1.本发明涉及一种多个管的端部被捆束的管单元、具备该管单元的脱气组件和该管单元的制造方法。
背景技术:
2.在专利文献1中记载有一种对多根氟树脂管的端部进行捆束而成的氟树脂管束。该氟树脂管束具备:被捆束的多根氟树脂管、外套于上述氟树脂管的束的端部的氟树脂套筒、以及对多根氟树脂管和氟树脂套筒进行接合并一体化的由热流动性氟树脂构成的结合部。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开平01-131392号公报
技术实现要素:
6.发明要解决的问题
7.本发明者们制作出与专利文献1所记载的氟树脂管束相同结构的管单元,并进行了液体的脱气试验。实验中使用的管单元采用了多个管的端部被捆束部捆束而成的管单元。实验的结果是,一部分管从捆束部剥脱,并从此处发生了液体的泄漏。
8.因此,本发明的一个方面的课题在于提供一种能够抑制管从捆束部剥脱的情况的管单元、具备该管单元的脱气组件和该管单元的制造方法。
9.用于解决问题的方案
10.本发明者们对上述课题进行了研究,结果得到如下见解:由于如下所述的主要原因,管会从捆束部剥脱。本发明的一个方面是基于这样的见解而完成的。
11.若向管的内侧或外侧供给液体,则管因液体而溶胀,但若其后停止液体的供给,则管干燥而收缩。因此,可以认为由所供给的液体引起的管的溶胀和收缩是管从捆束部剥脱的主要原因之一。此外,该管的溶胀和收缩在使用了无定形含氟聚合物(非晶性氟树脂;af)等氟树脂来作为管的情况、使用了乙酸乙酯等酯类来作为液体的情况下表现得尤其显著。
12.另外,在通过使液体在管的外侧流动并对管的内侧进行吸气从而对液体进行脱气的外部灌注型的情况下,由于管的内侧的负压,而使管收缩或局部地向内侧挠曲。因此,可以认为由管内的负压引起的管的收缩或挠曲也是管从捆束部剥脱的主要原因之一。
13.本发明的一个方面的管单元具备:多个管;捆束部,其对多个管的端部进行捆束;以及筒体,其向多个管各自的端部插入,并自内侧支承多个管各自的端部。
14.在该管单元中,筒体插入被捆束部捆束的多个管各自的端部,利用该筒体自内侧支承多个管的各管。因此,即使发生了由向管的内侧或外侧供给的液体引起的管的溶胀和收缩、由管的内侧的负压引起的管的收缩或挠曲等,也能在筒体所插入的位置保持管的形状。由此,能够抑制管从捆束部剥脱的情况。
15.筒体也可以形成为圆筒状。在该管单元中,筒体形成为圆筒状,由此,能够容易且低廉地制造筒体,并且能够紧密地配置多个管的端部。
16.筒体也可以形成为六棱筒状。在该管单元中,筒体形成为六棱筒状,由此,能够将多个管的端部配置成作为细密构造的蜂窝构造。
17.也可以是,管具有被捆束部捆束的管端部、以及不被捆束部捆束的管中央部,筒体的外周长为管中央部的内周长的80%以上且110%以下。在捆束部通过热收缩而形成的情况下,管中央部不受捆束部的热收缩的影响,但管端部由于捆束部的热收缩而缩径。在该情况下,通过使筒体的外周长为管中央部的内周长的80%以上,能够抑制由于捆束部的热收缩而在管端部与筒体之间产生间隙的情况。另一方面,通过使筒体的外周长为管中央部的内周长的110%以下,能够在对捆束部进行热收缩之前容易地将筒体向管端部插入。
18.也可以是,管具有被捆束部捆束的管端部、以及不被捆束部捆束的管中央部,在管的延伸方向a上,筒体的长度为管端部的长度的1%以上且200%以下。
19.在该管单元中,在管的延伸方向a上,筒体的长度为管端部的长度的1%以上,由此,能够抑制管从捆束部完全剥脱的情况。另一方面,在管的延伸方向a上,筒体的长度为管端部的长度的200%以下,由此,成为筒体的一部分自管端部伸出的状态。因此,即使在不被捆束部捆束的管中央部,发生了由向管的内侧或外侧供给的液体引起的管的溶胀和收缩、由管的内侧的负压引起的管的收缩或挠曲等,也能够抑制上述管的变形对管端部产生影响的情况。
20.管也可以含有氟树脂。在该管单元中,通过使管含有氟树脂,能够使耐化学药品性提高。
21.筒体也可以由陶瓷构成。在该管单元中,筒体由陶瓷构成,由此,能够抑制这样的情况:在向管的内侧或外侧供给液体时,筒体的成分溶出至液体。因此,例如,在液相色谱那样的异物的溶出成为问题的装置中也能够应用该管单元。
22.捆束部也可以具有:外筒,其外套于多个管;以及密封部,其填充于多个管的各管与外筒之间。在该管单元中,通过在多个管的各管与外筒之间填充有密封部,从而能够抑制这样的情况:在从捆束部的端面供给液体、气体等流体时,该液体向多个管之间泄漏。
23.多个管各自的端部也可以相互分离开。在该管单元中,多个管各自的端部相互分离开,由此,成为多个管各自的端部被密封部覆盖的状态。由此,能够抑制流体自多个管各自的端部的界面泄漏的情况。
24.本发明的一个方面的脱气组件是用于对液体进行脱气的脱气组件,其中,该脱气组件具备:上述的任一种管单元;以及壳体,其收纳管单元,将多个管各自的内部空间和多个管的外部空间隔开,多个管分别是使气体透过但不使液体透过的管状的膜,壳体具有与多个管各自的内部空间连通的内部空间用开口、以及与多个管的外部空间连通的外部空间用开口。
25.在该脱气组件中,在从内部空间用开口或外部空间用开口中的任一者进行吸气的同时,向内部空间用开口或外部空间用开口中的任意另一者供给液体,由此,供给至脱气组件的液体在通过多个管时被脱气。并且,由于具备上述的管单元,因此能够抑制管从捆束部剥脱的情况。由此,能够实现脱气组件的长寿命化。
26.液体也可以是酯类。当将酯类的液体向管的内侧或外侧供给时,管的溶胀和收缩
表现得显著。在该脱气组件中,由于具备上述的管单元,因此即使将酯类的液体向管的内侧或外侧供给,也能够抑制管从捆束部剥脱的情况。
27.本发明的一个方面的管单元的制造方法也可以具备:筒体插入步骤,在该步骤中,将筒体向多个管各自的端部插入,该筒体自内侧支承多个管的各管;以及捆束步骤,在该步骤中,对多个管的端部进行捆束。在该管单元的制造方法中,将筒体向多个管各自的端部插入,利用该筒体自内侧支承多个管的各管。另外,在多个管的端部对多个管进行捆束。因此,即使发生了由向管的内侧或外侧供给的液体引起的管的溶胀和收缩、由管的内侧的负压引起的管的收缩或挠曲等,也能在筒体所插入的位置保持管的形状。由此,能够抑制管从捆束部剥脱的情况。
28.捆束步骤也可以具有:内套筒外套步骤,在该步骤中,将由热熔融性树脂构成的内套筒外套于多个管各自的端部的至少一端部;外套筒外套步骤,在该步骤中,将由热收缩性树脂构成的外套筒外套于多个管的端部;以及加热步骤,在内套筒外套步骤和外套筒外套步骤之后,在该加热步骤中,对多个管的端部进行加热,使外套筒收缩并且使内套筒熔融。在该管单元的制造方法中,将内套筒外套于多个管各自的端部的至少一端部,将外套筒外套于多个管的端部,对多个管的端部进行加热,使外套筒收缩并且使内套筒熔融。由此,多个管各自的端部由收缩的外套筒聚集,并由内套筒的热熔融性树脂捆束。由此,能够容易地捆束多个管的端部。
29.加热步骤也可以在筒体插入步骤之后进行。在该管单元的制造方法中,在将筒体插入至多个管各自的端部之后,对多个管的端部进行加热,使外套筒收缩并且使内套筒熔融。由此,在外套筒进行收缩时,多个管各自的端部抵接于筒体。由此,能够抑制多个管各自的端部变得过小的情况,并且能够将多个管各自的端部的形状形成为筒体的外形。
30.发明的效果
31.根据本发明的一个方面,能够抑制管从捆束部剥脱的情况。
附图说明
32.图1是表示脱气组件的一个例子的概略剖视图。
33.图2是表示管单元的一个例子的概略立体图。
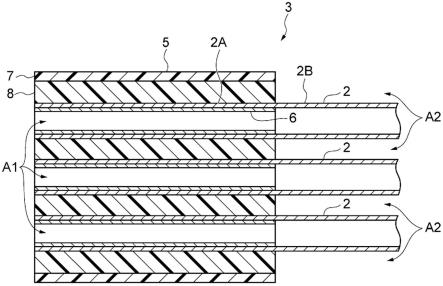
34.图3是沿图2所示的iii-iii线的概略剖视图。
35.图4是沿图3所示的iv-iv线的概略剖视图。
36.图5的(a)、图5的(b)、图5的(c)和图5的(d)是表示筒体的一个例子的概略立体图。
37.图6是使用了图5的(c)的筒体的情况下的沿图2所示的iii-iii线的概略剖视图。
38.图7的(a)、图7的(b)、图7的(c)和图7的(d)是表示筒体和密封部的关系的一个例子的概略剖视图。
39.图8的(a)和图8的(b)是用于说明管捆束方法的图。
40.图9的(a)和图9的(b)是用于说明管捆束方法的图。
41.图10的(a)和图10的(b)是用于说明管捆束方法的图。
42.图11是沿图2所示的iii-iii线的变形例的概略剖视图。
具体实施方式
43.以下,参照附图详细地说明实施方式的管单元、脱气组件和管单元的制造方法。此外,在全部附图中,对相同或相当的部分标注相同的附图标记,并且省略重复的说明。
44.图1是表示脱气组件的一个例子的概略剖视图。如图1所示,脱气组件1是用于对液体进行脱气的组件。脱气组件1具备使多个管2在两端部被捆束而成的管单元3、以及收纳管单元3的壳体4。在脱气组件1中,通过多个管2将壳体4内分为多个管2各自的内部空间a1、以及多个管2的外部空间a2这两个区域(参照图4)。本实施方式的脱气组件1是内部灌注型的脱气组件,内部空间a1是供给液体的区域,外部空间a2是吸气的区域。并且,在脱气组件1中,向多个管2各自的内部空间a1供给液体,并且自多个管2的外部空间a2进行吸气,由此,对液体进行脱气。不过,脱气组件1也可以是外部灌注型的脱气组件。即,也可以是,内部空间a1是吸气的区域,外部空间a2是供给液体的区域。在脱气组件1是外部灌注型的脱气组件的情况下,在脱气组件1中,向多个管2的外部空间a2供给液体,并且自多个管2各自的内部空间a1进行吸气,由此,对液体进行脱气。
45.在将脱气组件1用于液相色谱中的液体的脱气的情况下,在脱气组件1中进行脱气的液体例如使用作为关东化学株式会社的高效液相色谱用溶剂“hil-sol”、大量制备液相色谱用溶剂“presol”等而使用的乙腈等腈类、丙酮等酮类、乙酸乙酯等酯类等溶剂。
46.管2是使气体透过但不使液体透过的管状的膜。管2的原材料、膜形状、膜形态等没有特别限制。作为管2的原材料,例如能举出聚四氟乙烯(ptfe)、四氟乙烯-全氟烷基乙烯基醚共聚物(pfa)、四氟乙烯-六氟丙烯共聚物(fep)、四氟乙烯-乙烯共聚物(乙烯共聚树脂)(etfe)、聚三氟氯乙烯(pctfe)、无定形含氟聚合物(非晶性氟树脂;af)、聚偏二氟乙烯(pvdf)等氟树脂、聚丙烯(pp)、聚甲基戊烯(pmp)、有机硅、聚酰亚胺、聚酰胺。作为无定形含氟聚合物,例如能举出特氟龙(注册商标)af。
47.图2是表示管单元的一个例子的概略立体图,图3是沿图2所示的iii-iii线的概略剖视图。图4是沿图3所示的iv-iv线的概略剖视图。此外,在附图中,作为一个例子,图示出管单元3由7根管2构成的情况,但管2的根数没有特别限定。如图2~图4所示,管单元3具备:多个管2;一对捆束部5、5,该一对捆束部5、5对多个管2的一侧的端部和另一侧的端部分别进行捆束;以及筒体6,其插入于多个管2的各个管2。一对捆束部5、5也是安装于壳体4的部位。一对捆束部5、5为彼此相同的结构,因此以下,以一个捆束部5为代表进行说明。不过,一对捆束部5、5也可以是互不相同的结构。
48.捆束部5对多个管2的两端部进行捆束,不对多个管2的中央部进行捆束。在多个管2的各个管2中,将被捆束部5捆束的部分称为管端部2a,将不被捆束部5捆束的部分称为管中央部2b。捆束部5具备:外筒7,其外套于多个管2的端部;以及密封部8,其填充于多个管2各自的端部与外筒7之间。
49.外筒7形成为大致圆筒状,构成捆束部5的最外层。外筒7是安装于壳体4的部位。作为外筒7的原材料,例如能举出pfa、ptfe等氟树脂。
50.密封部8填充于多个管2的端部(管端部2a)与外筒7之间,对多个管2的端部进行捆束,并且对多个管2的端部与外筒7之间进行密封。即,密封部8不填充于多个管2各自的内部空间a1,而填充于多个管2之间、以及多个管2与外筒7之间。另外,通过在多个管2之间填充有密封部8,从而使多个管2各自的端部相互分离开。因此,自密封部8的端面仅开放多个管2
各自的内部空间a1。作为密封部8的原材料,例如能举出fep、pfa等氟树脂。
51.例如,如后所述,捆束部5通过如下方式而形成:对成为密封部8的内套筒32(参照图9)进行加热熔融,并且对成为外筒7的外套筒33(参照图10)进行加热收缩。因此,在多个管2的各个管2中,管中央部2b不会因捆束部5的形成而收缩,但管端部2a会因捆束部5的形成而收缩。
52.筒体6向多个管2各自的端部插入,并自内侧支承多个管2各自的端部。筒体6形成为筒状。作为筒体6的筒形状,例如能够采用图5的(a)所示的那样的正圆形状、图5的(b)所示的那样的椭圆等圆筒状、图5的(c)所示的那样的六棱、图5的(d)所示的那样的四棱等棱筒状。在本实施方式中,对于筒体6而言,在形成为图5的(a)所示的那样的正圆的圆筒状的筒体6形成为图5的(c)所示的那样的六棱的棱筒状的情况下,如图6所示,能够将多个管2的端部配置成作为细密构造的蜂窝构造。
53.对于筒体6的外周长而言,若能够插入多个管2各自的端部并自内侧支承多个管2各自的端部,就没有特别限定。例如,筒体6的外周长也可以设为管中央部2b的内周长的80%以上且110%以下。在该情况下,筒体6的外周长既可以设为管中央部2b的内周长的95%以上且105%以下,也可以设为该管中央部2b的内周长的98%以上且100%以下。筒体6的外周长是指与筒体6的中心轴线正交的剖面中的筒体6的外周的长度。管中央部2b的内周长是指与管中央部2b的中心轴线正交的剖面中的管中央部2b的内周的长度。
54.若能够插入多个管2各自的端部并自内侧支承多个管2各自的端部,则管2的延伸方向a上的筒体6的长度l1和管端部2a的长度l2的关系没有特别限定。例如,如图4所示,在管2的延伸方向a上,筒体6的两端和管端部2a的两端也可以位于相同的位置。另外,也可以是,如图7的(a)所示,在相对于管端部2a的与管中央部2b相反的一侧(附图左侧),筒体6的前端和管端部2a的前端为相同的位置,但在相对于管端部2a的管中央部2b侧(附图右侧),筒体6的前端为自管端部2a的前端缩回的位置。另外,也可以是,如图7的(b)所示,在相对于管端部2a的管中央部2b侧(附图右侧),筒体6的前端和管端部2a的前端为相同的位置,但在相对于管端部2a的与管中央部2b相反的一侧(附图左侧),筒体6的前端为自管端部2a的前端缩回的位置。另外,也可以是,如图7的(c)所示,在相对于管端部2a的与管中央部2b相反的一侧(附图左侧)和相对于管端部2a的管中央部2b侧(附图右侧)这两侧,筒体6的前端为自管端部2a的前端缩回的位置。另外,也可以是,如图7的(d)所示,在相对于管端部2a的管中央部2b侧(附图右侧),筒体6的前端为自管端部2a的前端伸出的位置。
55.另外,在管2的延伸方向a上,对于筒体6的长度l1而言,若能够插入多个管2各自的端部并自内侧支承多个管2各自的端部,则没有特别限定。例如,在管2的延伸方向a上,筒体6的长度l1也可以设为管端部2a的长度l2的1%以上且200%以下。在该情况下,在管2的延伸方向a上,筒体6的长度l1既可以设为管端部2a的长度l2的10%以上且100%以下,也可以设为该管端部2a的长度l2的5%以上且50%以下。
56.筒体6的原材料没有特别限定。例如,作为筒体6的原材料,能举出氧化锆、氧化铝等陶瓷、不锈钢等金属、聚四氟乙烯(ptfe)、四氟乙烯-全氟烷基乙烯基醚共聚物(pfa)、四氟乙烯-六氟丙烯共聚物(fep)等氟树脂。从抑制筒体6的成分溶出至在脱气组件1中进行脱气的液体的情况的观点和加工性的观点出发,优选的是,使筒体6由陶瓷构成。
57.如图1所示,壳体4具备壳体主体11、盖部12、第一连接器13和第二连接器14。
58.壳体主体11是收纳管单元3的部位。壳体主体11是在一个端面具有开口的圆筒状的容器。盖部12是被气密地接合于壳体主体11而将壳体主体11的开口堵塞的盖。盖部12相对于壳体主体11的接合例如能够通过熔接、螺合、嵌合等来进行。此外,若不存在制造上的问题,则也可以使壳体4不分为壳体主体11和盖部12而一体地形成。
59.在盖部12气密地接合有第一连接器13和第二连接器14。在第一连接器13形成有将壳体4的内外贯通的内部空间用第一开口15,在第二连接器14形成有将壳体4的内外贯通的内部空间用第二开口16。第一连接器13和第二连接器14相对于盖部12的接合例如能够通过熔接、螺合、嵌合等来进行。
60.第一连接器13与管单元3的一个捆束部5气密地接合,并将壳体4和管单元3的一个捆束部5气密地连接。第一连接器13例如形成为带台阶的圆筒状,其配置于管单元3的一个捆束部5与壳体4之间。在第一连接器13接合有与多个管2各自的内部空间a1连通的第一管18。第一连接器13相对于管单元3的一个捆束部5的接合例如能够通过熔接、螺合、嵌合等来进行。另外,第一连接器13相对于第一管18的接合例如能够通过熔接、螺合、嵌合等来进行。
61.第二连接器14与管单元3的另一个捆束部5气密地接合,并将壳体4和管单元3的另一个捆束部5气密地连接。第二连接器14例如形成为带台阶的圆筒状,其配置于管单元3的另一个捆束部5与壳体4之间。在第二连接器14接合有与多个管2各自的内部空间a1连通的第二管19。第二连接器14相对于管单元3的另一个捆束部5的接合例如能够通过熔接、螺合、嵌合等来进行。另外,第二连接器14相对于第二管19的接合例如能够通过熔接、螺合、嵌合等来进行。
62.在壳体主体11形成有外部空间用开口20。外部空间用开口20是为了从壳体4内的多个管2的外部空间a2进行吸气而形成于壳体主体11的开口。在外部空间用开口20接合有第三管21,该第三管21与壳体4内的多个管2的外部空间a2连通。因此,通过将抽吸泵(未图示)连接于第三管21,利用抽吸泵自外部空间用开口20进行吸气,能够对壳体4内的多个管2的外部空间a2进行减压。第三管21相对于外部空间用开口20的接合例如能够通过熔接、螺合、嵌合等来进行。
63.在使用这样地构成的脱气组件1对液体进行脱气的情况下,在利用连接于第三管21的抽吸泵对壳体4内的多个管2的外部空间a2进行吸气的同时,向第一管18供给液体,并且自第二管19排出液体。于是,供给至第一管18的液体经由第一连接器13的内部空间用第一开口15而向多个管2各自的内部空间a1供给。此时,壳体4内的多个管2的外部空间a2成为减压的状态,因此在液体通过多个管2各自的内部空间a1时,液体的溶解气体和气泡分别透过多个管2而向壳体4内的多个管2的外部空间a2引入。由此,进行液体的脱气。然后,脱气了的液体经由第二连接器14的内部空间用第二开口16而向第二管19排出。此外,液体也可以自第二管19供给且自第一管18排出。
64.接下来,对管单元3的制造方法的一个例子进行说明。
65.在本实施方式的管单元3的制造方法中,进行筒体插入步骤、内套筒外套步骤、外套筒外套步骤和加热步骤。内套筒外套步骤、外套筒外套步骤和加热步骤是对多个管2的端部进行捆束的捆束步骤。以下,对依次进行筒体插入步骤、内套筒外套步骤、外套筒外套步骤和加热步骤的情况进行说明,但上述步骤也可以按照任意顺序进行。
66.如图8的(a)和图8的(b)所示,在筒体插入步骤中,将筒体6向多个管2各自的端部
插入。多个管2的数量是构成管单元3的管2的数量。此时,在对多个管2进行捆束而形成管束31之后,将筒体6向多个管2各自的端部插入,由此,能够使作业性提高。管束31例如也可以设为利用氟树脂等作业用带对多个管2进行捆束而成。
67.如图9的(a)所示,在内套筒外套步骤中,将由热熔融性树脂构成的内套筒32外套于多个管2各自的端部。内套筒32通过被加热熔融而成为密封部8。形成内套筒32的热熔融性树脂是在被加热至熔点以上时熔融而具有流动性的树脂。优选的是,该热熔融性树脂为在被加热至熔点附近时收缩且在被加热至熔点以上时熔融的树脂。该热熔融性树脂的熔点优选比多个管2的熔点低,并且优选比多个管2的分解温度低。作为该热熔融性树脂,例如能举出fep、pfa等氟树脂。优选的是,内套筒32的内周长为多个管2各自的外周长以上,比多个管2各自的外周长大。
68.如图9的(b)所示,在内套筒外套步骤中,接下来,对内套筒32进行加热来使其收缩,将内套筒32临时固定于多个管2各自的端部。优选的是,用于内套筒32的临时固定的加热温度为内套筒32的熔点以下,且小于内套筒32的熔点。由此,能够抑制内套筒32从多个管2各自的端部脱落的情况。不过,在内套筒32的脱落不成为问题的情况下,也可以不为了内套筒32的临时固定而对内套筒32进行加热收缩。
69.如图10的(a)所示,在外套筒外套步骤中,将由热收缩性树脂构成的外套筒33外套于对多个管2进行捆束而成的管束31的端部。外套筒33通过被加热收缩而成为外筒7。形成外套筒33的热收缩性树脂是在被加热至熔点附近时收缩且在被加热至熔点以上时熔融而具有流动性的树脂。该热收缩性树脂的熔点比形成内套筒32的热熔融性树脂的熔点高。另外,该热收缩性树脂的熔点优选比多个管2的熔点低,并且优选比多个管2的分解温度低。作为该热收缩性树脂,例如能举出pfa、ptfe等氟树脂。优选的是,外套筒33的内周长为管束31的外周长以上,比管束31的外周长大。
70.如图10的(b)所示,在加热步骤中,对管束31的端部进行加热,使外套筒33收缩并且使内套筒32熔融。在加热步骤中,以比内套筒32的热熔融性树脂的熔点高且比外套筒33的热收缩性树脂的熔点低的温度对管束31的端部进行加热。于是,外套筒33进行收缩,由此,使外套筒33与多个管2的间隔变窄,并且使多个管2的间隔变窄。另外,内套筒32的热熔融性树脂熔融而流动,对外套筒33与多个管2之间、以及多个管2之间进行密封。此时,通过对内套筒32的壁厚等进行调整,能够适当地对外套筒33与多个管2之间、以及多个管2之间进行密封。即,在上述构件之间的区域较大的情况下,使内套筒32的壁厚变厚。另外,在仅利用内套筒32的热熔融性树脂而树脂量不足从而无法对上述构件之间进行密封的情况下,通过多重配置内套筒32、或追加配置与内套筒32相同的热熔融性树脂的构件,能够对上述构件之间进行密封。
71.此时,外套筒33进行收缩,由此,欲将多个管2各自的端部压溃,但多个管2各自的端部通过抵接于筒体6而与筒体6的外形匹配地变形。例如,如图3或图6所示,通过改变相对于多个管2各自的内周长而言的筒体6的外周长,也能够使多个管2各自的端部收缩成与筒体6的外形匹配的筒状,如图11所示,也能够在多个管2各自的端部产生1个或多个突出部地使其收缩。
72.具体而言,通过将筒体6的外周长设为多个管2各自的内周长的96%以上且99.9%以下,能够确保筒体6相对于多个管2各自的端部的插入容易性,并且能够抑制内套筒32和
外套筒33收缩时的多个管2各自的端部的变形。即,通过将筒体6的外周长设为多个管2各自的内周长的99.9%以下,能够确保筒体6相对于多个管2各自的端部的插入容易性。此外,即使筒体6的外周长比多个管2各自的内周长的99.9%大,也能够通过向多个管2分别压入筒体6,来将筒体6向多个管2各自的端部插入。另一方面,通过将筒体6的外周长设为多个管2各自的内周长的96%以上,能够抑制在内套筒32和外套筒33收缩时多个管2各自的端部多余(松弛)的情况,从而抑制多个管2各自的端部变形的情况。由此,如图3或图6所示,能够将多个管2各自的端部形成为与筒体6的外形匹配的筒状。
73.另一方面,通过将筒体6的外周长设为多个管2各自的内周长的80%以上且小于96%,能够确保多个管2各自的端部的内部空间a1,并且能够在多个管2各自的端部产生1个或多个突出部。即,通过将筒体6的外周长设为多个管2各自的内周长的80%以上,能够确保多个管2各自的端部的内部空间a1。另一方面,通过将筒体6的外周长设为小于多个管2各自的内周长的96%,而能够在内套筒32和外套筒33收缩时,使多个管2各自的端部积极地多余(松弛),在多个管2各自的端部形成沿着管2的延伸方向a呈筒状地延伸的筒部、以及自该筒部向半径方向外侧突出的突出部。突出部由多个管2各自的端部的多余的部分(松弛的部分)形成。
74.此外,从抑制外套筒33从管束31脱落的情况的观点出发,也可以在进行加热步骤之前,对外套筒33进行加热而使其稍微收缩,从而将外套筒33临时固定于管束31。在该情况下,优选的是,外套筒33的加热温度为外套筒33的熔点以下,为小于外套筒33的熔点。不过,在外套筒33的脱落不成为问题的情况下,也可以不为了外套筒33的临时固定而对外套筒33进行加热收缩。
75.由此,完成多个管2的端部被捆束的管单元3。
76.如以上已说明的那样,在本实施方式的管单元3中,将筒体6向被捆束部5捆束的多个管2各自的端部插入,利用该筒体6自内侧支承多个管2的各管。因此,即使发生了由向管2的内侧或外侧供给的液体引起的管2的溶胀和收缩、由管2的内侧的负压引起的管2的收缩或挠曲等,也能在筒体6所插入的位置保持管2的形状。由此,能够抑制管2从捆束部5剥脱的情况。
77.另外,在该管单元3中,筒体6形成为圆筒状,由此,能够容易且低廉地制造筒体6,并且能够紧密地配置多个管2的端部。
78.另外,在该管单元3中,筒体6形成为六棱筒状,由此,能够将多个管2的端部配置成作为细密构造的蜂窝构造。
79.然而,在捆束部5通过热收缩而形成的情况下,管中央部2b不受捆束部5的热收缩的影响,但管端部2a由于捆束部5的热收缩而缩径。在该情况下,通过使筒体6的外周长为管中央部2b的内周长的80%以上,能够抑制由于捆束部5的热收缩而在管端部2a与筒体6之间产生间隙的情况。在该情况下,通过将筒体6的外周长设为管中央部2b的内周长的95%以上,进一步设为该管中央部2b的内周长的98%以上,从而该效果提高。另一方面,通过使筒体6的外周长为管中央部2b的内周长的110%以下,能够在使捆束部5热收缩之前容易地将筒体6向管端部2a插入。在该情况下,通过将筒体6的外周长设为管中央部2b的内周长的105%以下,进一步设为该管中央部2b的内周长的100%以下,从而该效果提高。
80.另外,在该管单元3中,在管2的延伸方向a上,筒体6的长度l1为管端部2a的长度l2
的1%以上,由此,能够抑制管2从捆束部5完全剥脱的情况。在该情况下,通过将筒体6的长度l1设为管端部2a的长度l2的10%以上,进一步设为该管端部2a的长度l2的50%以上,从而该效果提高。另一方面,在管2的延伸方向a上,筒体6的长度l1为管端部2a的长度l2的200%以下,由此,成为筒体6的一部分自管端部2a伸出的状态。因此,即使在不被捆束部5捆束的管中央部2b,发生了由向管2的内侧或外侧供给的液体引起的管2的溶胀和收缩、由管2的内侧的负压引起的管2的收缩或挠曲等,也能够抑制上述管2的变形对管端部2a产生影响的情况。在该情况下,通过将筒体6的长度l1设为管端部2a的长度l2的100%以下,进一步设为该管端部2a的长度l2的50%以下,从而该效果提高。
81.另外,在该管单元3中,管2含有氟树脂,由此,能够使耐化学药品性提高。
82.另外,在该管单元3中,筒体6由陶瓷构成,由此,能够抑制这样的情况:在向管2的内侧或外侧供给液体时,筒体6的成分溶出至液体。因此,例如,在液相色谱那样的异物的溶出成为问题的装置中也能够应用该管单元3。
83.另外,在该管单元3中,通过在多个管2的各管与外筒7之间填充有密封部8,能够抑制这样的情况:在从捆束部5的端面供给液体、气体等流体时,该液体向多个管2之间泄漏。
84.另外,在该管单元3中,多个管2各自的端部相互分离开,由此,成为多个管2各自的端部被密封部8覆盖的状态。由此,能够抑制流体自多个管2各自的端部的界面泄漏的情况。
85.在本实施方式的脱气组件1中,通过在从外部空间用开口20进行吸气的同时向内部空间用第一开口15供给液体,从而供给至脱气组件1的液体在通过多个管2时脱气。并且,由于具备上述的管单元3,因此能够抑制管2从捆束部5剥脱的情况。由此,能够实现脱气组件1的长寿命化。
86.然而,当将酯类的液体向管2的内侧或外侧供给时,管2的溶胀和收缩表现得显著。在该脱气组件1中,由于具备上述的管单元3,因此即使将酯类的液体向管2的内侧或外侧供给,也能够抑制管2从捆束部5剥脱的情况。
87.在本实施方式的管单元3的制造方法中,将筒体6向多个管2各自的端部插入,并利用该筒体6自内侧支承多个管2的各管。另外,在多个管2的端部对多个管2进行捆束。因此,即使发生了由向管2的内侧或外侧供给的液体引起的管2的溶胀和收缩、由管2的内侧的负压引起的管2的收缩或挠曲等,也能在筒体6所插入的位置保持管2的形状。由此,能够抑制管2从捆束部5剥脱的情况。
88.另外,在该管单元3的制造方法中,将内套筒32外套于多个管2各自的端部的至少一端部,将外套筒33外套于多个管2的端部,对多个管2的端部进行加热,使外套筒33收缩并且使内套筒32熔融。由此,多个管2各自的端部由收缩的外套筒33聚集,并由内套筒32的热熔融性树脂捆束。由此,能够容易地捆束多个管2的端部。
89.另外,在该管单元3的制造方法中,在将筒体6插入至多个管2各自的端部之后,对多个管2的端部进行加热,使外套筒33收缩并且使内套筒32熔融。由此,在外套筒33收缩时,多个管2各自的端部抵接于筒体6。由此,能够抑制多个管2各自的端部变得过小的情况,并且能够将多个管2各自的端部的形状形成为筒体的外形。
90.以上,对本发明的实施方式进行了说明,但本发明并不限定于上述实施方式。
91.例如,在上述本实施方式中,脱气组件1设成了内部灌注型,在从外部空间用开口20进行吸气的同时,使液体从内部空间用第一开口15向内部空间用第二开口16流动,由此,
对液体进行脱气。然而,也可以将脱气组件设为外部灌注型。在该情况下,例如,也可以设为,形成外部空间用第一开口和外部空间用第二开口这两个开口来作为外部空间用开口,形成一个开口来作为内部空间用开口,在从内部空间用开口进行吸气的同时,使液体从外部空间用第一开口向内部空间用第二开口流动,由此,对液体进行脱气。
92.另外,在上述实施方式中,说明为构成管单元的管的数量为7根,但构成管单元的管的数量没有特别限定,例如,也可以设为几十根、几百根。
93.另外,在上述实施方式中,说明为将内套筒32外套于多个管2各自的端部,但也可以设为,将内套筒32外套于多个管2各自的端部的至少一端部。
94.附图标记说明
95.1、脱气组件;2、管;2a、管端部;2b、管中央部;3、管单元;4、壳体;5、捆束部;6、筒体;7、外筒;8、密封部;12、盖部;13、第一连接器;14、第二连接器;15、内部空间用第一开口(内部空间用开口);16、内部空间用第二开口(内部空间用开口);18、第一管;19、第二管;20、外部空间用开口;21、第三管;31、管束;32、内套筒;33、外套筒;a1、内部空间;a2、外部空间;l1、筒体的长度;l2、管端部的长度。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。