1.本实用新型涉及预制栌斗技术领域,具体是一种预制栌斗的成型模具、成型模具组及预制栌斗。
背景技术:
2.斗拱是中国建筑特有的一种结构,在立柱和横梁交接处,从柱顶上加的一层层探出成弓形的承重结构叫拱,拱与拱之间垫的方形木块叫斗,合称斗拱;其中,预制栌斗是斗拱的重要组成部分,其位于斗栱的最下层,是重量集中处最大的斗。现有技术中多采用钢模生产预制栌斗,由于预制栌斗存在斗耳,在斗耳成型处的钢模不具有拔模角,因此导致预制栌斗在成型后脱模困难,导致预制栌斗成型质量差、生产效率低。
技术实现要素:
3.本实用新型的目的在于提供一种预制栌斗的成型模具、成型模具组及预制栌斗,以解决现有预制栌斗生产模具脱模困难的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种预制栌斗的成型模具,包括:斗身造型模、斗欹造型模以及刚性模架,所述斗身造型模和斗欹造型模在预制栌斗的高度方向上可拆卸拼接,所述刚性模架支撑所述斗身造型模和斗欹造型模;其中,所述斗身造型模具有相连通的斗耳造型腔和斗平造型腔,所述斗欹造型模具有连通所述斗平造型腔的斗欹造型腔;所述斗身造型模为柔性模体,所述斗欹造型模或斗身造型模具有布料口。
6.优选地,所述斗身造型模包括:矩形框模和内置于所述矩形框模的十字芯模,所述十字芯模与所述斗欹造型模在预制栌斗的高度方向上间隔预定距离以形成所述斗平造型腔;所述矩形框模和十字芯模在远离所述斗欹造型腔的部分形成所述斗耳造型腔。
7.优选地,所述矩形框模和十字芯模为一体结构;和/或,所述斗欹造型模朝向斗身造型模的一端周向设置有连接凸起,所述斗身造型模设置有与连接凸起相适配的连接凹槽。
8.优选地,所述刚性模架包括两个以上周向依次首尾连接的侧模,至少两个相邻所述侧模之间可拆卸拼接或铰接或一体成型。
9.优选地,还包括刚性端模,所述刚性端模和所述斗欹造型模分设于所述斗身造型模的两端,且所述刚性端模与所述刚性模架密封连接。
10.优选地,至少部分所述侧模外壁设置加强肋;和/或,至少部分相邻两侧模的连接处设置加强肋。
11.优选地,柔性模体是硅胶材料或橡胶材料。
12.本实用新型的另一目的是提供一种成型模具组,包括至少两个模具,且各模具沿着至少一个方向依次排列,其中,相邻两个模具的之间共用部分刚性模架,所述模具为上述的预制栌斗的成型模具。
13.优选地,还包括模框,所述模框用以连接至少两个斗欹造型模。
14.本实用新型的又一目的是提供一种预制栌斗,利用上述的预制栌斗的成型模具生产成型,所述预制栌斗内预埋有刚性骨架。
15.与现有技术相比,本实用新型的有益效果是:本实用新型提供一种预制栌斗的成型模具,其包括斗身造型模、斗欹造型模以及刚性模架,所述斗身造型模和斗欹造型模在预制栌斗的高度方向上可拆卸拼接,所述刚性模架支撑所述斗身造型模和斗欹造型模,所述斗身造型模为柔性模体;通过将斗身造型模设置为柔性模体,通过设置柔性模体其能够在脱模时发生形变,以便于预制栌斗的斗身进行脱模,通过将斗身造型模和斗欹造型模设置为可拆卸拼接,以便于对斗欹造型模进行拆模,从而便于整个预制栌斗进行脱模,提高脱模的便捷性和脱模效率,进而提高预制栌斗的生产效率;同时,通过设置刚性模架对斗身造型模和斗欹造型模进行支撑,以防止斗身造型模和斗欹造型模产生形变,保证预制栌斗的成型质量。
16.本实用新型提供的成型模具组包含前述的预制栌斗的成型模具,因而具有与预制栌斗的成型模具相同的功能,并且,成型模具组可同时生产多个预制栌斗,进一步提高生产效率。
17.本实用新型提供的预制栌斗由上述预制栌斗的成型模具生产成型,预制栌斗的成型质量好。
附图说明
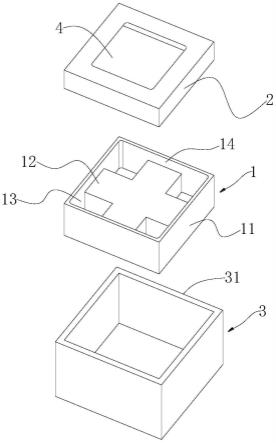
18.图1为本实用新型实施例公开的一种预制栌斗的成型模具的爆炸示意图;
19.图2为本实用新型实施例公开的一种斗身造型模具和斗欹造型模的结构示意图;
20.图3为本实用新型实施例公开的一种斗身造型模具与斗欹造型模装配状态下的剖视图;
21.图4为本实用新型实施例公开的另一种预制栌斗的成型模具的结构示意图;
22.图5为本实用新型实施例公开的一种成型模具组的结构示意图;
23.图6为本实用新型实施例公开的另一种成型模具组的结构示意图;
24.图7为图6的另一种状态图;
25.图8为本实用新型实施例公开的一种预制栌斗的结构示意图。
26.图中:1、斗身造型模;11、矩形框模;12、十字芯模;13、斗耳造型腔;14、斗平造型腔;15、连接凹槽;2、斗欹造型模;21、连接凸起;22、斗欹造型腔;3、刚性模架;31、侧模;32、刚性端模;33、连接孔;4、布料口;5、加强肋;6、模框;10、成型模具组;100、预制栌斗;101、斗欹;102、斗平;103、斗耳。
具体实施方式
27.为了使本技术领域的人员更好地理解本实用新型方案,下面结合附图和具体实施方式对本实用新型作进一步的详细说明。
28.在本文中,“上、下、内、外”等用语是基于附图所示的位置关系而确立的,根据附图的不同,相应的位置关系也有可能随之发生变化,因此,并不能将其理解为对保护范围的绝对限定;而且,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个与另一个具有相同
名称的部件区分开来,而不一定要求或者暗示这些部件之间存在任何这种实际的关系或者顺序。
29.实施例一
30.如图1-3所示,本实施例提供的预制栌斗的成型模具,其包括斗身造型模1、斗欹造型模2以及刚性模架3,斗身造型模1和斗欹造型模2在预制栌斗100的高度方向上可拆卸拼接,刚性模架3支撑斗身造型模1和斗欹造型模2;其中,斗身造型模1具有相连通的斗耳造型腔13和斗平造型腔14,斗欹造型模2具有连通斗平造型腔14的斗欹造型腔22;斗身造型模1为柔性模体,斗欹造型模2或斗身造型模1具有布料口4;其中,斗欹造型模2可以是刚性结构、可以是柔性结构、也可以是外部刚性内部造型面为柔性结构,具体根据实际情况选择,在此不做具体限定,且本实施例以斗欹造型模2为柔性结构为例进行详细说明;本实用新型中所提到的柔性模体和柔性结构可以是硅胶材料或橡胶材料,当然也可以是其他材料,具体不做限定。
31.具体地,通过将斗身造型模1设置为柔性模体,通过设置柔性模体其能够在脱模时发生形变,以便于预制栌斗100的斗身进行脱模,通过将斗身造型模1和斗欹造型模2设置为可拆卸拼接,以便于对斗欹造型模2进行拆模,从而便于整个预制栌斗100进行脱模,提高脱模的便捷性和脱模效率,进而提高预制栌斗100的生产效率;同时,通过设置刚性模架3对斗身造型模1和斗欹造型模2进行支撑,以防止斗身造型模1和斗欹造型模2产生形变,保证预制栌斗100的成型质量。
32.更具体地,在预制栌斗100的生产过程中,完成斗身造型模1和斗欹造型模2的拼接,并通过刚性模架3完成对斗身造型模1和斗欹造型模2的支撑后,通过布料口4向斗身造型模1和斗欹造型模2围合形成的预制栌斗100成型腔内填充流体物料,待流体物料固结后,进行脱模;其中,脱模操作可以是先拆除刚性模架3,再拆除斗欹造型模2,最后将预制栌斗100从斗身造型模1中脱出,当然,也可以采用其他脱模顺序,只要能够实现预制栌斗100的快速脱模即可,在此不做具体限定;流体物料可以是带骨料的混凝土浆料、可以是素混凝土浆料,当然也可以是其他材料,只要能够实现在一定时间内固结,且固结后强度符合实际需求即可,在此不做限定。
33.进一步地,如图1-3所示,斗身造型模1包括:矩形框模11和内置于矩形框模11的十字芯模12,十字芯模12与斗欹造型模2在预制栌斗100的高度方向上间隔预定距离以形成斗平造型腔14,斗平造型腔14用以成型预制栌斗100的斗平102;矩形框模11和十字芯模12在远离斗欹造型腔22的部分形成斗耳造型腔13,斗耳造型腔13用以成型预制栌斗100的斗耳103;其中,预定距离是指根据预制栌斗100的实际尺寸需求,设置不同距离,具体根据实际生产情况选择。十字芯模12可以是刚性结构,也可以是柔性结构,也可以是刚性结构外部套设柔性结构,优选地,十字芯模12为柔性结构,且矩形框模11和十字芯模12为一体结构,以保证预制栌斗100成型的整体性;其中,为了保证密封性能,矩形框模11一端封口,另一端与斗欹造型模2连接。
34.进一步地,如图3所示,为了提高斗欹造型模2与斗身造型模1拼接的密封性能,斗欹造型模2朝向斗身造型模1的一端周向设置有连接凸起21,斗身造型模1设置有与连接凸起21相适配的连接凹槽15;其中,斗欹造型模2与斗身造型模1之间可以通过磁接、粘接、螺接等方式连接,通过连接凸起21与连接凹槽15配合,改变流体物料的流动方向,以阻止流体
物料流入拼接缝,提高密封性能。
35.进一步地,刚性模架3包括两个以上周向依次首尾连接的侧模31,至少两个相邻侧模31之间可拆卸拼接或铰接或一体成型,其中,刚性模架3可以是钢模或者表面涂抹防水防潮耐磨漆的木模或者混凝土结构或者是其他硬质材料,只要能够实现支撑功能即可,在此不做限制。
36.具体地,为了进一步对斗身造型模1进行支撑,还包括刚性端模32,刚性端模32和斗欹造型模2分设于斗身造型模1的两端,且刚性端模32与刚性模架3密封连接,其中,刚性端模32可以是钢模或者表面涂抹防水防潮耐磨漆的木模或者混凝土结构或者是其他硬质材料,只要能够实现支撑功能即可,在此不做限制。
37.进一步地,如图4所示,至少部分侧模31外壁设置加强肋5;和/或,至少部分相邻两侧模31的连接处设置加强肋5;通过设置加强肋5可以增加侧模31的结构强度,以防止侧模31形变,延长侧模31的使用寿命。
38.实施例二
39.本实施例中与实施例一相同的部分,给予相同的附图标记,并省略相同的文字说明。
40.相对于实施例一,本实施例提供的预制栌斗的成型模具还有这样的区别结构设计:如图4所示,本实施例中斗欹造型模2可以是刚性结构、也可以是外部刚性内部造型面为柔性结构,其中,斗欹造型模2内壁与斗身造型模1的内壁拼接,外壁与刚性模架3拼接;如图4所示,刚性模架3从底部对斗欹造型模2进行支撑。通过设置斗欹造型模2可以是刚性结构、也可以是外部刚性内部造型面为柔性结构,以便于实现斗欹造型模2的安装;优选地,斗欹造型模2与刚性模架3及斗身造型模1均密封连接。
41.实施例三
42.本实施例中,与实施例一和二相同的部分,给予相同的附图标记,并省略相同的文字说明。
43.如图5-7所示,本实用新型还公开一种成型模具组,其包括至少两个模具,且各模具沿着至少一个方向依次排列,其中,相邻两个模具的之间共用部分刚性模架3,模具为上述任意一实施例的预制栌斗的成型模具;其中,至少两个模具可以沿一个方向依次排列,也可以沿两个以上方向依次排列,具体不做限定;通过相邻两个模具的之间共用部分刚性模架3,节约成型模具组10的材料,同时节省成型模具组10占用的空间,提高空间利用率,通过设置成型模具组10,可以同时生产多个预制栌斗100,进一步提高预制栌斗100的生产效率。其中,相邻两个模具的侧模31可以一体成型,也可以通过紧固件连接或者焊接连接。
44.进一步地,还包括模框6,模框6用以连接至少两个斗欹造型模2,通过模框6的设置,以便于同时实现多个斗欹造型模2与斗身造型模1的连接,并且可同时拆卸多个斗欹造型模2,提高成型模具组10合模和拆模的效率,进一步提高预制栌斗100的生产效率。
45.进一步地,为了便于斗欹造型模2与斗身造型模1的拼接,模框6和刚性模架3均开设有若干对应的连接孔33;优选地,斗欹造型模2为刚性结构,在模框6和刚性模架3连接完成后,斗欹造型模2与斗身造型模1能够实现拼接;优选地,模框6上的连接孔33还可以用以连接起吊设备,以便于同时对多个斗欹造型模2进行脱模,提高脱模效率。
46.实施例四
47.本实施例中,与实施例一、二和三相同的部分,给予相同的附图标记,并省略相同的文字说明。
48.如图8所示,本实用新型还公开一种预制栌斗,预制栌斗100在高度方向上依次具有斗耳103、斗平102和斗欹101;预制栌斗100利用上述任意一实施例的预制栌斗的成型模具生产成型,预制栌斗100内预埋有刚性骨架,其中刚性骨架可以是钢筋笼骨架,也可以是型钢,具体不做限定。
49.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。