1.本实用新型属于机械技术领域,涉及一种注塑加热装置,特别是一种快换加热模具及加热设备。
背景技术:
2.电子产品在注塑成型工艺中,需要先采用电加热的形式将切割后的金属块(手机、平板、电脑成型前的状态)加热到一定温度后才能送入注塑机中进行注塑成型。
3.现有技术中,注塑成型前采用高周波加热金属块,其原理是利用高频电磁场击活正电分子,使物料内部分子间互相激烈碰撞、介质材料的正电分子高速运动摩擦产生热量,产生高温达到加热的目的,由于有高强度的磁场,工作的人必需要穿防辐射服,以减少高频对人体的干扰与伤害,由此采用高周波加热具有一定危险性。
4.另外高周波使用高频率磁场加热,其能量过于强大,且里面有许多磁场走线,当线路散发磁场能量时,有时会在产品的某一个点聚集,致使那一个点的温度过高,甚至变得通红透亮,从而影响后面的注塑,不能达到想要的完美效果。
5.再者高周波能量过于强大,且加热非常迅速,使产品短时间达到所需温度,影响后续注塑效果。一台能满足工艺需求的高周波价格昂贵,进而增加了产品加工成本。
6.为解决上述技术问题,例如,中国专利文献曾公开了一种环氧加热玻璃钢模具【中国专利号:cn201920809814.8】,本实用新型提供了一种用于环氧加热玻璃钢模具,包括相互配合的模具本体,模具本体上表面贴附硅胶模具,其中,模具本体内设有加热装置,硅胶模具包括相互配合的凹模及凸模,凹模贴附于模具本体上表面,凸模设置在凹模上方,凹模与凸模间形成真空腔,凸模上设有模具密封边缘截止槽、模具密封槽、真空抽气槽,具有低收缩率并同时具备均匀加热的要求,解决了局部过热对模具造成损伤的技术问题。
7.上述技术内容,虽然采用环氧加热材质替换高周波加热,但上述技术特征为一体结构的模具,其只能针对一种产品的形状进行对应加热操作,当更换其他产品后,则必须重新对应制作新的模具,由此上述模具具有单一性和局限性,显著提升了加热工具的成本,造成了大量浪费,不符合节约与环保的理念。
技术实现要素:
8.本实用新型的目的是针对现有的技术存在上述问题,提出了一种通过模壳与模芯的配合形式,通过替换模芯实现一种模具作用多种产品,且提升加热效果的快换加热模具及加热设备。
9.本实用新型的目的可通过下列技术方案来实现:一种快换加热模具,包括呈上下扣合的上模和下模,所述下模包括下模壳,所述下模壳内由下至上叠设加热模块和下模芯,所述下模芯内设置定位组件;所述上模包括上模壳,所述上模壳内由上至下叠设加热模块和上模芯;所述上模芯与所述下模芯扣合形成内部仿形料腔。
10.在上述的快换加热模具中,所述上模壳与所述下模壳均为环氧壳体,所述上模芯
与所述下模芯均为铜板。
11.在上述的快换加热模具中,所述加热模块为铜块,所述加热模块内排列若干电加热管,所述电加热管的两端由所述加热模块露出,所述上模壳/所述下模壳对应所述电加热管的端部开设通口,所述通口上固设电连接座。
12.在上述的快换加热模具中,所述下模芯的顶面上下凹嵌料槽,所述嵌料槽内设置仿形凹凸结构,所述嵌料槽的拐角及侧边上凹设避位槽;所述上模芯的底面上对应凸设压料台,所述上模芯扣合所述下模芯使所述压料台对应嵌入所述嵌料槽内,所述压料台底面与所述嵌料槽底壁之间余留所述仿形料腔。
13.在上述的快换加热模具中,所述定位组件包括位于所述嵌料槽内的定位销,所述定位销的顶端为尖锥体,所述定位销位于所述仿形料腔内。
14.在上述的快换加热模具中,所述下模芯的顶面上竖立至少两根定位柱,所述定位柱的顶部为尖锥体,所述定位柱位于所述嵌料槽外部,所述上模芯的底面上对应开设至少两个定位孔,所述定位柱一一对应穿接所述定位孔。
15.在上述的快换加热模具中,所述下模芯的顶面上凹设至少一个装配槽,所述装配槽内安设温度感应器,所述温度感应器的接线头延伸至所述下模壳外部。
16.在上述的快换加热模具中,所述上模壳/所述下模壳内凹设台阶槽腔,所述台阶槽腔包括由内至外衔接的小腔体和大腔体,所述小腔体与所述大腔体之间形成环形台阶面,所述加热模块置于所述小腔体内,所述上模芯/所述下模芯置于所述大腔体内并抵靠所述环形台阶面。
17.一种加热设备,包括具有操作台的机身,以及包括上述的快换加热模具。
18.在上述的加热设备中,所述操作台上固设相平行的滑台电缸与导轨,所述滑台电缸的驱动块上固连滑移架,所述滑移架通过滑块卡接所述导轨形成滑动连接,所述滑移架上固设所述下模;所述滑台电缸上方架设桁架,所述桁架上装设升降气缸,所述升降气缸的伸缩杆通过吊架固连所述上模。
19.与现有技术相比,本快换加热模具及加热设备具有以下有益效果:
20.1、采用铜质芯体,导电性能好,升温速度快,导热均匀,提升加热效果。采用环氧外壳,耐高温性强,保温效果好,同时防止烫伤,安全性高。
21.2、采用模壳与模芯组装配合结构,且模芯可拆设置,由此只需替换模芯便可实现不同产品匹配加热,实现一模多用的效果,拓展模具的使用范围,提升应用灵活度,节省加工设备成本。
22.3、本模具为电传导,能够使产品均匀受热,不改变产品属性,加热效果良好,能够在规定的时间内加热到指定温度,且省去了高周波运用,可以满足制造工艺需求。
附图说明
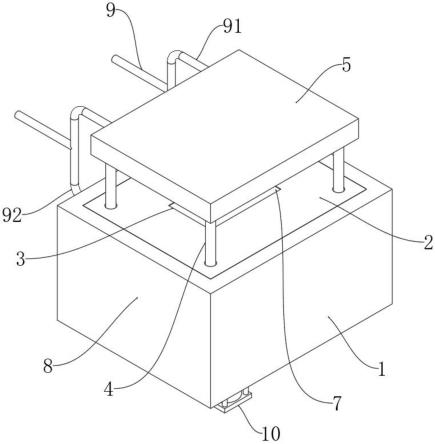
23.图1是本快换加热模具的立体结构图。
24.图2是本快换加热模具中下模的立体结构图。
25.图3是本快换加热模具中下模芯的立体结构图。
26.图4是本快换加热模具中下模壳的立体结构图。
27.图5是本快换加热模具中上模的立体结构图。
28.图6是本快换加热模具中上模壳的立体结构图。
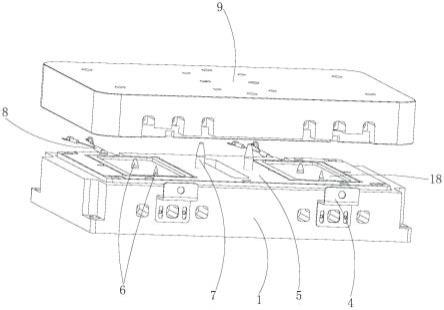
29.图7是本加热设备的立体结构图。
30.图中,1、下模壳;2、加热模块;3、电加热管;4、电连接座;5、下模芯;5a、嵌料槽;6、定位销;7、定位柱;8、温度感应器;9、上模壳;10、上模芯;10a、压料台;11、机身;12、滑台电缸;13、导轨;14、滑移架;15、桁架;16、升降气缸;17、吊架;18、产品。
具体实施方式
31.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
32.实施例一
33.如图1至图6所示,本快换加热模具,包括呈上下扣合的上模和下模,下模包括下模壳1,下模壳1内由下至上叠设加热模块2和下模芯5,下模芯5内设置定位组件;上模包括上模壳9,上模壳9内由上至下叠设加热模块2和上模芯10;上模芯10与下模芯5扣合形成内部仿形料腔。
34.上模壳9与下模壳1均为环氧壳体,上模芯10与下模芯5均为铜板。模壳采用环氧材质,具有耐高温且保温效果良好的特点,还可以防止烫伤,这样即使加热下模离开加热上模,也可以保证产品18温度恒定在160℃左右,满足注塑温度需求。模芯采用导电性能好的铜材质,由此在短短二十秒内就可以使产品18温度达到150
±
5℃,实现升温快、升温均匀等效果。
35.加热模块2为铜块,加热模块2内排列若干电加热管3,电加热管3的两端由加热模块2露出,上模壳9/下模壳1对应电加热管3的端部开设通口,通口上固设电连接座4。将电线与电连接座4相连对电加热管3进行供电,从而使电加热管3升温放热,通过铜块实现快速热传导作用。
36.下模芯5的顶面上下凹嵌料槽5a,嵌料槽5a内设置仿形凹凸结构,嵌料槽5a的拐角及侧边上凹设避位槽;上模芯10的底面上对应凸设压料台10a,上模芯10扣合下模芯5使压料台10a对应嵌入嵌料槽5a内,压料台10a底面与嵌料槽5a底壁之间余留仿形料腔。
37.通过仿形凹凸结构与产品18的底面形成吻合相贴,通过压料台10a对产品18的顶面压合密贴,从而针对产品18外型结构制备特型容纳空间。通过设计避位槽使产品18拐角与侧边特定点与嵌料槽5a形成间隙,从而避免造成产品18周边擦伤。为了保证产品18能顺利放入嵌料槽5a,嵌料槽5a的左右宽度均大于产品18至0.5mm;为保证产品18加热效果,嵌料槽5a的深度大于产品18仅0.02mm,以便仿形料腔与产品18能够紧密贴合。
38.定位组件包括位于嵌料槽5a内的定位销6,定位销6的顶端为尖锥体,定位销6位于仿形料腔内。定位销6的数量为两个,用于穿接产品18上的孔,从而对产品18形成精准定位。通过定位销6的尖锥体利于导向穿入产品18上的孔,既能避免擦伤产品18,又能提高定位效率。定位销6的高度小于仿形料腔的深度,由此使定位销6位于仿形料腔内而不干涉合模。
39.下模芯5的顶面上竖立至少两根定位柱7,定位柱7的顶部为尖锥体,定位柱7位于嵌料槽5a外部,上模芯10的底面上对应开设至少两个定位孔,定位柱7一一对应穿接定位孔。当上模芯10与下模芯5扣合时,使相对应的定位柱7穿入定位孔中,从而实现上模芯10与下模芯5精准对位配合,以确保上模芯10的压料台10a精准对位下模芯5的嵌料槽5a,形成对
产品18的匹配压合。
40.下模芯5的顶面上凹设至少一个装配槽,装配槽内安设温度感应器8,温度感应器8的接线头延伸至下模壳1外部。一个下模对应设置两个温度感应器8,用于感测加热过程中的即刻温度,从而利于对升温的监测调控。
41.上模壳9/下模壳1内凹设台阶槽腔,台阶槽腔包括由内至外衔接的小腔体和大腔体,小腔体与大腔体之间形成环形台阶面,加热模块2置于小腔体内,上模芯10/下模芯5置于大腔体内并抵靠环形台阶面。通过设置台阶槽腔以配合加热模块2和模芯的装配,并对两者形成一定程度的限位,为后续替换模芯提供操作便利。
42.与现有技术相比,本快换加热模具具有以下有益效果:
43.1、采用铜质芯体,导电性能好,升温速度快,导热均匀,提升加热效果。采用环氧外壳,耐高温性强,保温效果好,同时防止烫伤,安全性高。
44.2、采用模壳与模芯组装配合结构,且模芯可拆设置,由此只需替换模芯便可实现不同产品匹配加热,实现一模多用的效果,拓展模具的使用范围,提升应用灵活度,节省加工设备成本。
45.3、本模具为电传导,能够使产品均匀受热,不改变产品属性,加热效果良好,能够在规定的时间内加热到指定温度,且省去了高周波运用,可以满足制造工艺需求。
46.实施例二
47.基于实施例一,本实施例的区别为:
48.如图7所示,一种加热设备,包括具有操作台的机身11,以及包括上述的快换加热模具。
49.操作台上固设相平行的滑台电缸12与导轨13,滑台电缸12的驱动块上固连滑移架14,滑移架14通过滑块卡接导轨13形成滑动连接,滑移架14上固设下模;滑台电缸12上方架设桁架15,桁架15上装设升降气缸16,升降气缸16的伸缩杆通过吊架17固连上模。
50.本加热设备的运作步骤为:
51.1、下模位于滑台电缸12的前端,将产品18放入下模芯5的嵌料槽5a中,通过定位销6将产品18定位。
52.2、滑台电缸12驱动下模平移至上模下方,升降气缸16下降上模压合下模,通过定位柱7将两者精准固定。
53.3、上模与下模同时通电发热,对仿形料腔中的产品18进行加热,通过温度感应器8时刻监测产品18温度。
54.4、加热完成后,升降气缸16抬升上模,滑台电缸12驱动下模平移至后端,取出产品18进行后续注塑工艺。
55.与现有技术相比,本加热设备具有以下有益效果:
56.1、采用铜质芯体,导电性能好,升温速度快,导热均匀,提升加热效果。采用环氧外壳,耐高温性强,保温效果好,同时防止烫伤,安全性高。
57.2、采用模壳与模芯组装配合结构,且模芯可拆设置,由此只需替换模芯便可实现不同产品匹配加热,实现一模多用的效果,拓展模具的使用范围,提升应用灵活度,节省加工设备成本。
58.3、本模具为电传导,能够使产品均匀受热,不改变产品属性,加热效果良好,能够
在规定的时间内加热到指定温度,且省去了高周波运用,可以满足制造工艺需求。
59.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
60.尽管本文较多地使用了下模壳1;加热模块2;电加热管3;电连接座4;下模芯5;嵌料槽5a;定位销6;定位柱7;温度感应器8;上模壳9;上模芯10;压料台10a;机身11;滑台电缸12;导轨13;滑移架14;桁架15;升降气缸16;吊架17;产品18等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质;把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
61.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。