1.本发明涉及剃刀,并且更具体地涉及具有刀片载体和可释放地安装到柄部的剃刀刀片架的剃刀系统。
背景技术:
2.一般来讲,安全剃刀的刀片架或刀片单元具有至少一个带有切割刃的刀片,该刀片架或刀片单元借助于刀片架附接到其的柄部在被剃刮的皮肤表面上移动。一些剃刮剃刀设置有弹簧偏置的刀片架,该刀片架相对于柄部枢转以在剃刮期间沿循皮肤的轮廓。可将刀片架可拆卸地安装在柄部上以允许在刀片锋利度已经减退至不令人满意的水平时用新的刀片架来替换旧的刀片架,或者如果希望在一个或多个刀片已经变钝时将整个剃刀丢弃的话,可将它永久地附接到柄部。剃刀刀片架通常包括防护件和顶盖,在剃刮期间,该防护件接触一个或多个刀片前面的皮肤,该顶盖用于接触一个或多个刀片后面的皮肤。顶盖和防护件可有助于建立所谓的“剃刮几何形状”,即,确定刀片在剃刮期间相对于皮肤的取向和位置的参数,该取向和位置继而对剃刀的剃刮性能和功效具有强烈影响。顶盖可包括可用水浸出的剃刮助剂以减少阻力并提高舒适度。防护件可为大致刚性的,例如与为刀片提供支撑的框架或平台结构整体形成。防护件还可包括较柔软的弹性体材料以改善皮肤拉伸。
3.剃刮系统常常由柄部和可置换的刀片架组成,其中将一个或多个刀片安装在塑料外壳中。在刀片架中的刀片由于使用而变钝之后,将刀片架废弃,并且用新的刀片架来置换而将其安装在柄部上。利用多种连接方案将刀片架附连到柄部的这些类型的剃刮系统已变得普遍。该连接方案允许消费者容易地、重复地、有效地且直观地从柄部装载新的刀片架和移除用过的刀片架,并且提供必要的保持力以在剃刮期间保持柄部到刀片架附接的完整性。
4.该连接方案必须足够稳固以提供必要的保持力以在剃刮期间保持柄部到刀片架附接的完整性。剃刀刀片架到剃刀柄部的附接可提供足够的保持力以在各种各样的剃刮条件下将该剃刀刀片架固定到该剃刀柄部。当剃刮时,一些剃刀使用非常高的力,并且一些剃刀具有安装在剃刀刀片架的侧面或背面上的毛发修剪系统。相比之下,使用可释放地连接的剃刀刀片架的剃刀可提供低附接力和释放力以有利于剃刮者容易地更换刀片架。
5.对于更高级的柄部存在不断增长的市场,这些柄部通常由各种金属制成,从而使得柄部较重。较重的柄部在剃刮期间在消费者手中提供更令人愉悦的感觉。一些消费者相信较重的柄部在剃刮期间提供改善的控制。然而,如果柄部掉落,则柄部重量的增加增加了附接机构损坏的可能性。因此,需要更简单、更稳固、更直观且更可靠的剃刮柄部到刀片架连接。
技术实现要素:
6.在一个方面,本发明的特征大体在于一种刀片载体组件,该刀片载体组件具有刀
片载体,该刀片载体具有第一端处的刀片平台。突出部从刀片平台延伸到第二端。刀片安装到刀片平台。刀片具有切割刃。突出部具有被构造成接合柄部的峰部。该峰部被定位在突出部的一对成角表面之间。
7.在另一方面,本发明的特征大体在于一种刀片载体,该刀片载体具有第一端处的刀片平台。该刀片平台限定至少一个窗口。突出部从刀片平台延伸到第二端。突出部具有被构造成接合柄部的峰部。该峰部被定位在突出部的一对成角表面之间。刀片平台限定尺寸被设计为接纳刀片的狭槽。
8.在另一方面,本发明的特征大体在于一种剃刀系统,该剃刀系统具有柄部,该柄部具有第一端,该第一端具有限定一对导向表面之间的凹陷表面的顶表面。剃刀刀片架能够移除地安装到柄部的第一端。剃刀刀片架包括外壳和刀片载体组件。该刀片载体组件具有刀片载体,该刀片载体具有第一端处的刀片平台。突出部从刀片平台延伸到第二端。该突出部具有突出部的一对成角表面之间的峰部。刀片安装到刀片平台。刀片具有切割刃。突出部在第一位置与第二位置之间挠曲以将剃刀刀片架固定到柄部并从柄部拆卸。
9.在另一方面,本发明的特征大体在于一种剃刀系统,该剃刀系统具有柄部,该柄部具有第一端,该第一端具有限定一对导向表面之间的凹陷表面的顶表面。剃刀刀片架能够移除地安装到柄部的第一端。剃刀刀片架包括外壳和刀片载体组件。该刀片载体组件具有刀片载体,该刀片载体具有第一端处的刀片平台。突出部从刀片平台延伸到第二端。突出部具有定位在柄部的凹陷表面内的峰部。刀片安装到刀片平台。刀片具有切割刃。突出部被定位在外壳上的一对导向构件之间,该对导向构件接合柄部的对应导向表面。
10.在另一方面,本发明的特征大体在于一种剃刀柄部,该剃刀柄部具有第一端、第二端和位于第一端与第二端之间的抓握部分。第一端具有限定凹陷表面的顶表面,该凹陷表面具有最下表面、倾斜表面和大致平坦的着陆区。柄部的顶表面具有一对“l”形臂。凹陷表面被定位在该对“l”形臂之间。
11.在另一方面,本发明的特征大体在于一种剃刀刀片架,该剃刀刀片架具有外壳,该外壳具有带有一对导向构件的底表面。剃刀刀片架包括刀片载体,该刀片载体具有带有刀片平台的第一端以及从刀片平台延伸到第二端的突出部。刀片安装到刀片平台。刀片平台安装到底表面,其中突出部无支撑并且定位在一对导向构件之间。
12.在另一方面,本发明的特征大体在于一种通过提供具有带有一对导向构件的底表面的外壳来制造剃刀刀片架的方法。刀片载体的刀片平台安装到外壳的底表面。刀片安装到刀片平台。从刀片平台延伸到第二端的突出部无支撑地定位在一对导向构件之间。
13.在另一方面,本发明的特征大体在于一种通过提供厚度为0.1mm至1mm的金属片来制造刀片载体组件的方法。金属片被切割以形成具有刀片平台和从刀片平台延伸的突出部的刀片载体坯料。突出部被精压以形成峰部。至少一个窗口切入金属片中。刀片载体坯料沿着至少一个窗口弯曲以形成上部部分和下部部分。刀片安装到下部部分。通过将上部部分朝向下部部分弯曲直到刀片与上部部分和下部部分都接触来夹持刀片。
14.在另一方面,本发明的特征大体在于一种通过提供厚度为约0.1mm至1mm的金属片来制造刀片载体的方法。金属片被切割以形成具有刀片平台和从刀片平台延伸的突出部的刀片载体坯料。峰部形成在突出部中。凹口在突出部的任一侧上切入刀片载体坯料中。刀片载体坯料沿着至少一个窗口弯曲以形成上部部分和下部部分。一对对齐构件切入刀片载体
坯料中。通过将上部部分朝向下部部分弯曲直到刀片与上部部分和下部部分都接触来夹持刀片。
附图说明
15.当结合附图阅读对各种实施方案的以下描述时,可更全面地理解本发明的其它特征和优点以及本发明自身,其中:
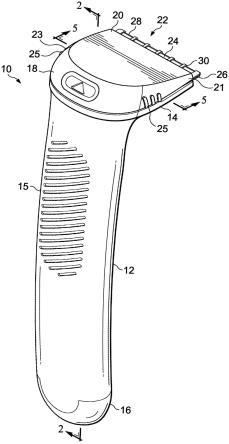
16.图1a为根据本发明的一个可能实施方案的剃刀系统的顶部透视图。
17.图1b为图1a的剃刀系统的柄部和剃刀刀片架的组装图。
18.图2为大致沿图1a的线2-2截取的剃刀系统的剖视图。
19.图3为图1b的剃刀刀片架的外壳和刀片载体组件的底部透视图。
20.图4为剃刀刀片架的底视图。
21.图5为大致沿图1a的线5-5截取的剃刀系统的剖视图。
22.图6为用于刀片载体组件的组装步骤的示意图。
23.图7为大致沿图4的线7-7截取的刀片架组件的剖视图。
具体实施方式
24.参考图1a,示出了剃刀系统10的透视图。剃刀系统10可包括柄部12,该柄部具有第一端14、第二端16和位于第一端14与第二端16之间的抓握部分15。剃刀刀片架18可能够移除地安装到第一端14。剃刀刀片架18可包括外壳20和刀片载体组件22。外壳20可由聚合物材料制造(例如,模制)。刀片载体组件22可包括安装到刀片载体26的一个或多个刀片24。刀片24可具有暴露的切割刃28。在某些实施方案中,刀片载体26可具有多个间隔开的防护件30,以在剃刮行程期间保护皮肤免受切割刃28的影响。如将在下面更详细地解释,刀片载体26可保持刀片24,以及有利于将剃刀刀片架18临时固定到柄部12。
25.剃刀刀片架18可具有第一位置,其中剃刀刀片架18可拆卸地安装在柄部12(如图1a所示)上,以使得当刀片24的锋利度已降低至不令人满意的水平时,剃刀刀片架18能够被新的剃刀刀片架18替换。参考图1b,示出了剃刀系统10的透视图,其中剃刀刀片架18从柄部12移除。柄部12的第一端14可具有顶表面32。如将在下面更详细地解释,顶表面32可以限定一对导向表面34和36(例如,狭槽),该对导向表面的尺寸被设计为接纳外壳20上的对应表面。柄部12的顶表面32还可限定一对导向表面34和36之间的凹陷表面38。外壳20可具有与切割刃28相对的后表面40。该后表面40可包括标记42,诸如标志或符号,以向消费者指示在何处以及沿什么方向推动剃刀刀片架18以从柄部12移除剃刀刀片架18。在某些实施方案中,外壳20可具有一对相对的横向侧表面21和23,每个横向侧表面具有一个或多个突起25以在将剃刀刀片架18与柄部12附接和移除期间改善使用者对剃刀刀片架18的抓握。
26.参考图2,示出了大致沿图1a的线2-2截取的剃刀系统10的剖视图。刀片载体26可具有处于第一位置的突出部44,其中突出部44的峰部46定位在柄部12的凹陷表面38内。峰部46可将剃刀刀片架18固定到柄部12。使用者可通过在朝向切割刃28的方向上抵靠外壳20的后表面40推动来移除剃刀刀片架18。峰部46可滑出凹陷表面38的最下表面50并沿着倾斜表面52滑动到柄部12的大致平坦的着陆区54。突出部44可以远离柄部12并且朝向外壳20偏转,以有利于峰部46滑出凹陷表面38。在外壳20向前推动时,外壳20可脱离导向表面34和36
(图1b)。一旦峰部46接合着陆区54,则可需要很小的力或不需要力来从柄部12移除剃刀刀片架18。
27.参考图3,示出了剃刀刀片架18的外壳20和刀片载体26的底部透视图。剃刀刀片架18可包括安装到外壳20的刀片载体组件22。例如,刀片载体26可安装到外壳20的底表面56。外壳20的底表面56可具有一个或多个对齐构件62和64,诸如突起,该一个或多个对齐构件接合刀片载体26上的对应的一对对齐构件58和60(例如,延伸穿过刀片载体26的开口)。在某些实施方案中,刀片载体组件22(例如,刀片载体26)可通过铆接、粘合剂、超声焊接、嵌件注塑或本领域已知的其他组装方法来固定到外壳20。突出部44可定位在外壳20的底表面56的一对导向构件84和86之间。突出部44在一对导向构件84和86之间的定位可以帮助保护突出部44免受损坏或过度弯曲。
28.刀片载体26可具有第一端68处的刀片平台66,该刀片平台限定被构造成接纳刀片24的狭槽70。该狭槽70可定位在刀片载体26的与峰部46相同的一侧上,以简化制造工艺(例如,峰部46和狭槽70的形成和弯曲)。刀片24的切割刃28可被定位成抵靠间隔开的防护件30。因此,狭槽70可在一侧(即,具有间隔开的防护件30的一侧)上闭合并且在三侧上打开以易于刀片24的装载。刀片24可以固定到刀片平台66(例如,使用粘合剂)或者可以可移除地定位在狭槽70内。切割刃28和多个防护件可在外壳20的前边缘72之上延伸以提供对毛发的充分切割和修剪。突出部44可从刀片平台66延伸到第二端74。峰部46可定位在一对成角表面76和78之间。例如,前成角表面76和后成角表面78。刀片平台66可在突出部44的任一侧上限定一对凹口80和82。凹口80和82可为突出部44提供足够的弹簧特性,以有利于在多次循环内最佳地附接到柄部12(未示出)和从柄部拆卸。刀片平台66可固定到外壳20,以在剃刀刀片架18附接到柄部(参见图1a和图1b)时允许突出部44相对于刀片平台和外壳20挠曲。
29.参考图4,示出了剃刀刀片架18的底视图,其中刀片载体组件22安装到外壳20。对齐构件58、60、62和64可用于在刀片载体26安装和/或固定到外壳20时稳定该刀片载体。在某些实施方案中,对齐构件58、60、62和64还可用于将刀片载体26固定到外壳20(例如,冷铆接工艺)。对齐构件58和62可定位在中心线“cl”的一侧上,并且对齐构件60和64可定位在中心线“cl”的另一侧上。在某些实施方案中,刀片载体组件22可能够从外壳20移除。因此,对齐构件58、60、62和64可有利于将刀片载体组件22临时固定到外壳20。例如,对齐构件58、60、62和64可提供轻压配合或卡扣配合连接以允许容易地移除。
30.刀片载体26可以约0.2mm至约10mm的距离d1延伸超过外壳20的前边缘72以在剃刮期间提供对切割刃28的足够视野。如果d1太短,则外壳20可能阻挡用户视野,从而妨碍毛发的准确修边(例如,鬓角和胡须线)。如果d1太长,则刀片载体组件可能施加过大的力,从而导致该刀片载体组件弯曲或从外壳20松开。在某些实施方案中,切割刃28延伸超过外壳20的前边缘约0mm至约10mm的距离,并且更优选地约1mm至约5mm,以有利于在毛发修边期间切割刃28的足够视角。
31.突出部44可定位在外壳20的一对导向构件84和86之间并沿着刀片载体26的中心线“cl”定位。峰部46可与外壳20的底表面56间隔开,以有利于在将剃刀刀片架18附接到柄部12期间适当挠曲。在剃刀刀片架滑到柄部12上时,导向构件84和86可接合柄部12(参见图1b)上的对应导向表面34和36。导向构件84和86可限定外壳20的底切表面88(例如,“t”形狭槽),该底切表面接合柄部12上的对应特征部以将剃刀刀片架18固定到柄部12。
32.突出部44可从凹口80和82延伸约3mm至约15mm的距离“d2”到第二端74(即,突出部44的端部),并且更优选地约5mm至约10mm。距离“d2”还可以表示无支撑(即,不接触外壳20的底表面56)的长度。导向构件84和86可延伸超过突出部44(即,第二端74)以允许剃刀刀片架18在突出部44开始偏转之前容易地接合柄部12并对柄部12施加力,这可允许更容易地装载。
33.在某些实施方案中,可结合凹口80和82以帮助限定突出部44的性能,并且还有利于在组装期间适当地定位刀片载体26。邻接表面90和92可有利于刀片载体组件22在外壳20上的正确定位。凹口80和82可具有约1mm至约5mm的相应宽度“w1”和“w2”。凹口80和82可具有约1mm至约5mm的相应长度“l1”和“l2”。凹口80和82与突出部44形成约0.1mm至约3mm的半径。凹口80和82的尺寸可为突出部44提供足够的柔性,因此将剃刀刀片架18装载到柄部提供足够的消费者反馈,但不太困难。
34.参考图5,示出了大致沿图1a的线5-5截取的剃刀系统10的剖视图。剃刀刀片架18可牢固地安装(即,对接位置)到柄部12。在对接位置,突出部44可在凹陷表面38内降至最低点。因此,必须向剃刀刀片架18施加力以将突出部44(即,峰部46)移出凹陷表面38。柄部12的顶表面32可包括一对l形臂94和96,该对l形臂的尺寸被设计为接合底切表面88(例如,“t”形狭槽)以将外壳20保持在柄部12上。凹陷表面38(图1b)可定位在一对l形臂94和96之间。当剃刀刀片架18附接到柄部12时,突出部44可定位在一对臂94和96之间。
35.刀片载体22诸如刀片平台66和突出部44可以是整体式单一构件,其可以提供更强和更简单的构造。在某些实施方案中,刀片载体22可由聚合物材料注塑而成,诸如聚碳酸酯、高抗冲聚苯乙烯、abs、尼龙、聚甲醛或它们的任何组合。在其他实施方案中,刀片载体22可使用各种类型的金属成形工艺由金属制造。参考图6,示出了用于刀片载体组件22的一种可能组装方法的示意图。在组装方法的第一步骤98中,刀片载体组件22可以厚度为约0.1mm至约1.0mm并且更优选地为约0.15mm至约0.3mm的单件金属片100开始。金属片100可包括各种等级的铝和钢。
36.在第二步骤104中,金属片100可被切割(例如,激光切割)或冲压以形成刀片载体坯料102。应当理解,可由单件金属片切割或冲压多个刀片载体坯料102。因此,金属片100可具有多种可能的长度和宽度。刀片载体坯料102可包括刀片平台66和从刀片平台66延伸的突出部44。该突出部44可具有约1mm至约10mm的宽度“w3”。突出部44可具有约0.1mm至约1.0mm并且更优选地约0.15mm至约0.3mm的厚度。其他特征部也可切割或冲压到刀片载体坯料102中,诸如在突出部44的任一侧上的凹口80和82,以及对齐构件58和60。至少一个窗口106可在刀片载体坯料102的第一端108与突出部44之间冲压或切入一件金属片100(例如,刀片平台66)中。在某些实施方案中,可存在间隔开以形成行的若干窗口106。因此,窗口96可形成刀片载体26的多个间隔开的防护件30。尽管示出了多个窗口106,但是应当理解,可以替代地形成单个细长窗口。在某些实施方案中,凹口110和112可形成(例如,冲压或切割)到窗口106的任一端中,以有利于刀片载体坯料102(例如,刀片平台66)的弯曲。
37.第三步骤114和第四步骤116可以包括一个或多个弯曲步骤。例如,在第三步骤114中,突出部44可被精压或弯曲以在一对成角表面76和78之间形成峰部46。在第四步骤116中,刀片平台66可沿着窗口106(例如,沿着窗口106的中心线“cl2”)弯曲(例如,旋转弯曲或精压)以形成上部部分118和下部部分120。平台66可以弯曲以形成从大于0度到超过90度的
角度。在第五步骤122中,刀片24可以在上部部分118和下部部分120之间安装到平台66。在某些实施方案中,可提供延伸穿过刀片平台66的对齐开口124(例如,在第二步骤104中)。对齐开口124可允许突起126插入刀片平台66中,以有利于刀片24抵靠刀片载体26的内表面128对齐。
38.在第六步骤130中,上部部分118和下部部分120可以通过将上部部分118和下部部分120朝向彼此弯曲而被夹持在一起。在第五步骤122中弯曲平台以在上部部分118与下部部分120之间形成大于90度的角度可有利于刀片24的更容易且更准确的放置及对齐,以及有利于上部部分118和下部部分120朝向彼此弯曲以将刀片24安全地夹持及固定在适当位置。当刀片24固定在上部部分118和下部部分120之间时,多个间隔开的窗口106可形成刀片载体的间隔开的防护件30。上部部分118和下部部分120然后可以朝向彼此弯曲,使得刀片24接触上部部分118和下部部分120两者,如步骤128中所示。上部部分118和/或下部部分120可朝向彼此弯曲,使得狭槽70被形成用于保持刀片24。在某些实施方案中,狭槽70可首先形成,然后刀片24可插入狭槽70中。然后可以通过进一步夹持下部部分120和/或上部部分118来进一步固定刀片24,或者可以通过焊接或粘合剂来固定刀片24。因此,刀片24在上部部分118和下部部分120之间固定(例如,夹持)在刀片平台66上,其中切割刃28被定位成抵靠窗口106以形成刀片载体组件22。在所述实施方案的任一个实施方案中,刀片24可通过焊接或粘合剂固定到刀片平台66。应当理解,若干步骤可以一起进行。例如,可以同时执行第二步骤104和第三步骤114。
39.参考图7,示出了图2的剃刀刀片架18的剖视图,其中为清楚起见移除柄部12。峰部46可定位在刀片24的平面p1下方。当突出部44处于中间位置(例如,不处于负载下)时,峰部46可定位在导向构件84、86的平面p2下方(例如,远离底表面56)。突出部44可在第一位置或第二位置中挠曲,使得突出部44定位在导向构件84、86的平面p2上方(即,更靠近底表面56)。在剃刀刀片架18附接到柄部12(图1a)时,一旦峰部46坐置在凹陷部38(图2)的最下表面50内,突出部44就可朝向外壳20挠曲,然后返回到其正常的未挠曲状态。在某些实施方案中,突出部44可以不完全返回到其正常静止位置。例如,当剃刀刀片架18附接到柄部12时,突出部44可保持张紧,这可在两个部件之间提供更积极的接合。在第一位置,第二端74可与外壳的底表面56间隔开大于0mm至约5mm的垂直距离d3,以有利于突出部44相对于外壳20的运动(例如,挠曲),从而允许移除剃刀刀片架18。突出部44可在剃刀刀片架18的附接和移除期间在第一位置与第二位置之间挠曲。距离d3在剃刀刀片架18固定到柄部12(图2)时的第一位置可比在移除剃刀刀片架18期间峰部46从柄部12(图2)的凹陷表面38(图2)脱离时的第二位置大。在某些实施方案中,底表面56可充当止动表面以防止对突出部44施加过大应力。例如,在第二位置,外壳20的底表面56可在剃刀刀片架18与柄部12(图1a)的附接和拆卸期间接触第二端74的底表面130。
40.将突出部44结合到保持并提供防护元件(即,间隔开的防护件30)的刀片载体26通过减少部件的数目而极大地简化了设计,这是因为刀片载体26通过有助于附接到柄部12(图1a)、保持刀片24并以间隔开的防护件30保护安全剃刮而执行多种功能。此外,还减小了部件的公差堆叠,因此降低了组装工艺期间所需的精度水平。突出部44还可在剃刀刀片架18或剃刀系统10掉落的情况下通过吸力来帮助确保剃刀刀片架18的完整性,这对于重得多的更高级的柄部常常是有问题的。此外,由单件金属形成刀片载体22还提供了稳固得多的
设计,其是寿命更长的线缆。
41.本文所公开的量纲和值不应理解为严格限于所引用的精确数值。相反,除非另外指明,否则每个此类量纲旨在表示所述值以及围绕该值功能上等同的范围。例如,公开为“40mm”的量纲旨在表示“约40mm”。此外,量纲不应当被保持到不可能的高标准的形而上学的同一性,其未考虑因典型制造公差的缘故而产生的差异。因此,术语“约”应当被理解为是在典型制造公差范围内。
42.除非明确排除或以其他方式限制,否则本文中引用的每一篇文献,包括任何交叉引用或相关专利或专利申请以及本技术对其要求优先权或其有益效果的任何专利申请或专利,均据此全文以引用方式并入本文。对任何文献的引用不是对其作为与本发明的任何所公开或本文受权利要求书保护的现有技术的认可,或不是对其自身或与任何一个或多个参考文献的组合提出、建议或公开任何此类发明的认可。此外,当本发明中术语的任何含义或定义与以引用方式并入的文献中相同术语的任何含义或定义矛盾时,应当服从在本发明中赋予该术语的含义或定义。
43.虽然已举例说明和描述了本发明的具体实施方案,但是对于本领域技术人员来说显而易见的是,在不脱离本发明的实质和范围的情况下可作出各种其他变化和修改。因此,本文旨在于所附权利要求书中涵盖属于本发明范围内的所有此类变化和修改。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。