1.本实用新型涉及蓄电池制造技术领域,具体涉及一种能自动控制浸助焊剂的装置。
背景技术:
2.目前动力型铅酸蓄电池电池汇流排铸焊过程中,为保证铸焊效果,在铸焊前铸焊的极耳位置必须浸助焊剂,浸助焊剂的时间控制相当重要,现有的动力型铅酸蓄电池铸焊过程普遍采用半自动生产方式,需要人工将需要铸焊的半成品放到浸铸焊剂工作台,因为是手工操作,靠人工凭感觉操作控制时间,不可避免的造成浸助焊剂的时间会不统一,间接影响铸焊质量及铸焊的一致性,因此采用机械进行浸助,确保浸助的质量。
3.如中国专利cn109332655a,公开日2019年02月15日,本发明提供一种蓄电池极耳铸焊机自动涂抹助焊剂装置,包括底座,底座上设置有机架,夹持有蓄电池的夹具倒挂在机架上,机架下端设置有伸缩气缸,通过伸缩气缸带动机架上下移动,底座左侧设置有拉拽气缸,拉拽气缸的伸缩杆上设置有夹持夹,通过夹持夹对夹具进行夹持,并通过拉拽气缸拉动夹具在机架上移动,底座上端设置有助焊剂放置槽,助焊剂放置槽内放置有沾有助焊剂的海绵,助焊剂放置槽左侧设置有余剂擦除槽,余剂擦除槽内铺有擦除多余助焊剂的棉布。通过伸缩气缸带动机架上下移动,将蓄电池依次放在助焊剂放置槽和余剂擦除槽内,自动进行助焊剂涂抹和余剂擦除工作,无需人工进行涂抹擦除工作,提高工作效率,减少人工成本。该方案可以实现蓄电池极耳的焊剂自动涂抹,但使用四个气缸控制底座的升降无法确保底座的平衡,使极耳同时浸入焊剂中。
技术实现要素:
4.本实用新型要解决的技术问题是:目前手工浸助焊剂无法控制浸助时间,影响铸焊质量及铸焊一致性的技术问题。提出了一种能自动控制浸助焊剂的装置,通过一个气缸控制顶板的升降,采取时间继电器控制气缸,使蓄电池极耳的浸助时间一致,确保铸焊质量。
5.为解决上述技术问题,本实用新型所采取的技术方案为:一种能自动控制浸助焊剂的装置,包括:机架,所述机架包括支撑层和作业层,所述支撑层设有气缸,所述气缸与气缸轴的一端连接,所述气缸轴的另一端与导杆安装板中心处连接,所述导杆安装板设有若干导杆。
6.一种能自动控制浸助焊剂的装置,通过一个气缸控制顶板的升降,气缸位于支撑层,气缸轴一端与气缸连接,另一端与导杆安装板连接,导板安装板的四个角上垂直设置了四根导杆,四根导杆的顶部与顶板连接,导杆顶出顶板,可以通过微调导杆顶出顶板的长度保证浸入的高度一致。
7.作为优选,所述作业层包括顶板,所述导杆的一端与所述导杆安装板的顶角连接,所述导杆的另一端与顶板连接。气缸通过气缸轴的伸缩来控制导杆安装板的上下移动,导
杆安装板的四个角上设有导杆,导杆的顶部与顶板连接,导杆安装板的上下移动带动了顶板的上下移动,从而控制蓄电池极耳是否浸助在焊剂中。
8.作为优选,所述导杆垂直于所述导杆安装板,所述导杆安装板与所述顶板互相平行,所述导杆的长度大于所述导杆安装板与所述顶板之间的距离。通过一个气缸来控制顶板的上下移动可以使顶板的整个平面实现同时上下移动,确保蓄电池极耳同时浸入,协调性更好,简单实用成本更低,可以通过微调四个导杆顶出顶板的部分的长度,保证浸入的高度一致,确保焊剂浸助的一致性。
9.作为优选,所述顶板设有若干互相平行的槽口,所述顶板底部设有加热装置。顶板上设置了若干互相平行的槽口,这些槽口布置的位置和形状与机架顶部的焊剂放置槽口一致,蓄电池的极耳可以通过这些槽口与焊剂进行接触,顶板底部设置的加热装置可以加热焊剂,同时也给极耳提前预热,增加铸焊效果。
10.作为优选,所述气缸底部与第一气缸块连接,所述气缸顶部与第二气缸块连接,所述第一气缸块与所述第二气缸块互相平行。第一气缸块和第二气缸块都为正方形,与气缸的连接部位都在中心位置,起到固定气缸的作用。
11.作为优选,所述第一气缸块与气缸支撑杆的一端连接,所述气缸支撑杆的另一端与所述第二气缸块连接。第一气缸块和第二气缸块之间有四根分布在四个角上的气缸支撑杆,可以通过调节气缸支撑杆来调节第一气缸块和第二气缸块之间的距离,从而控制气缸轴升降导杆安装板的区间。
12.作为优选,所述机架上设有开关,所述机架上设有时间继电器,所述开关与气缸连接,所述时间继电器与气缸连接。蓄电池放在顶板上,按下开关,气缸控制顶板下降,蓄电池极耳浸助在焊剂中,到达时间继电器设置的时间后,时间继电器控制气缸将顶板抬起,蓄电池极耳脱离焊剂,从而确保每一个蓄电池极耳的浸助时间都相同。
13.本实用新型的实质性效果是:通过一个气缸来控制顶板的升降,通过微调导杆顶出顶板的长度,控制蓄电池极耳浸入焊剂中的高度,通过时间继电器控制蓄电池浸助焊剂的时间,从而确保所有蓄电池浸助焊剂的高度、时间都一致,确保最后蓄电池铸焊的质量一致。
附图说明
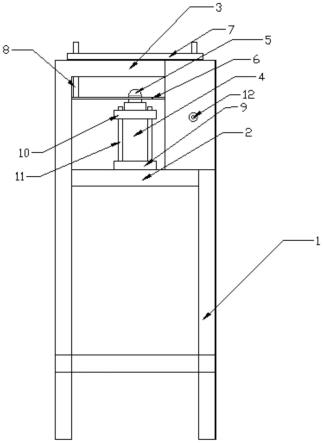
14.图1为实施例的主视图;
15.图2为实施例的侧视图;
16.图3为实施例的俯视图。
17.其中:1、机架,2、支撑层,3、作业层,4、气缸,5、气缸轴,6、导杆安装板,7、顶板,8、导杆,9、第一气缸块,10、第二气缸块,11、气缸支撑杆,12、开关,13、槽口。
具体实施方式
18.下面通过具体实施例,并结合附图,对本实用新型的具体实施方式作进一步具体说明。
19.一种能自动控制浸助焊剂的装置,如图1和图2所示,包括:机架1,机架1上共分两层,分别为位于最顶端的作业层3和位于作业层3下方的支撑层2,作业层3用于放置蓄电池,
并对蓄电池进行操作,支撑层2用于控制作业层3的升降。
20.支撑层2上设有一个气缸4, 气缸4的底部设置有第一气缸块9,气缸4的顶部设置有第二气缸块10,第一气缸块9和第二气缸块10互相平行。第一气缸块9和第二气缸块10都为正方形,与气缸4的连接部位都在中心位置,起到固定气缸4的作用。第一气缸块9和第二气缸块10之间有四根分布在四个角上的气缸支撑杆11,可以通过调节气缸支撑杆11来调节第一气缸块9和第二气缸块10之间的距离,从而控制气缸轴5升降导杆安装板6的区间
21.气缸4上设置有一根气缸轴5,气缸轴5顶部与导杆安装板6的中心位置连接,气缸4通过气缸轴5的伸缩来控制导杆安装板6的上下移动,导杆安装板6的四个角上设有导杆8,导杆8的顶部与顶板7连接,导杆安装板6的上下移动带动了顶板7的上下移动,从而控制蓄电池极耳是否浸助在焊剂中。
22.顶板7上设置了若干互相平行的槽口13,这些槽口13布置的位置和形状与机架顶部的焊剂放置槽口一致,蓄电池的极耳可以通过这些槽口13与焊剂进行接触,顶板7的底部安装有加热装置,顶板7底部设置的加热装置可以加热焊剂,同时也给极耳提前预热,增加铸焊效果。
23.机架1上设置有开关12, 开关12与气缸4连接,可以控制气缸4的升降,机架1上还设置有时间继电器,时间继电器与气缸4连接,时间继电器在到达指定时间后控制气缸4运作。蓄电池放在顶板7上,按下开关12,气缸4控制顶板7下降,蓄电池极耳浸助在焊剂中,到达时间继电器设置的时间后,时间继电器控制气缸4将顶板7抬起,蓄电池极耳脱离焊剂,从而确保每一个蓄电池极耳的浸助时间都相同。
24.以上实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。