1.本发明涉及灌装设备的技术领域,尤其涉及一种多孔板灌装压封设备。
背景技术:
2.在化学、生物学等的实验或检查中,有时使用具备多个凹陷形状的孔的多孔板,多孔板的各孔实现试管、培养皿等的作用。特别地,为了在生物化学、医学等的分析试验中同时解析多个检体,频繁地使用多孔板;例如:pcr板、酶标板、深孔板。
3.多孔板中灌装试剂后,需要对多孔板进行封装,在生物化学、医学等的分析试验中,撕除多孔板上的密封膜即可使用;但现有技术中,多孔板内的试剂大多是手动灌装,再将装有试剂的多孔板通过封装仪器进行封装,不仅效率低,且人工操作误差大,试剂被污染的风险较大。
技术实现要素:
4.本技术实施例通过提供一种多孔板灌装压封设备,解决了现有技术中多孔板传统手动灌装生产效率低且易污染试剂的技术问题,实现了多孔板全自动灌装生产,安全且高效。
5.本技术实施例提供了一种多孔板灌装压封设备,包括:
6.供料机构,包括多个上料组件,每个上料组件用于提供一个多孔板;
7.输送模组,设置于所述供料机构一侧,所述输送模组用于将多孔板传送至灌装、压封工位;
8.灌装机构,设置于所述输送模组一侧,所述灌装机构用于对所述输送模组上的多孔板灌装试剂;
9.压封机构,设置于所述灌装机构下游,所述压封机构将密封膜压封于装有试剂的多孔板表面。
10.优选地,所述供料机构包括:
11.输送带组件,设置于所述上料组件一侧,所述输送带组件用于输送来自所述上料组件的多孔板;
12.推料组件,设置于所述所述输送带组件一侧,所述推料组件用于将多孔板推送至所述输送带组件上;
13.转移组件,设置于所述输送带组件一端,所述转移组件用于将所述输送带组件上的多孔板转移至输送模组上。
14.优选地,所述上料组件包括用于堆叠多孔板的堆料架,所述堆料架底部设置有放料组件,所述放料组件包括挡板、驱动所述挡板朝向靠近或远离多孔板下落方向运动的第一驱动件。
15.优选地,所述推料组件包括推板以及与所述推板连接的第二驱动件,所述第二驱动件带动推板运动将多孔板推送至所述输送带组件上。
16.优选地,所述转移组件包括可旋转的气爪、驱动所述气爪纵向移动的升降气缸以及横向驱动模组,所述气爪装夹所述输送带组件上的多孔板,所述升降气缸驱动所述气爪向上运动,所述横向驱动模组带动所述气爪横向移动至所述输送模组上方,所述升降气缸下降,所述气爪将多孔板放置于所述输送模组上。
17.优选地,所述输送模组包括输送链板、以及用于安装所述输送链板的输送架,所述输送链板通过电机驱动将多孔板输送至灌装、压封工位。
18.优选地,所述压封机构包括:
19.烫头,设置于所述输送模组上方,所述烫头用于将密封膜压封于多孔板上;
20.冲切刀,设置于所述输送模组上方,所述冲切刀用于切断密封膜;
21.张紧组件,设置于设置于所述输送模组上方,所述张紧组件用于张紧多孔板上方的密封膜;
22.压封驱动组件,所述压封驱动组件用于驱动烫头、冲切刀以及张紧组件运动。
23.优选地,所述冲切刀与所述烫头为分体机构,且所述冲切刀围绕所述烫头设置。
24.优选地,所述张紧机构包括依次设置的上压板、弹性棉、下压板,且上压板与下压板之间设置有弹簧,其中,密封膜在弹性棉与下压板之间穿过,当压封驱动组件带动上压板向下运动,在下压板下方设置有限位块,密封膜被压紧于多孔板表面。
25.优选地,还包括复烫机构,所述复烫机构设置于所述压封机构下游,对压封后的多孔板进行复烫。
26.本技术实施例通过提供一种多孔板灌装压封设备,解决了现有技术中半自动式、手动式分布灌装压封效率低且易造成污染的问题,实现了多孔板全自动灌装生产,安全且高效。
附图说明
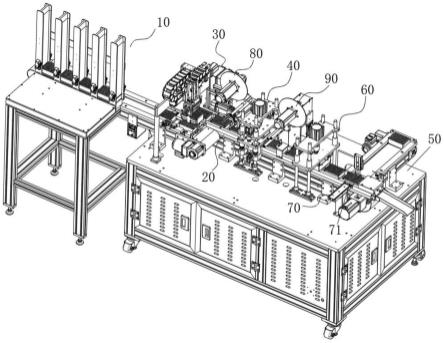
27.图1为本技术实施例多孔板灌装压封设备的整体结构示意图;
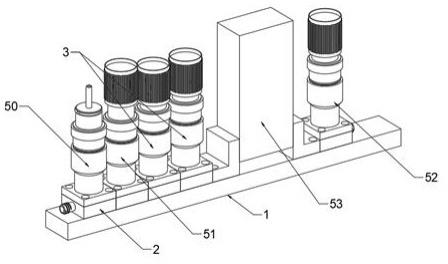
28.图2为本技术实施例供料机构的结构示意图;
29.图3为本技术实施例供料机构的部分结构示意图;
30.图4为本技术实施例推料组件的结构示意图;
31.图5为本技术实施例上料组件的结构示意图;
32.图6为本技术实施例输送模组的结构示意图;
33.图7为本技术实施例输送模组的部分结构示意图;
34.图8为本技术实施例灌装机构的结构示意图;
35.图9为本技术实施例灌装机构的另一种结构示意图;
36.图10为本技术实施例压封机构的结构示意图;
37.图11为本技术实施例压封机构的剖视图;
38.图12为本技术实施例压封机构的部分结构示意图;
39.图13为本技术实施例复烫机构的结构示意图。
具体实施方式
40.本技术实施例通过提供一种多孔板灌装压封设备,解决了现有技术中半自动式、
手动式分布灌装压封效率低且易造成污染的问题,实现了多孔板全自动灌装生产,安全且高效。
41.本技术实施例中的技术方案为解决上述串扰的问题,总体思路如下:
42.通过在工作台上设置输送模组,并沿着输送模组设置供料机构、灌装机构以及压封机构,供料机构向输送模组提供多孔板,多孔板由输送模组输送至灌装、压封处完成灌装与压封,这样整个灌装与压封过程无需人工参与,不仅生产效率高,且不会造成污染。
43.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
44.请参考图1-13,本技术实施例提供一种多孔板灌装压封设备,包括供料机构10、输送机构20、灌装机构30以及压封机构40,其中,输送机构20设置于工作台50上,供料机构10设置于输送机构20一端,所述供料机构10包括多个上料组件11,每个上料组件11用于向输送模组20提供一个多孔板;灌装机构30设置于输送模组20一侧,灌装机构30对输送模组20上的多孔板进行灌装;压封机构40设置于灌装机构30下游,压封机构40将密封膜压封于灌装有试剂的多孔板表面,完成灌装和压封的多孔板再由输送模组输送至下料处。
45.在一些实施例中,如图2-5所示,所述供料机构包括输送带组件12、推料组件13以及转移组件14,其中,上料组件11将多孔板上料至输送带组件一侧水平方向,再由推料组件13将多孔板推送至输送带组件上,输送带组件将多孔板输送至转移组件14处,转移组件14再将输送带组件上的多孔板转移至输送模组20上;
46.此实施例中,如图4-5所示,上料组件11包括用于堆叠多孔板的堆料架111,堆料架111底部两侧设置有滑台气缸112,滑台气缸输出端设置有挡板113,两个挡板113之间的距离小于多孔板裙边的距离,这样,挡板打开后,堆料架内的多孔板下落,下落一个多孔板后,挡板收缩,实现每个上料组件每次提供一个多孔板,防止输送带组件12上堆料,确保多孔板在输送带组件上顺畅流动。优选地,上料组件设置四个,且上料组件之间等间隔设置;
47.如图4所示,推料组件13包括推头131以及与推头131连接的推头气缸132,如图所示,推头131与四个上料组件对应设置,通过一个推料气缸132推动,便于结构优化;
48.如图3所示,转移组件14包括气爪141、升降气缸142以及横向驱动模组143,其中气爪为可旋转型气爪,气爪用于抓取多孔板,通过传感器判断多孔板的方向,可通过旋转多孔板使得输送模组上的多孔板方向一致,便于提高灌装、压封一致性,降低产品不良率,气缸抓取多孔板后,由升降气缸142、横向驱动模组143配合驱动,将输送带组件12上多孔板转移至输送模组20上;
49.进一步地,如图3所示,输送带组件12末端还设置有挡料板121,所述挡料板121由气缸驱动对输送带组件12上的多孔板进行隔档,使得输送带组件12末端的多孔板周围无干扰物,便于气爪141从输送带组件上抓取多孔板;此实施例中,通过传感器监控输送带组件末端有无多孔板,控制挡料板的收缩,气爪141抓取多孔板后,挡料板121打开,另一个多孔板被输送至输送带末端。
50.在一些实施例中,如图6-7所示,输送模组20包括输送链板21、输送架22,输送链板21安装于输送架22上,并由电机驱动输送链板21在输送架22上转动;本实施例中,采用输送链板21对多孔板进行输送,便于多孔板等间距分布,均匀输送,避免后续压封发生干扰。优选地,输送架22上还设置有限位卡23,所述限位卡23由气缸驱动,气缸驱动限位卡23可将多
孔板固定在灌装、压封以及复烫位置,提高结构的稳定性。
51.在一些实施例中,如图8所示,灌装机构30包括移动加液臂31,移动加液臂31上设置有加液针,加液针与加液泵连接。
52.具体地,移动加液臂31通过直线模组与气缸,实现水平与竖直移动,完成灌装加液动作。如图8-9所示,移动加液臂31可以平行多孔板设置,或移动加液臂31垂直多孔板设置。
53.在一些实施例中,压封机构40包括烫头41、冲切刀42、张紧组件43以及压封驱动组件44,其中烫头41用于将密封膜压封于多孔板表面,冲切刀42用于将密封膜切除,张紧组件43用于将密封膜张紧在多孔板表面,一方面,便于多孔板各个孔密封均匀,另一方面便于冲切刀42对密封膜的冲切,防止因密封膜张紧力不足而冲切失败;具体地,如图10所示,烫头41由第一气缸441驱动,冲切刀42由第二气缸442驱动,张紧组件43由第三气缸443驱动。
54.此实施例中,如图11所示,所述冲切刀与所述烫头为分体机构,且所述冲切刀围绕所述烫头设置,冲切刀42与烫头41由不同的气缸驱动,烫头41完成压封后,冲切刀再进行冲切,冲切完成后,此时烫头41先复位,冲切刀42再复位,避免冲切刀温度过高而易被污染、损坏,延长冲切刀使用寿命,降低维护成本。
55.在一些实施例中,如图12所示,所述张紧机构43包括依次设置的上压板431、弹性棉432、下压板433,且上压板431与下压板433之间设置有弹簧434,其中,放卷组件80上的密封膜经过导辊在弹性棉432与下压板433之间穿过,当第三气缸443带动上压板431向下运动,如图7所示,在下压板433下方设置有限位块435,密封膜被压紧于多孔板表面,然后第二气缸442驱动冲切刀42对密封膜进行冲切,冲切后,收卷组件90进行收卷。
56.如图1和图13所示,本技术实施例的多孔板灌装压封设备还包括复烫机构60、剔除机构70,其中,复烫机构60设置于压封机构下游,复烫机构60包括复烫头61,复烫头61由气缸驱动对完成压封后的多孔板进行复烫,提高产品合格率;剔除机构70设置于复烫机构60下游,剔除机构70包括剔除板71,剔除板由气缸驱动将输送模组20上的多孔板剔除至一侧的不良品输送带上,剔除机构70处设置有用于检测多孔板内液体有无、压封平整度的检测系统,检测到输送模组上有多孔板液体量不足或密封膜不平整的情况时,剔除机构开始工作。
57.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
58.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。