1.本发明涉及热处理技术领域,具体而言,涉及一种炉气监测系统和方法。
背景技术:
2.现有箱式渗碳的热处理炉气氛控制采用氧探头测量,测量信号发送至专用仪表,然后通过仪表控制通入气氛达到设定需要。
3.然而,这种单一通过氧探头进行测量的方式,如果氧探头本体出现故障导致气氛控制不准确,是无法及时发现的,这就会影响碳势控制效果。针对这一问题,目前的解决方式是通过操作者定期或不定期的进行设备的定碳,操作繁复,且人为影响因素较大,影响处理品的品质。
技术实现要素:
4.本发明的目的包括,例如,提供了一种炉气监测系统和方法,其能够实现对炉体的实时监控,并在出现偏差时可以及时报警,及时发现碳势异常现象,且无需人工处理,即能够确保处理品的品质良好。
5.本发明的实施例可以这样实现:
6.第一方面,本发明提供一种炉气监测系统,包括:
7.氧探头,设置在炉体内,并用于测量所述炉体内的氧含量;
8.抽气管,设置在所述炉体的开口上,用于抽出所述炉体内的炉气;
9.分析仪,与所述抽气管连接,用于测量所述炉气中的co/co2含量;
10.plc控制器,与所述分析仪和所述氧探头通信连接,用于依据所述炉体内的氧含量计算第一碳势值,并用于依据所述炉气中的co/co2含量计算第二碳势值,还用于比对所述第一碳势值和所述第二碳势值;
11.报警器,所述报警器在所述第一碳势值和所述第二碳势值的差值超过预设值时发出报警信号。
12.在可选的实施方式中,所述抽气管靠近所述炉体的一端设置有抽气泵,所述抽气泵用于将所述炉气泵送至所述分析仪。
13.在可选的实施方式中,所述抽气管包括抽气汇流管和多个抽气分流管,多个所述抽气分流管分别对应连接在多个所述炉体上,每个所述抽气分流管上均设置有抽气泵,所述抽气汇流管同时与多个所述抽气分流管连接,所述分析仪设置在所述抽气汇流管上。
14.在可选的实施方式中,每个所述抽气分流管上设置有采样阀,多个所述采样阀择一开启。
15.在可选的实施方式中,所述气检测系统还包括排气管,所述排气管包括排气汇流管和多个排气分流管,多个所述排气分流管的一端分别对应连接在多个所述抽气分流管上,且每个所述排气分流管连接在对应的所述抽气分流管的所述抽气泵和所述采样阀之间,所述排气汇流管的一端同时与多个所述排气分流管连接,另一端连接至所述分析仪的
出气侧并与所述抽气汇流管连接,其中,每个所述排气分流管上设置有排气阀,以使多个所述排气阀与多个所述采样阀一一对应设置,所述排气阀与对应的所述采样阀择一开启。
16.在可选的实施方式中,所述采样阀和所述排气阀均为电磁阀。
17.在可选的实施方式中,所述抽气汇流管上设置有截止阀、过滤器和流量计,所述过滤器设置在所述截止阀和所述分析仪之间,所述流量计设置在所述过滤器和所述分析仪之间。
18.在可选的实施方式中,所述plc控制器包括相互电连接的计算模块、比对模块和控制模块,所述计算模块与所述氧探头和所述分析仪通信连接,用于计算得到所述第一碳势值和所述第二碳势值,所述比对模块与所述报警器通信连接,用于比对所述第一碳势值和所述第二碳势值并生成所述第一碳势值和所述第二碳势值的差值信号,所述控制模块用于依据所述第一碳势值和/或所述第二碳势值生成控制信号。
19.在可选的实施方式中,所述炉气监测系统还包括气氛控制装置,所述气氛控制装置与所述控制模块通信连接,用于依据所述控制信号向所述炉体内输入平衡气体,以平衡所述炉体内的碳势。
20.第二方面,本发明提供一种炉气监测方法,适用于如前述实施方式任一项所述的炉气监测系统,包括:
21.获取炉体内的氧含量;
22.获取抽出的所述炉气中的co/co2含量;
23.依据所述炉体内的氧含量计算第一碳势值,并依据所述炉气中的co/co2含量计算第二碳势值;
24.在所述第一碳势值和所述第二碳势值的差值超过预设值时发出报警信号。
25.本发明实施例的有益效果包括,例如:
26.本发明实施例提供的一种炉气监测系统和方法,通过氧探头来检测炉体内的氧含量,并利用抽气管抽出炉体内的炉气,分析仪与抽气管连接,用于测量抽出的炉气中的co/co2含量,再利用plc控制器分别依据氧含量和co/co2含量来计算得到第一碳势值和第二碳势值,并依据第一碳势值和第二碳势值的差值来进行报警。本实施例通过在炉体上开口,然后利用抽气管将炉气送到分析仪上,测量气氛中co/co2含量,通过内置在plc中的计算公式,算出炉内碳势,并可和氧探头的测量值进行实时比对,如果两个值超差,可发出碳势控制异常,提醒操作者确认并及时处理,保证产品的正常控制。相较于现有技术,本发明提供的炉气监测系统和方法,能够通过两个碳势值的监测来实现对炉体的实时监控,并在出现偏差时可以及时报警,及时发现碳势异常现象,且无需人工处理,即能够确保处理品的品质良好。
附图说明
27.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
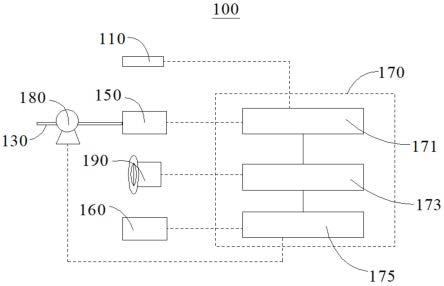
28.图1为本发明提供的炉气监测系统的结构框图;
29.图2为本发明提供的炉气监测系统的连接结构图;
30.图3为图1中分析仪的分析原理结构图。
31.图标:100-炉气监测系统;110-氧探头;130-抽气管;131-抽气汇流管;133-抽气分流管;135-排气汇流管;137-排气分流管;150-分析仪;160-气氛控制装置;170-plc控制器;171-计算模块;173-比对模块;175-控制模块;180-抽气泵;181-采样阀;183-排气阀;185-截止阀;187-过滤器;189-流量计;190-报警器;200-炉体。
具体实施方式
32.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
33.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
35.在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
36.此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
37.需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
38.具体实施例
39.请参考图1至图3,本实施例提供了一种炉气监测系统100,其能够实现对炉体200的实时监控,并在出现偏差时可以及时报警,及时发现碳势异常现象,且无需人工处理,即能够确保处理品的品质良好。
40.本实施例提供的炉气监测系统100,包括氧探头110、抽气管130、分析仪150、plc控制器170以及报警器190,氧探头110设置在炉体200内,并用于测量炉体200内的氧含量;抽气管130设置在炉体200的开口上,用于抽出炉体200内的炉气;分析仪150与抽气管130连接,用于测量炉气中的co/co2含量;plc控制器170与分析仪150和氧探头110通信连接,用于依据炉体200内的氧含量计算第一碳势值,并用于依据炉气中的co/co2含量计算第二碳势值,还用于比对第一碳势值和第二碳势值;报警器190在第一碳势值和第二碳势值的差值超过预设值时发出报警信号。
41.在本实施例中,通过氧探头110来检测炉体200内的氧含量,并利用抽气管130抽出炉体200内的炉气,分析仪150与抽气管130连接,用于测量抽出的炉气中的co/co2含量,再利用plc控制器170分别依据氧含量和co/co2含量来计算得到第一碳势值和第二碳势值,并
依据第一碳势值和第二碳势值的差值来进行报警。本实施例通过在炉体200上开口,然后利用抽气管130将炉气送到分析仪150上,测量气氛中co/co2含量,通过内置在plc中的计算公式,算出炉内碳势,并可和氧探头110的测量值进行实时比对,如果两个值超差,可发出碳势控制异常,提醒操作者确认并及时处理,保证产品的正常控制。
42.需要说明的是,本实施例中氧探头110的基本构造和检测原理与常规的氧探头110一致,其中氧探头110置于炉体200内部,测量信号通过屏蔽线接到plc控制器170,通过plc控制器170来计算该氧探头110所在位置的碳势。
43.值得注意的是,本实施例中在炉体200上设置有取气口,该取气口的位置可以是靠近加热室的位置,抽气管130与该取气口连接,从而能够将炉气抽出进行分析。并且,本实施例中抽气管130可以采用耐高温材料制成,从而能够耐受高温炉气。取气口与抽气管130之间采用密封处理,能够避免炉气外泄。
44.在本实施例中,抽气管130靠近炉体200的一端设置有抽气泵180,抽气泵180用于将炉气泵送至分析仪150。具体地,抽气泵180与plc控制器170通信连接,由plc控制器170进行控制,抽气泵180可以固定安装在炉体200上,并通过抽气管130将炉气抽至分析仪150处。
45.在本实施例中,抽气管130包括抽气汇流管131和多个抽气分流管133,多个抽气分流管133分别对应连接在多个炉体200上,每个抽气分流管133上均设置有抽气泵180,抽气汇流管131同时与多个抽气分流管133连接,分析仪150设置在抽气汇流管131上。具体地,通过采用多个抽气分流管133,能够实现对多个炉体200的抽气处理,从而实现对多个炉体200的监控。且每个抽气分流管133上均设置有抽气泵180,能够实现单独抽气分流管133的抽气。
46.需要说明的是,此处抽气汇流管131用于外接排气管道(图未示),并且该排气管道可以连接至外部,也可以再次连接回输气管道并重新进入炉体200,实现炉气的循环利用。在本发明其他较佳的实施例中,抽气泵180也可以设置在抽气汇流管131上,从而使得通过抽气泵180提供总的抽气动力,同样能够实现抽气功能。
47.在本实施例中,每个抽气分流管133上设置有采样阀181,多个采样阀181择一开启。具体地,多个采样阀181择一开启,从而使得抽气分流管133择一导通,并实现单路抽气,进而实现了多个炉体200的单独监控。
48.进一步地,气检测系统还包括排气管,排气管包括排气汇流管135和多个排气分流管137,多个排气分流管137的一端分别对应连接在多个抽气分流管133上,且每个排气分流管137连接在对应的抽气分流管133的抽气泵180和采样阀181之间,排气汇流管135的一端同时与多个排气分流管137连接,另一端连接至分析仪150的出气侧并与抽气汇流管131连接,其中,每个排气分流管137上设置有排气阀183,以使多个排气阀183与多个采样阀181一一对应设置,排气阀183与对应的采样阀181择一开启。
49.需要说明的是,此处每个炉体200内均设置有氧探头110,且多个氧探头110均与plc控制器170通信连接,从而能够实现多个炉体200的氧含量监测。
50.在本实施例中,排气汇流管135与抽气汇流管131并行设置,且在气流方向的末端相互连接,汇流后再与外部的排气管道连接。本实施例可以通过plc内置程序,定时轮流抽取每台设备的气氛,达到用一台红外分析仪150对多台设备氧探头110进行实时比对的功能。
51.本实施例中以炉体200为3个为例进行说明,将3个炉体200分别标记为1号、2号和3号,抽气泵180、抽气分流管133以及排气分流管137均为3个,3个抽气泵180中均处于打开状态,炉气通过抽气泵180一直抽往红外分析仪150,当轮巡到1号炉体200时,与1号炉体200对应的采样阀181接通,同时排空阀关闭,而其余炉体200的排空阀打开,使得1号炉体200抽出的炉气能够直接送往分析仪150,而其他炉体200抽出的炉气能够直接由排空阀排走;当巡检到2号炉体200时,与2号炉体200对应的采样阀181接通,同时排空阀关闭,其余炉体200的排空阀打开,3号炉体200采用类似策略。这样的有点是可以保证抽气汇流管131内一直是新鲜炉气,使得轮巡切换时分析仪150能够迅速地检测到实时的炉内气氛。
52.需要说明的是,此处轮巡设置以及采样时间可以在plc控制器170的触摸屏上进行设置。
53.在本实施例中,采样阀181和排气阀183均为电磁阀,具体地,采样阀181和排气阀183均与plc控制器170通信连接,从而在plc控制器170内置的控制程序控制下实现通断。当然,此处采样阀181和排气阀183也可以均为手动阀门,在巡检时手动通断。
54.在本实施例中,抽气汇流管131上依次设置有截止阀185、过滤器187和流量计189,过滤器187设置在截止阀185和分析仪150之间,流量计189设置在过滤器187和分析仪150之间。其中,截止阀185可以作为分析仪150的导通阀门,实现分析仪150功能的开启或关闭,过滤器187能够过滤掉炉气中的杂质颗粒,避免其堵塞分析仪150,而流量计189则可以检测炉气流量,从而及时发现管路堵塞情况,并合理地调整抽气泵180的功率,以使炉气流量在分析仪150的最佳分析流量区间中。
55.在本实施例中,plc控制器170包括相互电连接的计算模块171、比对模块173和控制模块175,计算模块171与氧探头110和分析仪150通信连接,用于计算得到第一碳势值和第二碳势值,比对模块173与报警器190通信连接,用于比对第一碳势值和第二碳势值并生成第一碳势值和第二碳势值的差值信号,控制模块175用于依据第一碳势值和/或第二碳势值生成控制信号。具体地,计算模块171内置有计算公式,通过该计算公式能够依据氧含量计算碳势,也能够通过co/co2含量来计算碳势,比对模块173即能够将第一碳势值和第二碳势值进行比对,从而实时监测炉气碳势。
56.需要说明的是,在正常情况下,第一碳势值和第二碳势值应当基本相同,此时说明氧探头110和分析仪150均处在正常工作状态下,当第一碳势值和第二碳势值的差值超过预设值时,则说明氧探头110或分析仪150处于异常状态,此时通过报警器190发出报警信号,提醒操作者进行检修。其中报警信号可以是声光信号。
57.进一步地,本实施例中炉气监测系统100还包括气氛控制装置160,气氛控制装置160与控制模块175通信连接,用于依据控制信号向炉体200内输入平衡气体,以平衡炉体200内的碳势。具体地,控制模块175内置有目标碳势值,此处控制信号可以依据第一碳势值或第二碳势值生成,也可以同时依据第一碳势值和第二碳势值的平均值生成,即通过pid控制手段,利用气氛控制装置160将炉体200内的碳势控制趋近目标碳势值。
58.在本实施例中,气氛控制装置160可以向炉体200内滴入c3h8来实现碳势的控制,其具体控制方式与结构可以参考现有技术中的碳势控制装置。
59.需要说明的是,此处当第一碳势值和第二碳势值差值过大超过预设值时,则及时停止气氛控制装置160的滴入步骤,并在检修后继续实行碳势控制。
60.还需要说明的是,本实施例中分析仪150可以是红外分析仪150器,本实施例中plc控制器170和红外分析仪150器均为现有设备,且其内部控制逻辑和程序均提前装备,例如可以为欧姆龙品牌的plc和fuji双通道红外分析仪150,其他品牌的plc及co/co2分析仪150也可以替代。
61.本实施例还提供了一种炉气监测方法,适用于如前述实施方式任一项的炉气监测系统100,该方法包括以下步骤:
62.s1:获取炉体200内的氧含量。
63.具体地,可以在炉体200内设置氧探头110,通过氧探头110来测量炉体200内的氧含量,并将氧含量的信息传递至plc控制器170。
64.s2:获取抽出的炉气中的co/co2含量。
65.具体地,可以在炉体200上开设取气口,并利用抽气泵180由取气口抽出炉气送往分析仪150,通过分析仪150来分析炉体200中co/co2含量,并将co/co2含量信息传递至plc控制器170。
66.s3:依据炉体200内的氧含量计算第一碳势值,并依据炉气中的co/co2含量计算第二碳势值。
67.具体地,plc控制器170内置有计算程序,能够通过plc控制器170直接计算第一碳势值和第二碳势值,并对第一碳势值和第二碳势值进行比对。
68.s4:在第一碳势值和第二碳势值的差值超过预设值时发出报警信号。
69.具体地,可以通过报警器190在第一碳势值和第二碳势值的差值超过预设值时发出报警信号,报警信号可以是声光信号。
70.本实施例提供的炉气监测系统100和方法,通过plc内部程序控制,能够实现单台或多台炉体200的实时氧探头110监控及报警。降低了操作者每次定碳的劳动强度及由此引发的风险(登高、高温烫伤),在本实施例中,操作者只需要设置采样周期及选择自动轮巡或是单台采样即可,且能够24小时连续监控。
71.综上所述,本实施例提供了一种炉气监测系统100和方法,通过氧探头110来检测炉体200内的氧含量,并利用抽气管130抽出炉体200内的炉气,分析仪150与抽气管130连接,用于测量抽出的炉气中的co/co2含量,再利用plc控制器170分别依据氧含量和co/co2含量来计算得到第一碳势值和第二碳势值,并依据第一碳势值和第二碳势值的差值来进行报警。本实施例通过在炉体200上开口,然后利用抽气管130将炉气送到分析仪150上,测量气氛中co/co2含量,通过内置在plc中的计算公式,算出炉内碳势,并可和氧探头110的测量值进行实时比对,如果两个值超差,可发出碳势控制异常,提醒操作者确认并及时处理,保证产品的正常控制。相较于现有技术,本实施例提供的炉气监测系统100和方法,能够通过两个碳势值的监测来实现对炉体200的实时监控,并在出现偏差时可以及时报警,及时发现碳势异常现象,且无需人工处理,即能够确保处理品的品质良好。
72.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。