隔膜4完全覆盖袋内层3,等待袋内层3与防水隔膜4之间的胶水风干后,对防水隔膜4的正面点涂胶水,重复上述点涂胶水的施工步骤,使袋体层2对齐覆盖在防水隔膜4的正面,然后,袋体层2卷绕搭接的部分通过胶水粘结固定。
49.s2:形成三角形折叠部12:对组合层卷筒11的一端、靠近敞口位置对称压出三角形折叠部12。
50.具体地,所压出的三角形折叠部12为等腰三角形结构,两个三角形折叠部12的中线处于同一直线上,两个三角形折叠部12沿着组合层卷筒11的直径对称分布。
51.s3:修剪三角形折叠部12:对三角形折叠部12处的袋体层2和防水隔膜4进行修剪,使袋体层2和防水隔膜4平齐设置,修剪完成后的袋体层2距离组合层卷筒11中心线的尺寸大于袋内层3距离组合层卷筒11中心线的尺寸。
52.s4:形成梯形折叠部:对组合层卷筒11未被折叠的部分同时压出第一梯形折叠部13、第二梯形折叠部14,第一梯形折叠部13沿着三角形折叠部12的一侧底角进行折叠,第二梯形折叠部14沿着三角形折叠部12的另一侧底角进行折叠。
53.完成折叠后的两个三角形折叠部12、第一梯形折叠部13、第二梯形折叠部14形成六边形结构体,并且,第二梯形折叠部14置于两个三角形折叠部12的顶面,第一梯形折叠部13与第二梯形折叠部14相搭接。
54.s5:修剪梯形折叠部:分别对第一梯形折叠部13、第二梯形折叠部14进行修剪。
55.具体地,包括有下列加工步骤:s5.1:修剪第一梯形折叠部13:对第一梯形折叠部13处的袋内层3进行修剪,修剪完成后的袋内层3距离组合层卷筒11中心线的尺寸大于袋体层2距离组合层卷筒11中心线的尺寸,得到第一阶梯折叠部。
56.s5.2:修剪第二梯形折叠部14:对第二梯形折叠部14处的袋体层2、防水隔膜4进行修剪,修剪完成后的袋内层3距离组合层卷筒11中心线的尺寸小于袋体层2距离组合层卷筒11中心线的尺寸,得到第二阶梯折叠部。
57.s5.3:搭接第一梯形折叠部13和第二梯形折叠部14:折叠第一阶梯折叠部、第二阶梯折叠部,使第一阶梯折叠部搭接在第二阶梯折叠部的顶面。
58.s6:加装纸面层5:组合层卷筒11的外壁覆盖一层纸面层5,在本技术实施例中,纸面层5同样为牛皮纸,可以进一步提高阀口袋1的结构稳定性,纸面层5经环卷固定。
59.具体地,包括有下列加工步骤:s6.1:粘接纸面层5:组合层卷筒11的外壁覆盖一层纸面层5,纸面层5先经环卷后、通过胶水把搭接部分进行粘接固定。
60.s6.2:一次修剪纸面层5:把纸面层5置于三角形折叠部12的部分进行修剪,三角形折叠部12的部分纸面层5覆盖过袋体层2的顶面,并使纸面层5距离组合层卷筒11中心线的尺寸大于袋内层3距离组合层卷筒11中心线的尺寸。
61.s6.3:二次修剪纸面层5:把纸面层5置于第一梯形折叠部13处的部分进行修剪,第一梯形折叠部13的部分纸面层5与袋体层2等长设置,并使纸面层5距离组合层卷筒11中心线的尺寸小于袋体层2距离组合层卷筒11中心线的尺寸。
62.s6.4:三次修剪纸面层5:把纸面层5置于第二梯形折叠部14处的部分进行修剪,第二梯形折叠部14的部分纸面层5与袋体层2齐宽设置,并使纸面层5距离组合层卷筒11中心线的尺寸大于袋内层3距离组合层卷筒11中心线的尺寸。
63.s7:密封组合层卷筒11敞口:组合层卷筒11敞口有两个,两个敞口分别为底部敞口和顶部敞口,对顶部敞口进行密封组合层卷筒11敞口工序之前加装进料阀口6。
64.在本技术实施例中,参照图3和图4,进料阀口6为圆筒状的阀口体,进料阀口6包括有牛皮纸层61和pe薄膜层62,pe薄膜层62固定在牛皮纸层61的内壁,使进料阀口6具有良好的防水性,进料阀口6的搭接固定部通过热熔胶进行粘接,使进料阀口6不易散开,保证进料阀口6的结构稳定性。
65.进料阀口6通过胶水粘结在顶部敞口的一个三角形折叠部12上,使进料阀口6的搭接固定部朝向三角形折叠部12的顶面,接着在进料阀口6朝向三角形折叠部12的一侧涂抹有胶水,使进料阀口6与三角形折叠部12粘结固定,进料阀口6与组合层卷筒11的外边缘平齐设置。
66.更具体地,进料阀口6的顶面通过胶水粘结的方式固定有阀口加固层7,使阀口加固层7同时覆盖在置于第二梯形折叠部14的袋内层3、置于第一梯形折叠部13的袋内层3、以及置于三角形折叠部12的纸面层5,从而使进料阀口6稳定地安装在三角形折叠部12的顶面上。
67.在进行密封底部敞口时,通过二次折压两个三角形折叠部12,并使纸面层5置于三角形折叠部12的部分贴紧三角形折叠部12,再通过二次折压第一梯形折叠部13、第二梯形折叠部14,使纸面层5置于第二梯形折叠部14的部分贴紧第二梯形折叠部14,使纸面层5置于第一梯形折叠部13的部分贴紧第一梯形折叠部13,然后,在置于第一梯形折叠部13的纸面层5余量涂抹有胶水,使得第一梯形折叠部13的袋体层2、防水隔膜4同时抵压在置于第二梯形折叠部14的纸面层5上,置于第一梯形折叠部13的纸面层5涂抹有胶水的部分粘接在置于第二梯形折叠部14的纸面层5上,此时,由于置于第一阶梯折叠部的防水隔膜4刚好覆盖在置于第二阶梯折叠部的纸面层5,可以有效地起到密封、防渗作用。
68.在进行密封顶部敞口时,采用与密封底部敞口的一样的加工工序,实现顶部敞口的密封,有利于提高阀口袋1的密封性。
69.在完成密封组合层卷筒11敞口的加工工序后,参照图2和图5,在底部敞口处、纸面层5的外壁设置有第一封口层(图中未示出),在顶部敞口处、纸面层5的外壁设置有第二封口层82,在本技术实施例中,第一封口层和第二封口层82为一样形状尺寸的矩形牛皮纸,第一封口层通过胶水粘结的方式固定在底部敞口的顶面,第二封口层82通过胶水粘结的方式固定在顶部敞口的顶面。
70.物料从进料阀口6处灌入,待阀口袋1灌满物料后,进料阀口6通过超声波热合方式进行封口处理。
71.以上均为本技术的较佳实施例,本实施例仅是对本技术做出的解释,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。