1.本实用新型涉及锂电池封口机技术领域,具体为一种锂电池加工用自动封口机。
背景技术:
2.锂电池是一类由锂金属或锂合金为正负极材料、使用非水电解质溶液的电池,锂电池大致可分为锂金属电池和锂子电池两类,锂电池具有比能量高、安全无污染、绿色环保等优点,并随着社会的发展锂电池被广泛地应用到各种电子设备产品中,而由于锂金属的化学特性非常活泼,使得锂金属的加工、保存、使用,对环境要求非常高,锂电池封口是锂电池生产的最重要环节之一,因此,在对锂电池进行封口加工时,需要用到一种封口机,现有技术通常是由人工手动进行上料,人工操作工作量大,而且效率低下,不能满足高效的生产需求,为此,我们提出一种锂电池加工用自动封口机。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种锂电池加工用自动封口机,自动对圆柱形锂电池和锂电池盖板进行送料,减少了人工作业,提高了工作效率,提高了实用性能,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种锂电池加工用自动封口机,包括底板、电池输料组件和盖板输料组件;
5.底板:其上表面后端设有l型支撑板,l型支撑板的水平板体中部设有电动推杆,电动推杆的推杆底端设有连接板,连接板的下表面中部设有压模,l型支撑板的水平板体前端设有料筒,底板的上表面前后对称设有固定板;
6.电池输料组件:分别设置于两个固定板的相对内侧面,电池输料组件与压模配合设置;
7.盖板输料组件:其下端对称设有支撑柱,支撑柱的下表面均与前侧的固定板上表面固定连接,盖板输料组件分别与料筒和电池输料组件配合设置;
8.其中:还包括单片机,所述单片机设置于底板的上表面,单片机的输入端电连接外部电源,单片机的输出端电连接电动推杆的输入端,自动对圆柱形锂电池和锂电池盖板进行送料,减少了人工作业,提高了工作效率,而且自动对来料进行检测,避免空操作,提高了实用性能。
9.进一步的,所述电池输料组件包括侧板、转辊、皮带和弧形块,所述侧板竖向对称设置于两个固定板的相对内侧面,竖向对应的两个侧板之间均对称转动连接有转辊,横向对应的两个转辊之间均通过皮带传动连接,皮带的外弧面均阵列转动连接有弧形块,上方的侧板上表面均设有电机二,电机二的输出轴均分别与左侧的转辊上端固定连接,电机二的输入端均电连接单片机的输出端,对圆柱形锂电池进行自动连续输送上料。
10.进一步的,所述电池输料组件还包括限位板,所述限位板分别设置于竖向对应的两个侧板之间,限位板与皮带远离固定板的内壁面接触,使弧形块能够贴紧皮带,避免弧形
块倾斜而导致对圆柱形锂电池定位不精准。
11.进一步的,所述盖板输料组件包括电机一、底盘和转盘,所述底盘的下表面前端对称设有支撑柱,所述电机一设置于底盘的下表面中部,电机一的输出轴与底盘中部设置的通孔内壁转动连接,电机一的输出轴顶端设有转盘,转盘的外沿环形阵列设有料孔,料孔分别与料筒和弧形块配合设置,底盘的后端设有通孔,电机一的输入端电连接单片机的输出端,对锂电池盖板进行自动送料。
12.进一步的,所述底盘的右端设有光电传感器,光电传感器与转盘的料孔配合设置,光电传感器的输出端电连接单片机的输入端,检测是否有漏料现象,避免压模出现空压现象。
13.进一步的,还包括接近传感器,所述接近传感器设置于后侧的固定板上表面,接近传感器的输出端电连接单片机的输入端,对圆柱形锂电池进行定位。
14.进一步的,所述连接板的上表面对称设有导向柱,导向柱的外弧面分别与l型支撑板的水平板体内部设置的滑孔滑动连接,提高连接板竖直升降时的稳定性。
15.与现有技术相比,本实用新型的有益效果是:本锂电池加工用自动封口机,具有以下好处:
16.通过单片机启动电机二,电机二的输出轴通过转辊带动皮带转动,皮带带动弧形块移动,将圆柱形锂电池放置在右侧两个纵向相邻的弧形块之间,纵向相邻的弧形块带动圆柱形锂电池向左侧移动,同时料筒内部的锂电池盖板掉落在转盘最前侧的料孔内部,当接近传感器检测到圆柱形锂电池时发送信号给单片机,此时单片机控制电机二停止工作并检测是否有光电传感器的输入信号,当没有光电传感器的输入信号时,单片机控制电机一的输出轴转动九十度,电机一的输出轴带动转盘转动九十度,单片机再次检测是否有光电传感器的输入信号,当光电传感器检测到锂电池盖板时,发送信号给单片机,单片机控制电机一的输出轴带动转盘转动九十度,转盘将锂电池盖板转动至与底盘的通孔位置对应,锂电池盖板掉落在圆柱形锂电池的上表面,然后单片机控制电动推杆工作,电动推杆的推杆推动连接板和压模下移,对圆柱形锂电池进行封口,该锂电池加工用自动封口机,自动对圆柱形锂电池和锂电池盖板进行送料,减少了人工作业,提高了工作效率,而且自动对来料进行检测,避免空操作,提高了实用性能。
附图说明
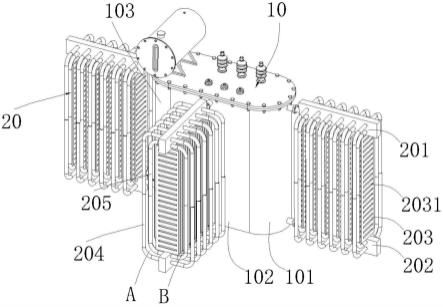
17.图1为本实用新型结构示意图;
18.图2为本实用新型右视结构示意图。
19.图中:1底板、2单片机、3固定板、4电池输料组件、41侧板、42转辊、43皮带、44弧形块、45限位板、5电动推杆、6连接板、7压模、8盖板输料组件、81电机一、82底盘、83转盘、9l型支撑板、10导向柱、11电机二、12料筒、13支撑柱、14光电传感器、15接近传感器。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下
所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1-2,本实施例提供一种技术方案:一种锂电池加工用自动封口机,包括底板1、电池输料组件4和盖板输料组件8;
22.底板1:其上表面后端设有l型支撑板9,l型支撑板9的水平板体中部设有电动推杆5,电动推杆5的推杆底端设有连接板6,连接板6的下表面中部设有压模7,连接板6的上表面对称设有导向柱10,导向柱10的外弧面分别与l型支撑板9的水平板体内部设置的滑孔滑动连接,提高连接板6竖直升降时的稳定性,l型支撑板9的水平板体前端设有料筒12,底板1的上表面前后对称设有固定板3;
23.电池输料组件4:分别设置于两个固定板3的相对内侧面,电池输料组件4与压模7配合设置,电池输料组件4包括侧板41、转辊42、皮带43和弧形块44,侧板41竖向对称设置于两个固定板3的相对内侧面,竖向对应的两个侧板41之间均对称转动连接有转辊42,横向对应的两个转辊42之间均通过皮带43传动连接,皮带43的外弧面均阵列转动连接有弧形块44,上方的侧板41上表面均设有电机二11,电机二11的输出轴均分别与左侧的转辊42上端固定连接,电机二11的输入端均电连接单片机2的输出端,电机二11的输出轴通过转辊42带动皮带43转动,皮带43带动弧形块44移动,将圆柱形锂电池放置在右侧两个纵向相邻的弧形块44之间,纵向相邻的弧形块44带动圆柱形锂电池向左侧移动,对圆柱形锂电池进行自动连续输送上料,电池输料组件4还包括限位板45,限位板45分别设置于竖向对应的两个侧板41之间,限位板45与皮带43远离固定板3的内壁面接触,使弧形块44能够贴紧皮带43,避免弧形块44倾斜而导致对圆柱形锂电池定位不精准。
24.盖板输料组件8:其下端对称设有支撑柱13,支撑柱13的下表面均与前侧的固定板3上表面固定连接,盖板输料组件8分别与料筒12和电池输料组件4配合设置,盖板输料组件8包括电机一81、底盘82和转盘83,底盘82的下表面前端对称设有支撑柱13,电机一81设置于底盘82的下表面中部,电机一81的输出轴与底盘82中部设置的通孔内壁转动连接,电机一81的输出轴顶端设有转盘83,转盘83的外沿环形阵列设有料孔,料孔分别与料筒12和弧形块44配合设置,底盘82的后端设有通孔,电机一81的输入端电连接单片机2的输出端,对锂电池盖板进行自动送料,底盘82的右端设有光电传感器14,光电传感器14与转盘83的料孔配合设置,光电传感器14的输出端电连接单片机2的输入端,料筒12内部的锂电池盖板掉落在转盘83最前侧的料孔内部,单片机2检测是否有光电传感器14的输入信号,当没有光电传感器14的输入信号时,单片机2控制电机一81的输出轴转动九十度,电机一81的输出轴带动转盘83转动九十度,单片机2再次检测是否有光电传感器14的输入信号,当光电传感器14检测到锂电池盖板时,发送信号给单片机2,单片机2控制电机一81的输出轴带动转盘83转动九十度,转盘83将锂电池盖板转动至与底盘82的通孔位置对应,检测是否有漏料现象,避免压模7出现空压现象。
25.其中:还包括接近传感器15,接近传感器15设置于后侧的固定板3上表面,接近传感器15的输出端电连接单片机2的输入端,对圆柱形锂电池进行定位。
26.其中:还包括单片机2,单片机2设置于底板1的上表面,单片机2的输入端电连接外部电源,单片机2的输出端电连接电动推杆5的输入端。
27.本实用新型提供的一种锂电池加工用自动封口机的工作原理如下:
28.通过单片机2启动电机二11,电机二11的输出轴通过转辊42带动皮带43转动,皮带
43带动弧形块44移动,将圆柱形锂电池放置在右侧两个纵向相邻的弧形块44之间,纵向相邻的弧形块44带动圆柱形锂电池向左侧移动,同时料筒12内部的锂电池盖板掉落在转盘83最前侧的料孔内部,当接近传感器15检测到圆柱形锂电池时发送信号给单片机2,此时单片机2控制电机二11停止工作并检测是否有光电传感器14的输入信号,当没有光电传感器14的输入信号时,单片机2控制电机一81的输出轴转动九十度,电机一81的输出轴带动转盘83转动九十度,单片机2再次检测是否有光电传感器14的输入信号,当光电传感器14检测到锂电池盖板时,发送信号给单片机2,单片机2控制电机一81的输出轴带动转盘83转动九十度,转盘83将锂电池盖板转动至与底盘82的通孔位置对应,锂电池盖板掉落在圆柱形锂电池的上表面,然后单片机2控制电动推杆5工作,电动推杆5的推杆推动连接板6和压模7下移,对圆柱形锂电池进行封口,然后单片机2控制电动推杆5收缩并再次启动电机二11,进行下一个圆柱形锂电池的封口作业。
29.值得注意的是,以上实施例中所公开的电动推杆5、电机一81、电机二11、光电传感器14和接近传感器15可根据实际应用场景自由配置,电动推杆5建议选用wtdp型微型电动推杆,电机一81可选用42系列步进电机,光电传感器14可选用cl系列电感式光电传感器,单片机2控制电动推杆5、电机一81、电机二11、光电传感器14和接近传感器15工作采用现有技术中常用的方法。
30.以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。