1.本公开涉及复合无纺布及其制造方法。
背景技术:
2.尿布、绷带等卫生材料所使用的无纺布由于与肌肤接触来使用,因此要求柔软性优异。
3.作为卫生材料用的无纺布,有时使用聚烯烃系的无纺布。
4.此外,作为无纺布的材料,已知丝绸(silk)。例如,专利文献1中记载了仅由将丝绸纤维切断后的短纤维形成的医疗用丝绸无纺布。
5.此外,专利文献2中,作为具有丝绸纤维独特的光滑触感并具备耐磨耗性的也能够用于衣类用布帛等的丝绸无纺布,记载了利用预定的制造方法制造的、丝绸无纺布、网眼状织物、丝绸无纺布的3层结构的丝绸无纺布。
6.专利文献1:国际公开第97/07273号
7.专利文献2:日本特开2003-105661号
技术实现要素:
8.发明所要解决的课题
9.然而,通过本发明人等的研究,判明了:单独聚烯烃系的无纺布时,有时柔软性和保液性不足。
10.此外,通过本发明人等的研究,判明了:专利文献1所记载的丝绸无纺布仅包含丝绸纤维作为纤维,因此有时强度不足。
11.此外,通过本发明人等的研究,判明了:专利文献2所记载的丝绸无纺布中,网眼状织物通常硬,厚度大,因此有时柔软性不足。
12.本公开的一个方式的目的在于提供柔软性、强度和保液性优异的复合无纺布及其制造方法。
13.用于解决课题的方法
14.用于解决上述课题的方法包括以下方式。
15.<1>一种复合无纺布,包含丝区域和合成纤维无纺布区域,
16.所述丝区域含有卷曲的丝纤维作为主成分,
17.所述合成纤维无纺布区域含有包含聚烯烃系树脂的合成纤维作为主成分。
18.<2>根据<1>所述的复合无纺布,其厚度为1.00mm以下。
19.<3>根据<1>或<2>所述的复合无纺布,其目付为20g/cm2~60g/cm2。
20.<4>根据<1>~<3>中任一项所述的复合无纺布,相对于复合无纺布的总质量,丝纤维的含有率为30质量%~90质量%。
21.<5>根据<1>~<4>中任一项所述的复合无纺布,其为水刺无纺布。
22.<6>根据<1>~<5>中任一项所述的复合无纺布,机械方向的抗拉强度为
20n/50mm以上。
23.<7>根据<1>~<6>中任一项所述的复合无纺布,俯视时与机械方向正交的方向的抗拉强度为5n/50mm以上。
24.<8>根据<1>~<7>中任一项所述的复合无纺布,上述聚烯烃系树脂包含聚丙烯系树脂。
25.<9>根据<1>~<8>中任一项所述的复合无纺布,上述合成纤维的平均纤维直径为10μm~30μm。
26.<10>根据<1>~<9>中任一项所述的复合无纺布,上述合成纤维包含卷曲纤维。
27.<11>根据<1>~<8>中任一项所述的复合无纺布,上述合成纤维无纺布区域是来源于sms无纺布的区域,所述sms无纺布包含作为最外层的2种纺粘无纺布以及配置于上述2种纺粘无纺布间的至少1种熔喷无纺布。
28.<12>一种复合无纺布的制造方法,其为制造<1>~<11>中任一项所述的复合无纺布的方法,其包括下述工序:
29.准备含有卷曲的丝纤维作为主成分的丝纤维网的工序;
30.准备含有包含聚烯烃系树脂的合成纤维作为主成分的合成纤维无纺布的工序;以及
31.通过使上述丝纤维网与上述合成纤维无纺布进行交织,从而获得上述复合无纺布的工序。
32.<13>根据<12>所述的复合无纺布的制造方法,在获得上述复合无纺布的工序中,上述丝纤维网与上述合成纤维无纺布的上述交织通过水刺处理来进行。
33.发明的效果
34.根据本公开的一个方式,能提供柔软性、强度和保液性优异的复合无纺布及其制造方法。
具体实施方式
35.本公开中,使用“~”来表示的数值范围是指包含“~”的前后所记载的数值作为下限值和上限值的范围。
36.本公开中,在组合物中存在多种相当于各成分的物质的情况下,只要没有特别规定,组合物所含有的各成分的量就是指组合物中存在的该多种物质的合计量。
37.本公开中分阶段地记载的数值范围中,一个数值范围所记载的上限值或下限值可以置换为其它分阶段的记载的数值范围的上限值或下限值。此外,本公开中所记载的数值范围中,该数值范围的上限值或下限值可以置换为实施例所示的值。
38.〔复合无纺布〕
39.本公开的复合无纺布包含:含有卷曲的丝纤维作为主成分的丝区域、以及含有包含聚烯烃系树脂的合成纤维作为主成分的合成纤维无纺布区域。
40.本公开的复合无纺布可以根据需要包含其它区域。
41.本公开的复合无纺布的柔软性、强度和保液性优异。
42.能获得这样的效果的理由推测如下。
43.本公开的复合无纺布通过是包含合成纤维无纺布区域的复合无纺布,从而与不含合成纤维无纺布区域的丝纤维网相比,强度(特别是抗拉强度)优异。
44.本公开的复合无纺布通过是包含丝区域的复合无纺布,从而与不含丝区域的合成纤维无纺布相比,柔软性和保液性优异。
45.进一步,本公开的复合无纺布中,通过丝区域的主成分是卷曲的丝纤维(以下,也称为“卷曲丝纤维”),从而与丝区域的主成分是未卷曲的丝纤维(以下,也称为“非卷曲丝纤维”)的情况相比,复合无纺布的形状保持性和剥离强度(即,复合无纺布的厚度方向的强度)优异。
46.具体而言,通过丝区域的主成分为卷曲丝纤维,从而在使含有卷曲丝纤维作为主成分的丝纤维网和含有包含聚烯烃系树脂的合成纤维作为主成分的合成纤维无纺布进行交织而获得本公开的复合无纺布时,易于使丝纤维网与合成纤维无纺布进行交织以使其一体化。由此,所得的复合无纺布的形状保持性和剥离强度(即,复合无纺布的厚度方向的强度)提高。
47.这里,丝纤维网中的“网”是指全部的布(例如,无纺布、机织布等)。
48.本公开中,所谓主成分,是指在被含有的全部成分中,含有质量为最大的成分。
49.本公开的复合无纺布可以仅包含1个丝区域,也可以包含2个以上丝区域。
50.本公开的复合无纺布可以仅包含1个合成纤维无纺布区域,也可以包含2个以上合成纤维无纺布区域。
51.本公开的复合无纺布的优选方式为:至少1个丝区域与至少1个合成纤维无纺布区域沿复合无纺布的厚度方向配置的方式。
52.从复合无纺布的肌肤触感的观点考虑,本公开的复合无纺布的更优选方式为包含以下区域的方式a:
53.沿复合无纺布的厚度方向配置的2个丝区域,以及
54.配置于2个丝区域间的至少1个合成纤维无纺布区域。
55.方式a涉及的复合无纺布只要满足方式a的上述要件,则可以除了上述2个丝区域以外,进一步包含1个以上的丝区域。例如,只要满足方式a的要件,则丝区域和合成纤维无纺布区域被交替地配置,丝区域的总数为3个以上的方式也包含于方式a中。
56.本公开的复合无纺布优选通过使含有卷曲丝纤维作为主成分的丝纤维网与含有包含聚烯烃系树脂的合成纤维作为主成分的合成纤维无纺布进行交织来制造。
57.由此,作为来源于丝纤维网的区域而形成丝区域,作为来源于合成纤维无纺布的区域而形成合成纤维无纺布区域,制造本公开的复合无纺布。
58.本公开的复合无纺布优选为水刺无纺布。
59.这里所谓水刺无纺布,是指含有卷曲丝纤维作为主成分的丝纤维网与含有包含聚烯烃系树脂的合成纤维作为主成分的合成纤维无纺布通过水刺处理(即,水流交织处理)来交织而成的无纺布。
60.在本公开的复合无纺布为水刺无纺布的情况下,在复合无纺布中,丝纤维的柔软性得以更有效地维持。
61.以下,显示复合无纺布的优选的物性。
62.对于以下优选的物性的测定条件,能够参照实施例的记载。
63.<复合无纺布的厚度>
64.本公开的复合无纺布的厚度优选为1.00mm以下,更优选为0.20mm~1.00mm,进一步优选为0.20mm~0.80mm,特别优选为0.25mm~0.60mm。
65.如果复合无纺布的厚度为1.00mm以下,则例如在作为卫生材料使用的情况下,能够将卫生材料薄壁化。此外,如果复合无纺布的厚度为1.00mm以下,则存在柔软性更优异的倾向。厚度为1.00mm以下的复合无纺布例如能够如后述那样地通过利用水刺处理进行复合化来获得。
66.<复合无纺布的目付>
67.本公开的复合无纺布的目付优选为20g/cm2~60g/cm2,更优选为20g/cm2~50g/cm2。如果复合无纺布的目付在上述范围内,则存在能够兼具强度和薄度的倾向,因此优选。
68.本公开中,复合无纺布的目付是将复合无纺布的质量除以复合无纺布的面积而得的值。
69.本公开中,复合无纺布的厚度和目付分别使用从复合无纺布采集的1个或2个以上的试样来测定。测定所使用的试样的合计面积为250cm2以上(例如500cm2)。
70.<丝纤维的含有率>
71.本公开的复合无纺布中的丝纤维的含有率(详细地说,卷曲丝纤维和非卷曲丝纤维的合计含有率)相对于复合无纺布的总质量,优选为30质量%~90质量%,更优选为35质量%~80质量%,进一步优选为40质量%~70质量%。
72.如果卷曲丝纤维的含量为30质量%以上,则存在复合无纺布的柔软性和保液性更优异的倾向,因此优选。
73.如果卷曲丝纤维的含量为90质量%以下,则存在复合无纺布的强度更优异的倾向,因此优选。
74.<复合无纺布的抗拉强度>
75.本公开的复合无纺布的机械方向(md;machine direction)的抗拉强度(以下,也称为“md抗拉强度”)优选为20n/50mm以上。
76.复合无纺布的md抗拉强度更优选为20n/50mm~70n/50mm,进一步优选为20n/50mm~50n/50mm。
77.本公开中,单位“n/50mm”,是指使用宽度50mm的试样而测定得到的、试样长度方向的抗拉强度(n)。
78.本公开中,所谓复合无纺布的md(即,机械方向。以下相同。)的抗拉强度中的md,是指合成纤维无纺布区域的md。即,所谓复合无纺布的md的抗拉强度,是指关于合成纤维无纺布区域的md的复合无纺布的抗拉强度。
79.本公开的复合无纺布的、俯视时与机械方向正交的方向(cd;cross direction)的抗拉强度(以下,也称为“cd抗拉强度”)优选为5n/50mm以上。
80.复合无纺布的cd抗拉强度更优选为5n/50mm~30n/50mm,进一步优选为5n/50mm~20n/50mm。
81.本公开中,所谓复合无纺布的cd(即,俯视时与机械方向正交的方向。以下相同。)的抗拉强度中的cd,是指合成纤维无纺布区域的cd。即,所谓复合无纺布的cd的抗拉强度,是指关于合成纤维无纺布区域的cd的复合无纺布的抗拉强度。
82.关于复合无纺布的md抗拉强度和cd抗拉强度的测定方法,如后述实施例中所示那样。但是,试验片的长度并不限定于实施例中的200mm,只要是能够确保夹盘间距离100mm的长度(例如,120mm以上)即可。
83.<复合无纺布的透气度>
84.本公开的复合无纺布的透气度(cm3/cm2/sec;以下,也表述为“ccs”)优选为50ccs~300ccs,更优选为80ccs~200ccs。
85.如果透气度为50ccs以上,则在将复合无纺布用于卫生材料的情况下,存在肌肤不易变得湿热的倾向,因此优选。
86.如果透气度为300ccs以下,则存在复合无纺布的保液性进一步提高的倾向,因此优选。
87.复合无纺布的透气度使用从复合无纺布采集的1个或2个以上的试样来测定。测定所使用的试样的合计面积为10,000mm2以上(例如22,500mm2)。
88.<复合无纺布的剥离强度>
89.本公开的复合无纺布的剥离强度优选为0.3n以上,更优选为0.5n~2.0n,进一步优选为0.6n~1.5n。
90.关于复合无纺布的剥离强度的测定方法,如后述实施例中所示那样。
91.<复合无纺布的硬挺度>
92.复合无纺布的md硬挺度优选为35mm~60mm,更优选为40mm~50mm。
93.复合无纺布的cd硬挺度优选为20mm~30mm,更优选为21mm~16mm。
94.关于复合无纺布的md硬挺度和cd硬挺度的测定方法,分别如后述实施例中所示那样。
95.以下,对于丝区域和合成纤维无纺布的优选方式进行说明。
96.<丝区域>
97.丝区域为含有卷曲丝纤维作为主成分的区域。
98.丝区域优选使用含有卷曲丝纤维作为主成分的丝纤维网(例如,丝纤维无纺布、丝纤维机织布等)来形成。
99.卷曲丝纤维是使非卷曲丝纤维(即,未卷曲的丝)卷曲而成的纤维。
100.作为使非卷曲丝纤维卷曲的方法,能够应用公知的方法。
101.作为使非卷曲丝纤维卷曲的方法,可举出例如,
102.使非卷曲丝纤维通过如齿轮那样啮合的一对带槽辊之间而赋予锯齿形状的齿轮(gear)卷曲方式;
103.使用包含管状部的漏斗状夹具,将非卷曲丝纤维以弯折成锯齿状的状态,压入夹具的管状部,将压入的丝纤维从管状部挤出,从而使非卷曲丝纤维弯曲的压曲方式;等。
104.关于非卷曲丝纤维、使非卷曲丝纤维卷曲的方法以及卷曲丝纤维,能够没有特别限制地应用公知技术,例如,可以适当参照日本特开2003-105661号公报、日本特开2006-207069号公报等公知文献。
105.丝区域可以包含卷曲丝纤维以外的其它成分。
106.作为其它成分,可举出非卷曲丝纤维、丝纤维以外的纤维等。
107.此外,在使丝纤维网与合成纤维无纺布进行交织以制造复合无纺布的情况下,可
以在来源于丝纤维网的丝区域中,通过交织,混入合成纤维。
108.相对于丝区域的总质量,卷曲丝纤维的含有率优选为50质量%以上,更优选为60质量%以上,进一步优选为80质量%以上,特别优选为90质量%以上。
109.丝区域所含有的卷曲丝纤维的平均纤维直径优选为2μm~50μm,更优选为3μm~30μm,进一步优选为5μm~20μm。
110.如果卷曲丝纤维的平均纤维直径在上述范围内,则存在与合成纤维的交织更适当地形成,复合无纺布的剥离强度进一步提高的倾向,因此优选。
111.上述平均纤维直径是指30根卷曲丝纤维的纤维直径的算术平均值。
112.丝区域所含有的卷曲丝纤维的平均纤维长度优选为10mm~100mm,更优选为20mm~80mm,进一步优选为30mm~70mm。
113.上述平均纤维长度是指30根卷曲丝纤维的纤维长度的算术平均值。
114.此外,卷曲丝纤维的纤维长度是将卷曲形状笔直地拉伸的状态下测定的纤维长度。
115.从进一步提高复合无纺布的形状保持性和剥离强度的观点考虑,卷曲丝纤维中的卷曲间距优选为0.2mm~3.0mm,更优选为0.5mm~2.0mm。
116.这里,所谓卷曲间距,在卷曲丝纤维的形状为峰与谷的重复的锯齿形状的情况下,是指相邻的峰的顶点间的平均距离。
117.上述平均距离是指30处的测定值(距离)的算术平均值。
118.从进一步提高复合无纺布的形状保持性和剥离强度的观点考虑,卷曲丝纤维的卷曲度优选为3%以上,更优选为5%以上,进一步优选为10%以上,特别优选为15%以上。
119.卷曲丝纤维的卷曲度的上限优选为80%,更优选为50%,进一步优选为40%。
120.这里,所谓卷曲度,是指卷曲的程度。卷曲度的数值越大,则卷曲的程度越大。卷曲比率的算出方法在后述实施例中进行说明。
121.<合成纤维无纺布区域>
122.合成纤维无纺布区域是包含合成纤维无纺布的区域。
123.合成纤维无纺布区域优选使用合成纤维无纺布来形成。
124.合成纤维无纺布区域及作为其原料的合成纤维无纺布都含有包含聚烯烃系树脂的合成纤维作为主成分。
125.相对于合成纤维无纺布区域的总质量,上述合成纤维的含有率优选为50质量%以上,更优选为60质量%以上,进一步优选为80质量%以上,特别优选为90质量%以上。
126.同样地,相对于合成纤维无纺布的总质量,上述合成纤维的含有率优选为50质量%以上,更优选为60质量%以上,进一步优选为80质量%以上,特别优选为90质量%以上。
127.合成纤维可以仅包含1种聚烯烃系树脂,也可以包含2种以上聚烯烃系树脂。
128.相对于合成纤维的总质量,合成纤维中的聚烯烃系树脂的含有率(2种以上的情况下为合计含有率)优选为50质量%以上,更优选为60质量%以上,进一步优选为80质量%以上,特别优选为90质量%以上。
129.本公开中,所谓聚烯烃系树脂,是指包含烯烃单元(即,通过烯烃的聚合而形成的结构单元)作为主成分的树脂。
130.相对于聚烯烃系树脂的总质量,烯烃单元的含有率优选为50质量%以上,更优选为60质量%以上,进一步优选为80质量%以上,特别优选为90质量%以上。
131.聚烯烃系树脂也可以具有烯烃单元以外的结构单元。
132.聚烯烃系树脂所包含的烯烃单元可以为仅1种,也可以为2种以上。
133.即,聚烯烃系树脂可以为1种烯烃的均聚物,也可以为2种以上的烯烃的共聚物。
134.作为用于形成烯烃单元的烯烃,可举出乙烯、丙烯、1-丁烯、1-戊烯、1-己烯、1-辛烯、1-癸烯、3-甲基-1-丁烯、3-甲基-1-戊烯、3-乙基-1-戊烯、4-甲基-1-戊烯、4-甲基-1-己烯等α-烯烃。
135.从强度与柔软性的平衡的观点考虑,聚烯烃系树脂优选包含聚丙烯系树脂。
136.在该情况下,聚烯烃系树脂中的聚丙烯系树脂可以为仅1种,也可以为2种以上。
137.这里,所谓聚丙烯系树脂,是指包含丙烯单元(即,通过丙烯的聚合而形成的结构单元)作为主成分的树脂。
138.相对于聚丙烯系树脂的总质量,丙烯单元的含有率优选为50质量%以上,更优选为60质量%以上,进一步优选为80质量%以上,特别优选为90质量%以上。
139.聚丙烯系树脂可以包含丙烯单元以外的结构单元(优选为来源于丙烯以外的α-烯烃的结构单元)。
140.聚丙烯系树脂的熔体流动速率(mfr)(详细地说,按照astm d 1238,以230℃,载荷2.16kg的条件测定得到的mfr。以下相同。)优选为1g/10分钟~3,000g/10分钟,更优选为2g/10分钟~2,000g/10分钟,进一步优选为10g/10分钟~1,000g/10分钟,特别优选为10g/10分钟~700g/10分钟。
141.聚烯烃系树脂可以含有的聚丙烯系树脂优选为丙烯均聚物和丙烯-α-烯烃共聚物(即,丙烯与丙烯以外的α-烯烃的共聚物)的至少一者。
142.丙烯-α-烯烃共聚物中的α-烯烃(即,丙烯以外的α-烯烃)可以为仅1种,也可以为2种以上。
143.作为丙烯-α-烯烃共聚物中的α-烯烃(即,丙烯以外的α-烯烃),优选为丙烯以外的碳原子数2~10的α-烯烃(例如,乙烯、1-丁烯、1-戊烯、1-己烯、1-辛烯、1-癸烯、3-甲基-1-丁烯、3-甲基-1-戊烯、3-乙基-1-戊烯、4-甲基-1-戊烯、4-甲基-1-己烯)。
144.作为丙烯-α-烯烃共聚物,优选为丙烯-乙烯共聚物,更优选为丙烯-乙烯无规共聚物。
145.丙烯-α-烯烃共聚物中的α-烯烃含量(即,α-烯烃单元在丙烯-α-烯烃共聚物的全部结构单元中所占的摩尔%)优选为1摩尔%~40摩尔%,更优选为2摩尔%~30摩尔%,进一步优选为2摩尔%~20摩尔%,特别优选为2摩尔%~10摩尔%。
146.丙烯-α-烯烃共聚物中的丙烯含量(即,丙烯单元在丙烯-α-烯烃共聚物的全部结构单元中所占的摩尔%)优选为60摩尔%~99摩尔%,更优选为70摩尔%~98摩尔%,进一步优选为80摩尔%~98摩尔%,特别优选为90摩尔%~98摩尔%。
147.丙烯均聚物的熔点优选为155℃以上,更优选为157℃~165℃。
148.丙烯-α-烯烃共聚物的熔点优选为120℃~154℃,更优选为130℃~150℃。
149.在聚烯烃系树脂包含聚丙烯系树脂的情况下,聚烯烃系树脂也可以包含聚丙烯系树脂以外的其它树脂。
150.在聚烯烃系树脂包含聚丙烯系树脂的情况下,相对于聚烯烃系树脂的总质量,聚丙烯系树脂的含有率优选为50质量%以上,更优选为60质量%以上,进一步优选为80质量%以上,特别优选为90质量%以上。
151.(平均纤维直径)
152.从进一步促进合成纤维与卷曲丝纤维的交织,进一步提高剥离强度的观点考虑,合成纤维的平均纤维直径优选为10μm~30μm。
153.合成纤维的平均纤维直径的测定方法如后述实施例中所示那样。
154.上述平均纤维直径在使用纺粘无纺布作为用于形成合成纤维无纺布区域的合成纤维无纺布的情况下,易于实现。
155.(卷曲纤维)
156.从进一步促进合成纤维与卷曲丝纤维的交织,进一步提高剥离强度的观点考虑,合成纤维优选包含卷曲纤维。
157.本公开中,合成纤维包含卷曲纤维的情况下的卷曲纤维,是指异型纤维(即,截面不对称的纤维)和包含2种以上的合成树脂的复合纤维(即,卷曲复合纤维)的至少一者。
158.作为卷曲纤维,优选为卷曲复合纤维。
159.卷曲复合纤维优选包含组成、分子量和物性(例如,结晶温度、熔点、软化点、结晶速度、熔融粘度等)中的至少1者不同的2种以上的聚烯烃系树脂(优选为2种以上的聚丙烯系树脂)。
160.作为卷曲复合纤维,优选为偏芯芯鞘型卷曲复合纤维。
161.所谓偏芯芯鞘型卷曲复合纤维,是指在纤维的横截面(即,与纤维长度正交的截面)上,由芯部和包围至少一部分芯部的鞘部形成,芯部和鞘部的中心彼此不重叠的卷曲复合纤维。
162.偏芯芯鞘型卷曲复合纤维优选具有并列型的横截面形状。
163.这里,所谓并列型的横截面形状,是指鞘部仅包围芯部的一部分,芯部的剩余部分露出于外部的形状。
164.对于卷曲复合纤维(例如,偏芯芯鞘型卷曲复合纤维),没有特别限制,能够使用例如日本特许第4009196号公报、日本特许第5139669号公报、日本特许第5289459号公报等公知文献记载的公知的卷曲复合纤维。
165.作为卷曲复合纤维,优选是包含如下的芯部和鞘部的偏心芯鞘型卷曲复合纤维:芯部含有第1聚烯烃系树脂,鞘部含有与第1聚烯烃系树脂不同的第2聚烯烃系树脂。
166.在偏心芯鞘型卷曲复合纤维中,芯部相对于鞘部的质量比(以下,也称为质量比〔芯部/鞘部〕)优选为0.05~5.00,更优选为0.10~1.00,进一步优选为0.10~0.50。
167.作为芯部所包含的第1聚烯烃系树脂,优选为丙烯系树脂,更优选为丙烯均聚物。
168.作为鞘部所包含的第2聚烯烃系树脂,优选为丙烯系树脂,更优选为丙烯-α-烯烃共聚物。
169.关于丙烯均聚物和丙烯-α-烯烃共聚物的各自的优选方式如上文所述。
170.从第1聚烯烃系树脂的熔点减去第2聚烯烃系树脂的熔点之后的值(即,熔点差〔第1聚烯烃系树脂的熔点-第2聚烯烃系树脂的熔点〕)优选超过0℃,更优选为5℃以上,进一步优选为10℃以上,特别优选为15℃以上。
171.熔点差〔第1聚烯烃系树脂的熔点-第2聚烯烃系树脂的熔点〕的上限优选为50℃,更优选为40℃,进一步优选为30℃。
172.卷曲纤维的平均纤维直径优选为10μm~30μm,更优选为10μm~20μm。
173.上述平均纤维直径在使用纺粘无纺布作为用于形成包含卷曲纤维的合成纤维无纺布区域的合成纤维无纺布的情况下,易于实现。
174.作为本公开的复合无纺布的优选方式,可举出:合成纤维无纺布区域是来源于纺粘无纺布(更优选为包含卷曲纤维的纺粘无纺布)的区域的方式。
175.(来源于sms无纺布的区域)
176.作为本公开的复合无纺布的优选方式,也可举出合成纤维无纺布区域为来源于sms无纺布的区域的方式。
177.这里,所谓sms无纺布,是指包含作为最外层的2种纺粘无纺布以及配置于上述2种纺粘无纺布间的至少1种熔喷无纺布的层叠无纺布。
178.根据这样的优选方式,通过sms无纺布中的熔喷无纺布的作用,从而进一步促进合成纤维与卷曲丝纤维的交织,其结果是剥离强度进一步提高。
179.sms无纺布可以在作为最外层的2种纺粘无纺布间,仅包含1个熔喷无纺布,也可以包含2个以上熔喷无纺布。
180.sms无纺布也可以在作为最外层的2种纺粘无纺布间包含其它纺粘无纺布。例如,sms无纺布可以是纺粘无纺布/纺粘无纺布/熔喷无纺布/纺粘无纺布/纺粘无纺布,也可以是纺粘无纺布/纺粘无纺布/熔喷无纺布/纺粘无纺布。
181.sms无纺布中的纺粘无纺布的平均纤维直径为例如10μm~30μm。
182.sms无纺布中的熔喷无纺布的平均纤维直径为例如0.1μm~7μm。
183.关于sms无纺布中的纺粘无纺布的平均纤维直径和sms无纺布中的熔喷无纺布的平均纤维直径的测定方法,分别如后述实施例中所示那样。
184.sms无纺布中的纺粘无纺布中的纤维以及sms无纺布中的熔喷无纺布中的纤维的优选方式分别如作为包含聚烯烃系树脂的合成纤维的优选方式已经说明的那样。
185.(用途)
186.作为本公开的复合无纺布的优选用途,可举出例如,尿布、生理用品等卫生材料用途、口罩、面膜、卸妆片、化妆用垫等全部化妆用品、创伤被覆、手术用垫等全部医疗用片、细胞培养基材、服装用品、假发基材、寝具、食品包材、电子材料等。这些之中,本公开的复合无纺布能够优选用于要求柔软性、强度和保液性的面膜用途,特别是面膜中与肌肤相接触的面。
187.〔复合无纺布的制造方法的一例〕
188.本公开的复合无纺布的制造方法的一例(以下,设为制法a)包括下述工序:
189.准备含有卷曲丝纤维作为主成分的丝纤维网的工序;
190.准备含有包含聚烯烃系树脂的合成纤维作为主成分的合成纤维无纺布的工序;以及
191.通过使上述丝纤维网与上述合成纤维无纺布进行交织,从而获得复合无纺布的工序。
192.制法a中,由于使用含有卷曲丝纤维作为主成分的丝纤维网,因此能够使上述丝纤
维网与上述合成纤维无纺布高效地交织。
193.因此,能够适当地制造本公开的复合无纺布。
194.在准备丝纤维网的工序中准备的丝纤维网的优选方式能够适当参照上述复合无纺布中的丝区域的记载。
195.准备丝纤维网的工序可以是仅简单地准备预先制造的丝纤维网的工序,也可以是为了实施制法a而制造丝纤维网的工序。
196.在准备丝纤维网的工序中,可以仅准备一张丝纤维网,也可以准备多张。丝纤维网的张数能够根据在获得复合无纺布的工序中使用的丝纤维网的张数来适当选择。
197.在准备合成纤维无纺布的工序中准备的合成纤维无纺布的优选方式能够适当参照上述复合无纺布中的合成纤维无纺布区域的记载。
198.在制法a中,从进一步促进合成纤维与卷曲丝纤维的交织,其结果进一步提高所得的复合无纺布的剥离强度的观点考虑,作为在准备合成纤维无纺布的工序中准备的合成纤维无纺布,优选为纺粘无纺布(优选为包含卷曲纤维的纺粘无纺布)或sms无纺布。
199.准备合成纤维无纺布的工序可以是仅简单地准备预先制造的合成纤维无纺布的工序,也可以是为了实施制法a而制造合成纤维无纺布的工序。
200.在准备合成纤维无纺布的工序中,可以仅准备一张合成纤维无纺布,也可以准备多张合成纤维无纺布。合成纤维无纺布的张数能够根据在获得复合无纺布的工序中使用的合成纤维无纺布的张数来适当选择。
201.获得复合无纺布的工序是:通过使至少1张丝纤维网与至少1张合成纤维无纺布进行交织,从而获得复合无纺布的工序。
202.通过本工序,丝纤维网与合成纤维无纺布被三维地交织并被一体化,获得包含来源于丝纤维网的丝区域以及来源于合成纤维无纺布的合成纤维无纺布区域的复合无纺布。
203.在获得复合无纺布的工序中,优选使作为最外层的2张丝纤维网与配置于上述2张丝纤维网间的至少1个合成纤维无纺布进行交织。
204.在该方式中,可以交替地配置丝纤维网和合成纤维无纺布。
205.丝纤维网与合成纤维无纺布的交织优选通过水刺处理来进行。在通过水刺处理来进行丝纤维网与合成纤维无纺布的交织的情况下,复合无纺布中,丝纤维的柔软性得以更有效地维持。
206.这里,所谓水刺处理,是指也被称为水流交织处理的处理,是通过对于重叠有丝纤维网和合成纤维无纺布的层叠体,从层叠体的上面侧和下面侧对层叠体喷射水流,从而使丝纤维网与合成纤维无纺布进行交织的处理。
207.作为水流的水压,优选为0.5mpa~10mpa,更优选为1mpa~8mpa,进一步优选为1mpa~6mpa。
208.水流的喷射可以连续地进行,也可以间歇地进行。
209.此外,在水刺处理中,从上面侧喷射的水流的条件和喷射次数与从下面侧喷射的水流的条件和喷射次数可以相同,也可以不同。
210.关于水刺处理(水流交织处理),例如,可以参照国际公开第2020/036143号的公知文献所记载的处理。
211.实施例
212.以下,显示本公开的实施例,但是本公开并不限定于以下实施例。
213.〔实施例1〕
214.<复合无纺布的制作>
215.(丝纤维网(第1层和第3层)的制作)
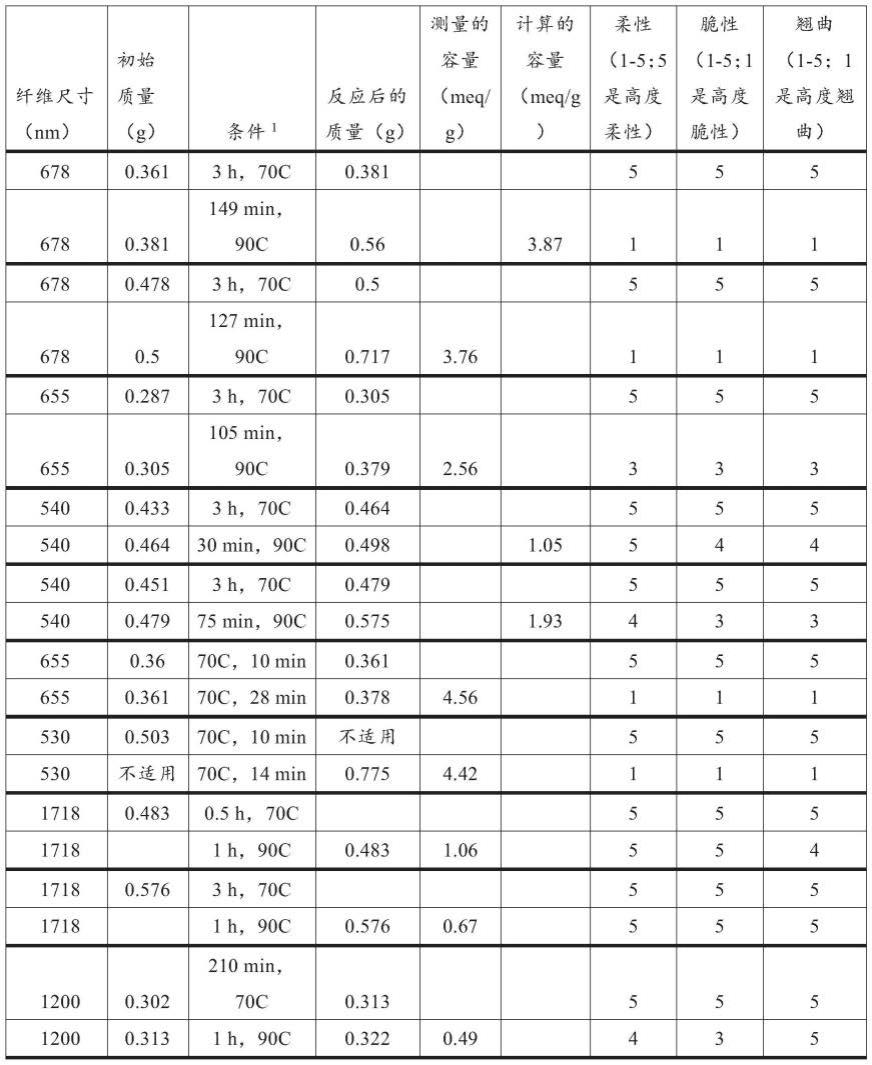
216.对于市售的丝纤维(a1纤维条,平均纤维直径12μm,株式会社长谷川商店制),实施2次使用了夹具的机械性卷曲操作,获得了卷曲丝纤维(即,卷曲的丝纤维。表1中表述为“卷曲丝”)的丝束。
217.这里,丝纤维的平均纤维直径是指30根丝纤维的纤维直径的平均值。各丝纤维的纤维直径使用扫描型电子显微镜(日立制作所制su3500型;倍率300倍)进行测定。
218.作为机械性卷曲操作中的夹具,使用了包含管状部的漏斗状夹具。
219.1次的机械性卷曲操作为将丝纤维以弯折成锯齿状的状态压入夹具的管状部,将压入的丝纤维从管状部束状地挤出的操作。
220.获得的卷曲丝纤维的束中的卷曲丝纤维的形状是峰与谷的重复的锯齿形状。在该锯齿形状中,卷曲间距,即,相邻的峰的顶点间的平均距离(详细地说,30处的测定值的平均值)为1.0mm。
221.接下来,以使平均纤维长度成为51mm的方式切割上述卷曲丝纤维的丝束。
222.这里,卷曲丝纤维的平均纤维长度是指30根卷曲丝纤维的纤维长度的平均值。
223.将切割后的卷曲丝纤维的丝束作为原料,使用开纤机和辊型平行梳理机,制作卷曲丝纤维网(详细地说,卷曲丝纤维无纺布。以下相同。)。
224.通过以上操作,分别获得目付13g/m2的作为卷曲丝纤维网的第1层以及目付14g/m2的作为卷曲丝纤维网的第3层。
225.这里,目付的变更通过变更辊型平行梳理机的转速来进行。关于目付的测定方法在后文叙述。
226.(合成纤维无纺布(第2层)的制作)
227.作为原材料,分别准备:
228.熔点162℃,mfr(按照astm d 1238,以温度230℃,载荷2.16kg进行测定。以下,只要没有特别规定,是同样的。)60g/10分钟的丙烯均聚物,以及
229.熔点142℃,mfr60g/10分钟,乙烯单元含量4.0摩尔%、丙烯单元含量96.0摩尔%的丙烯-乙烯无规共聚物。
230.使用这些原材料,通过纺粘法,制作作为第2层的合成纤维无纺布(实施例1中为纺粘无纺布;表1中,表述为“sb(单层)”)。
231.详细地说,通过复合熔融纺丝,获得芯部为丙烯均聚物,鞘部为丙烯-乙烯无规共聚物,质量比〔芯部/鞘部〕为0.25的卷曲复合纤维(详细地说,偏芯的芯鞘型卷曲复合纤维),使所得的卷曲复合纤维堆积于捕集面上,接着,以压纹面积率18%和压纹温度110℃的条件进行压纹加工,从而作为第2层,获得了目付17g/m2的合成纤维无纺布(纺粘无纺布)。
232.获得的合成纤维无纺布中,卷曲复合纤维的平均纤维直径为16μm。
233.卷曲复合纤维(详细地说,偏芯的芯鞘型卷曲复合纤维)具有并列型的横截面形状。
234.从作为第2层的合成纤维无纺布采集10个长度10mm
×
宽度10mm的矩形试验片。将
采集的各试验片通过nikon公司制eclipse e400显微镜,以倍率300倍进行观察。在该观察中,对于每一个试验片,选定20根纤维直径9μm以上的卷曲复合纤维,将选定的纤维直径9μm以上的卷曲复合纤维各自的纤维直径以μm为单位作为直至小数点第1位的值进行测定。算出所得的200个测定值的平均值,设为卷曲复合纤维的平均纤维直径。
235.(复合无纺布的制作)
236.将上述第1层、上述第2层和上述第3层依次配置并重叠,制成层叠体,将所得的层叠体配置于网状物上。此时,第1层的机械方向(md;machine direction)和第3层的md分别在与第2层的md大致平行的方向上重叠。
237.接下来,一边使网状物及配置于其上的层叠体以速度7m/分钟行进,一边对上述层叠体实施水刺处理(即,水流交织处理)。
238.对于实施了水刺处理的层叠体,依次实施利用轧辊进行的表面平滑处理、利用热风贯通式热处理机进行的110℃时的干燥处理以及利用轧辊进行的表面平滑处理,获得了作为水刺无纺布的复合无纺布。
239.水刺处理(即,水流交织处理)如下实施:使用具备以1mm间隔设置有孔径0.10mm的孔口的喷嘴的水喷射装置,对于层叠体的上表面,各喷射1次水压2mpa的柱状水流、水压4mpa的柱状水流和水压4mpa的柱状水流,接着,对于层叠体的下表面,喷射1次水压4mpa的柱状水流。层叠体的表面与孔口之间的距离为15mm。
240.<测定和评价>
241.关于上述复合无纺布及其材料,实施以下测定和评价。
242.将结果示于表1中。
243.(1)目付(g/m2;表1中为“gsm”)
244.复合无纺布的目付如下求出:从复合无纺布采集5张10cm见方的矩形试样,将采集的5张试样的合计质量除以上述5张试样的合计面积来求出目付。
245.第1层~第3层各自的目付也分别通过与复合无纺布的目付(g/m2)同样的方法来求出。
246.(2)卷曲丝纤维的卷曲度
247.从以平均纤维长度成为51mm的方式切割后的卷曲丝纤维的丝束,取出纤维束的截面达到1mm2左右面积的量的卷曲丝纤维的丝束x1。
248.将取出的卷曲丝纤维的丝束x1以尽量不产生起伏的方式沿着标尺配置。将丝束x1的一端用镊子夹持,在距离被镊子夹持的位置3.0cm的另一端侧的位置固定丝束x1。
249.接着,以0.5cm/sec左右的速度,用人手将镊子向丝束x1的一端方向拉伸,从而使丝束x1中从固定位置至被镊子夹持的位置的部分(即,作为伸长前长度的长3.0cm的部分)伸长。进行该操作直至用人手无法拉伸(即,直至束x1变得不再伸长),测定此时的从固定位置至被镊子夹持的位置的部分的长度(cm)(以下,设为“伸长时的长度”)。将该操作重复10次,求出10个测定值的平均值,设为“伸长时的长度的平均值(cm)”。
250.使用作为伸长前长度的3.0cm以及伸长时的长度的平均值,由下述式求出卷曲度(%)。
251.卷曲度(%)={1-(3.0/伸长时的长度的平均值(cm))}
×
100
252.(3)复合无纺布中的丝含有率(质量%)
253.通过下述式,求出复合无纺布中的丝含有率(质量%)。
254.丝含有率(质量%)={(第1层的目付(g/m2) 第3层的目付(g/m2))/复合无纺布的目付(g/m2)}
×
100
255.(4)复合无纺布的厚度(mm)
256.复合无纺布的厚度使用与复合无纺布的目付(g/m2)的测定同样地采集的5张试样进行测定。详细地说,对于5张试样,分别将试样的中央和四角的合计5点的厚度使用厚度计(peacock公司制,产品编号“r1-250”,测定端子25mmφ,载荷7gf/cm2)进行了测定。将所得的合计25个测定数据进行算术平均,从而求出平均厚度,将所得的平均厚度设为复合无纺布的厚度(mm)。
257.(5)复合无纺布的md抗拉强度
258.从复合无纺布采集5张长度200mm
×
宽度50mm的矩形试样。5张试样分别在试样的长度方向大致平行于复合无纺布的第2层的md(机械方向)的方向上采集。
259.关于采集的各试样,按照jis l 1906,使用拉伸试验机(岛津制作所公司制,自动绘图仪ags-j),以夹盘间距离100mm和机头速度(head speed)300mm/min的条件,测定试样的长度方向的断裂强度。算出所得的5个测定值的平均值,作为复合无纺布的50mm宽度时的md抗拉强度。
260.(6)复合无纺布的cd抗拉强度
261.将采集5个试样的方向变更为试样的长度方向大致平行于复合无纺布的第2层的cd(cross direction;即,俯视时与md正交的方向)的方向,除此以外,与复合无纺布的md抗拉强度同样地操作,测定复合无纺布的cd抗拉强度。
262.(7)复合无纺布的透气度(ccs(即,cm3/cm2/sec))
263.从复合无纺布采集5张长度150mm
×
宽度150mm的矩形试样。5张试样分别在试样的长度方向大致平行于复合无纺布的第2层的md(机械方向)的方向上采集。
264.对于采集的各试样,按照jis l 1906,通过弗雷泽透气度测定机测定透气度。算出所得的5个测定值的平均值,作为复合无纺布的透气度。
265.(8)复合无纺布的剥离强度
266.作为复合无纺布的厚度方向的强度的指标,如以下那样操作,测定复合无纺布的剥离强度。
267.从复合无纺布采集5张长度200mm
×
宽度20mm的矩形试样。5张试样分别在试样的长度方向大致平行于复合无纺布的第2层的md(机械方向)的方向上采集。
268.对于各试样,首先,将从长度方向一端起在长度50mm的区域中的第2层侧和第3层侧剥离。接着,将剥离的第2层侧和第3层侧分别以夹盘间距离50mm固定于拉伸试验机(岛津制作所公司制,自动绘图仪ags-j)的夹盘。接下来,将固定于夹盘的第2层侧和第3层侧以机头速度100mm/min的条件沿相反方向拉伸,从而将残留的区域(长度150mm的区域)中的第2层侧和第3层侧进行t型剥离,测定此时的剥离强度。算出所得的5个测定值的平均值,设为复合无纺布的剥离强度(n/20mm宽度)。
269.(9)md硬挺度(mm)
270.作为复合无纺布的md(机械方向)上的柔软性的指标之一,如以下那样操作,测定md硬挺度。
271.从复合无纺布采集5张长度200mm
×
宽度20mm的矩形试样。5张试样分别在试样的长度方向大致平行于复合无纺布的第2层的md(机械方向)的方向上采集。
272.对于采集的各试样的表面侧和背面侧,在温度20
±
2℃、湿度65
±
2%的恒温室内,按照jis l 1096:2010(8.21.1a法(45
°
悬臂法)),测定硬挺性(mm)。算出所得的10个测定值(即,5个试样的表面侧和背面侧)的平均值,设为md硬挺度(mm)。
273.md硬挺度的数值越大,则md(机械方向)上的柔软性越优异。
274.(10)cd硬挺度(mm)
275.作为复合无纺布的cd(俯视时与机械方向正交的方向)上的柔软性的指标之一,如以下那样操作,测定cd硬挺度。
276.即,将采集各试样的方向变更为试样的长度方向大致平行于复合无纺布的第2层的cd(机械方向)的方向,除此以外,与md硬挺度的测定同样地操作,测定cd硬挺度(mm)。
277.cd硬挺度的数值越大,则md(机械方向)上的柔软性越优异。
278.(11)肌肤触感和贴合感
279.如以下那样操作来评价复合无纺布的肌肤触感和贴合感。
280.从复合无纺布采集向脸粘贴用的试验片。
281.试验片的外形为直径20cm的圆形。在试验片上,在对应眼睛和鼻子的部分(3处)分别开出直径3cm的孔。
282.使用该试验片,将3名20多岁的女性作为受试者,实施肌肤触感和贴合感相关的感官评价。
283.将试验片在蒸馏水中浸渍1小时并提起,用棉布擦去试验片表面的剩余水滴,粘贴于受试者的脸上,此时询问受试者感受到的肌肤触感和贴合感。
284.使用后述比较例2中的卷曲丝网和后述实施例4中的sms无纺布(第2层)进行同样的操作。
285.基于来自各受试者的询问结果,通过下述评价基准,确定各受试者的肌肤触感和贴合感的评分a。
286.算出3名受试者的评分a的平均值,将所得的平均值的小数点第一位四舍五入,从而确定肌肤触感和贴合感的评分。
[0287]-评价基准-[0288]
5:感到与卷曲丝网同等的肌肤触感和贴合感,并且该肌肤触感和贴合感保持了30分钟以上。
[0289]
4:感到与卷曲丝网同等的肌肤触感和贴合感(但是,将与评分“5”相当的情况除外)。
[0290]
3:感到与卷曲丝网同等的肌肤触感,但是感到贴合感比卷曲丝网差。
[0291]
2:感到肌肤触感比卷曲丝网差,但是比sms无纺布优异。
[0292]
1:感到肌肤触感比卷曲丝网差,并且与sms无纺布同等。
[0293]
(12)佩戴时的保湿时间
[0294]
作为复合无纺布的保液性的指标之一,测定复合无纺布的佩戴时的保湿时间。
[0295]
在上述肌肤触感和贴合感的评价中,测定直至试验片从受试者的脸剥落为止的时间,求出3名受试者的测定值的平均值,作为复合无纺布的佩戴时的保湿时间。
[0296]
复合无纺布的佩戴时的保湿时间越长,则复合无纺布的保液性越优异。
[0297]
〔实施例2和3〕
[0298]
如表1所示那样对第1层的目付和第3层的目付进行变更,除此以外,进行与实施例1同样的操作。
[0299]
将结果示于表1中。
[0300]
目付的变更通过变更辊型平行梳理机的转速来进行。
[0301]
〔实施例4〕
[0302]
<复合无纺布的制作>
[0303]
(丝纤维网(第1层和第3层)的制作)
[0304]
与实施例1中的第1层的制作同样地操作,分别获得目付13g/m2的作为卷曲丝纤维网的第1层以及目付13g/m2的作为卷曲丝纤维网的第3层。
[0305]
(合成纤维无纺布(第2层)的制作)
[0306]
如以下那样操作,制作作为sms无纺布(即,在本实施例中,包含1个纺粘无纺布层和配置于1个纺粘无纺布层之间的1个以上的熔喷无纺布层的无纺布)的、作为第2层的合成纤维无纺布。
[0307]
获得的sms无纺布包含纺粘无纺布层中的纤维以及熔喷无纺布层中的纤维。这些纤维都是非卷曲纤维。
[0308]
作为原材料,使用mfr为60g/10分钟的丙烯均聚物,通过熔融温度230℃、喷丝头0.6mmφ的条件的熔融纺丝而形成纤维,使形成的纤维堆积于捕集面上,从而形成平均纤维直径为16μm、目付为6g/m2的纺粘无纺布层s-1。
[0309]
接下来,作为原材料,使用mfr为400g/10分钟的丙烯均聚物,通过将在熔融温度280℃熔融后的熔融物从喷丝头排出,并在喷丝头的排出孔出口吹送280℃的加热空气的条件的熔喷法,形成纤维,使形成的纤维堆积于纺粘无纺布层s-1上,在纺粘无纺布层s-1上形成平均纤维直径为3μm、目付为1g/m2的熔喷无纺布层m-1。
[0310]
接下来,在熔喷无纺布层m-1上,以与纺粘无纺布层s-1的形成同样的条件,形成纺粘无纺布层s-2,从而获得了具有依次配置有纺粘无纺布层s-1、熔喷无纺布层m-1和纺粘无纺布层s-2的层叠结构的层叠体。
[0311]
接下来,对于所得的层叠体,以压纹面积率18%和压纹温度145℃的条件实施压纹加工,由此使纺粘无纺布层s-1、熔喷无纺布层m-1和纺粘无纺布层s-2一体化,获得了目付13g/m2的作为sms无纺布(合成纤维无纺布)的第2层。
[0312]
实施例4中,关于sms无纺布(合成纤维无纺布)的目付,与实施例1的第2层的目付同样地操作,进行测定。
[0313]
关于纺粘无纺布层s-1的目付和熔喷无纺布层m-1的目付,分别以与这些层的形成条件同样的条件形成单层无纺布,使用形成的单层无纺布,与实施例1的第2层的目付同样地操作,进行测定。
[0314]
关于纺粘无纺布层s-1的平均纤维直径,与实施例1的第2层的平均纤维直径同样地操作,进行测定。
[0315]
关于熔喷无纺布层m-1的平均纤维直径,使用扫描型电子显微镜(日立制作所制su3500型),以倍率2000倍进行观察。详细地说,从观察视场中,选定30根纤维直径为8μm以
下的纤维,分别测定选定的30根纤维的纤维直径(μm)。算出所得的测定值的平均值,从而求出熔喷无纺布层m-1的平均纤维直径。
[0316]
(复合无纺布的制作)
[0317]
使用上述第1层、上述第2层和上述第3层,与实施例1中的复合无纺布的制作同样地操作,制作复合无纺布。
[0318]
<测定和评价>
[0319]
关于上述复合无纺布及其材料,实施与实施例1同样的测定和评价。
[0320]
将结果示于表1中。
[0321]
〔实施例5〕
[0322]
如表1所示那样对第1层的目付和第3层的目付进行变更,除此以外,进行与实施例4同样的操作。
[0323]
将结果示于表1中。
[0324]
目付的变更通过变更辊型平行梳理机的转速来进行。
[0325]
〔实施例6〕
[0326]
<复合无纺布的制作>
[0327]
(丝纤维网(第1层和第3层)的制作)
[0328]
与实施例1中的第1层和第3层的制作同样地操作,分别获得目付13g/m2的作为丝纤维网的第1层以及目付14g/m2的作为丝纤维网的第3层。
[0329]
(合成纤维无纺布(第2层)的制作)
[0330]
作为原材料,使用mfr为60g/10分钟的丙烯均聚物,通过熔融温度230℃,喷丝头0.6mmφ的条件的纺粘法,利用熔融纺丝形成纤维,使所得的纤维堆积于捕集面上,接着,以压纹面积率18%和压纹温度150℃的条件实施压纹加工,由此,作为合成纤维无纺布(第2层),获得了平均纤维直径为16μm、目付为17g/m2的纺粘无纺布(表1中,表述为“sb(单层)”)。
[0331]
获得的纺粘无纺布中的纤维为非卷曲纤维。
[0332]
(复合无纺布的制作)
[0333]
使用上述第1层、上述第2层和上述第3层,与实施例1中的复合无纺布的制作同样地操作,制作复合无纺布。
[0334]
<测定和评价>
[0335]
关于上述复合无纺布及其材料,实施与实施例1同样的测定和评价。
[0336]
将结果示于表1中。
[0337]
〔比较例1和2〕
[0338]
如表1所示那样对第1层的目付进行变更,并且代替重叠有第1层、第2层和第3层的层叠体,而使用第1层,除此以外,与实施例1同样地操作,制作单层的卷曲丝纤维网,使用所形成的单层的卷曲丝纤维网,进行与实施例1同样的测定和评价。
[0339]
将结果示于表1中。
[0340]
〔比较例3〕
[0341]
对于市售的丝纤维(a1纤维条,平均纤维直径12μm,株式会社长谷川商店制)(即,非卷曲丝纤维),不实施机械性卷曲操作,除此以外,与实施例1同样地操作,尝试要制作复
合无纺布。
[0342]
然而,不能使第1层、第2层和第3层交织,不能制作复合无纺布(即,复合无纺布的形状保持性显著地不足)。
[0343]
〔比较例4〕
[0344]
代替重叠有第1层、第2层和第3层的层叠体,而使用第2层,除此以外,与实施例4同样地操作,制作sms无纺布,使用所得的sms无纺布,进行与实施例1同样的测定和评价。
[0345]
将结果示于表1中。
[0346]
[表1]
[0347][0348]
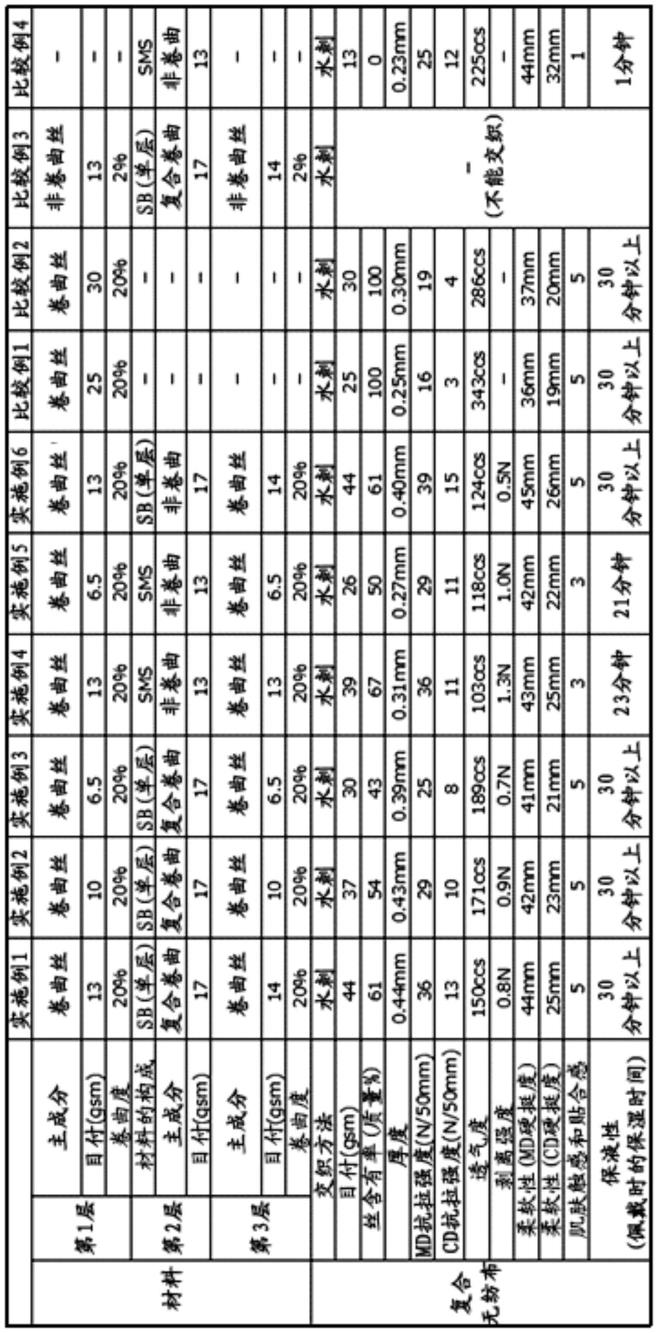
如表1所示,包含含有卷曲的丝纤维作为主成分的丝区域以及含有包含聚烯烃系树脂的合成纤维作为主成分的合成纤维无纺布区域的实施例1~6的复合无纺布的柔软性、强度(即,md抗拉强度、cd抗拉强度和剥离强度)以及保液性优异。
[0349]
相对于各实施例,不含合成纤维无纺布区域的比较例1和2中,强度不足。
[0350]
此外,不含丝区域的比较例4中,保液性和柔软性不足。
[0351]
此外,相对于实施例1,代替卷曲的丝纤维而使用了非卷曲丝纤维的比较例3中,不能使各层交织,不能制作复合无纺布。
[0352]
实施例1~6中,合成纤维包含卷曲纤维的实施例1~3以及合成纤维无纺布区域为来源于sms无纺布的区域的实施例4和5中,复合无纺布的剥离强度更优异。
[0353]
2020年7月7日申请的日本专利申请2020-116943的公开内容的整体通过参照被并入本说明书中。
[0354]
本说明书所记载的全部文献、专利申请和技术标准,与具体并且分别记载了各个文献、专利申请和技术标准通过参照而被并入的情况相同程度地,通过参照被并入本说明书中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。