1.本技术涉及全口义齿制备领域,尤其是涉及一种全口义齿及其制备方法。
背景技术:
2.全口义齿是对无牙颌患者的常规修复治疗方法。目前,全口义齿是采用人工材料替代缺失的上颌或下颌完整牙列及相关组织的可摘义齿修复体。
3.相关技术中的全口义齿由人工牙和基托两部分组成,靠义齿基托与无牙颌黏膜组织紧密贴合及边缘封闭产生的吸附力和大气压力,使义齿吸附在上下颌牙槽嵴上,恢复患者的缺损组织和面部外观,恢复咀嚼和发音功能,义齿基托覆盖下的黏骨膜和骨组织承担义齿的咬合压力。
4.目前,相关技术中全口义齿的人工牙包括金属牙、陶瓷牙、合成树脂牙、树脂复合牙等。其中,合成树脂牙以价廉物美占据消费市场主要地位,合成树脂牙主要由丙烯酸酯类聚合物制作而成,用于局部义齿和全口义齿的制作,替代牙列的缺损或缺失,构成人工牙列。申请人针对相关技术中全口义齿的人工牙进行研究发现相关技术方案存在以下缺陷:相关技术中的合成树脂牙表面硬度差强人意且耐磨耗性能偏低,导致合成树脂牙的使用寿命相对低,更换周期相对较短,致使消费者的使用成本相对较高,不利于被普通大众的经济水平所接受,合成树脂牙的消费市场、发展受到限制。
技术实现要素:
5.为了解决上述技术问题存在的合成树脂牙表面硬度差强人意且耐磨耗性能偏低,导致合成树脂牙的使用寿命相对低,更换周期相对较短,致使消费者的使用成本相对较高,不利于被普通大众的经济水平所接受,合成树脂牙的消费市场、发展受到限制,本技术提供了一种全口义齿及其制备方法。
6.第一方面,本技术提供的一种全口义齿,是通过以下技术方案得以实现的:一种全口义齿,包括基托和人工牙,所述人工牙主要是由以下原料制成:双酚a甲基丙烯酸缩水甘油酯、甲基丙烯酸磷酸酯、四氢苯酐thpa、多元醇组合物、着色剂、引发剂、填料组合物、偶联剂;所述填料组合物质量占人工牙总质量的38-45wt%;所述多元醇组合物主要是由乙二醇、新戊二醇、季戊四醇构成;所述填料组合物主要是由表面改性玻璃粉、微晶陶瓷粉、磷酸钙晶须、碳化硅晶须构成。
7.通过采用上述技术方案,可制备得到具有较高表面硬度且耐磨性、耐腐蚀性、生物相容性优良的人工齿,进而保证所制备得到的全口义齿具有生物相容性好,且硬度较高、耐磨性较好、使用寿命相对较久,延长更换周期,降低消费者的使用成本,利于被普通大众的经济水平所接受,突破合成树脂牙的消费市场、发展受到限制。
8.优选的,所述表面改性玻璃粉的制备方法,包括以下步骤:步骤一,将玻璃粉cmc-12s进行分级筛分,分级筛分得到粒径在1-5μm的玻璃粉cmc-12s;
步骤二,将步骤一中分级筛分得到的玻璃粉cmc-12s置于180-240℃下活化20-40min,备用;步骤三,将步骤二中完成活化的玻璃粉cmc-12s与去离子水以质量比1:(40-60)混合,调整ph值为5.5-6.2,在惰性气体保护下,加入1-乙基-(3-二甲基氨基丙基)碳化二亚胺盐酸盐和n-羟基琥珀酰亚胺,所述入1-乙基-(3-二甲基氨基丙基)碳化二亚胺盐酸盐和n-羟基琥珀酰亚胺的质量比为(1.6-1.8):1,滴加完成后,搅拌活化30-50min;步骤四,再加入30-45wt%的壳聚糖溶液,于300-500rpm下搅拌反应18-24h,然后调整ph值6.9-7.2,过滤,干燥,得表面改性玻璃粉。
9.通过采用上述技术方案,可制备得到易于分散于树脂基体且生物相容性较好的表面改性玻璃粉,进而保证本技术中制备的人工齿的表面硬度、耐磨性、耐腐蚀性、生物相容性。
10.优选的,表面改性玻璃粉的质量占填料组合物总质量的40-45%;所述微晶陶瓷粉的质量占填料组合物总质量的15-28%;所述磷酸钙晶须的质量占填料组合物总质量的8-20%;所述碳化硅晶须的质量占填料组合物总质量的0.5-2%。
11.通过采用上述技术方案,可改善本技术中制备的人工齿的表面硬度、耐磨性、耐腐蚀性、生物相容性。
12.优选的,所述表面改性玻璃粉、微晶陶瓷粉、磷酸钙晶须、碳化硅晶须的质量比为60:(23-26):(13-16):1;所述微晶陶瓷粉的平均粒径d90控制在0.5-5μm;所述磷酸钙晶须的直径为1-3μm,长径比控制在7-8。
13.通过采用上述技术方案,可进一步改善本技术中制备的人工齿的表面硬度、耐磨性、耐腐蚀性、生物相容性。
14.优选的,所述填料组合物的制备方法,包括以下步骤:步骤一,表面改性玻璃粉的制备;步骤二,表面改性玻璃粉、微晶陶瓷粉、磷酸钙晶须、碳化硅晶须按配比计量准确,备用;步骤三,配制表面处理液,表面处理液中含有3-5wt%的聚氧乙烯山梨糖醇酐单棕榈酸酯和1-3wt%的甲基丙烯酰氧基硅烷,将步骤二中表面改性玻璃粉、微晶陶瓷粉、磷酸钙晶须、碳化硅晶须加入配制的表面处理液中,超声分散下处理10-20min;步骤四,超声分散完成后,过滤沥干后,于20-40℃下风冷低温烘干,得成品填料组合物。
15.通过采用上述技术方案,制备得到易均匀分散于树脂基体的填料组合物,进而保证本技术制备的人工齿的论质量,且本技术中提供的填料组合物的制备方法相对简单,易于实现工业级生产加工。
16.优选的,所述双酚a甲基丙烯酸缩水甘油酯、甲基丙烯酸磷酸酯、四氢苯酐thpa的摩尔比为(2-4):1(0.5-1);所述乙二醇的摩尔量占多元醇组合物总摩尔量的65-80%,季戊四醇的摩尔量占多元醇组合物总摩尔量的10-15%,新戊二醇的摩尔量占多元醇组合物总摩尔量的10-20%。
17.通过采用上述技术方案,可进一步改善人工齿的耐热性、硬度、耐腐性。
18.优选的,所述着色剂为齿冠用染色树脂liteart、钛白粉、碳酸钙、铁红、铬黄、钛菁
蓝中的至少一种;所述偶联剂为异丙基二硬酯酰氧基铝酸脂搭配γ-甲基丙烯酰氧基丙基甲基二甲氧基硅烷、3-(2,3-环氧丙氧)丙基甲基二甲氧基硅烷、γ-氨丙基三甲氧基硅烷、甲基乙烯基二甲氧基硅烷中的至少一种。
19.通过采用上述技术方案,本技术中采用的偶联剂可使得填料组合物均匀分散于基体树脂内部进而保证本技术质量。本技术中采用的着色剂可调整人工齿的颜色,在保证人工齿性能的前提下,满足不同客户的需求。
20.优选的,所述人工牙的外周侧通过pvd物理气相沉积形成有复合增强镀层;所述复合增强镀层包括由内向外复合于人工牙外周侧的氮化钛镀层、ti6a
l7
nb镀层;所述氮化钛镀层的厚度控制在400-800nm;所述ti6a
l7
nb镀层的厚度控制在200-400nm。
21.本技术中通过氮化钛镀层可进一步改善人工齿的耐腐性、耐磨性和抗压力变形性能,且本技术中采用ti6a
l7
nb镀层可进一步改进人工齿的生物相容性、耐腐蚀性,进而提升整体的使用寿命。
22.第二方面,本技术提供的一种全口义齿的制备方法,是通过以下技术方案得以实现的:一种全口义齿的制备方法,包括以下步骤:步骤一,填料组合物的制备;步骤二,于0-10℃和氮气保护下,将双酚a甲基丙烯酸缩水甘油酯、甲基丙烯酸磷酸酯、四氢苯酐thpa、着色剂、偶联剂混合均匀,然后加入步骤一中的填料组合物,添加量为2-4g/min,搅拌转速300-500rpm;步骤三,填料组合物添加完成后,加入多元醇组合物和引发剂,搅拌均匀后,抽真空至压力60-80kpa,维持5-10min消除气泡,然后恢复常压,得人工齿组合物;步骤四,采用步骤三中的人工齿组合物进行模注固化形成半成品人工齿;步骤五,步骤四中的半成品人工齿进行表面尺寸打磨处理,得成品人工齿;步骤六,将步骤五中的成品人工齿安装于基托得全口义齿。
23.本技术的制备方法相对简单,便于工业化批量投产且人工齿具有生物相容性好且硬度较高、耐磨性较好、使用寿命相对较久的优点。
24.综上所述,本技术具有以下优点:1、本技术制备的人工齿具有生物相容性好且硬度较高、耐磨性较好、使用寿命相对较久的优点。
25.2、本技术制备得到的全口义齿具有生物相容性好,且硬度较高、耐磨性较好、使用寿命相对较久。
26.3、本技术的制备方法相对简单,便于工业化批量投产。
具体实施方式
27.以下结合对比例和实施例对本技术作进一步详细说明。
28.制备例制备例1表面改性玻璃粉是由玻璃粉cmc-12s、1-乙基-(3-二甲基氨基丙基)碳化二亚胺盐酸盐、n-羟基琥珀酰亚胺、壳聚糖制备而成。玻璃粉cmc-12s选择的是日本龙森高端玻璃粉
cmc-12s,经过后续分级筛分加工处理获得粒径在1-5μm的玻璃粉cmc-12s,以粒径在1-5μm的玻璃粉cmc-12s为基材玻璃粉进行表面改性处理,获得生物相容性较佳的表面改性玻璃粉。
29.表面改性玻璃粉的制备方法,包括以下步骤:步骤一,将玻璃粉cmc-12s置于微细分级机中进行分级筛分,通过微细分级机分级筛分得到粒径控制在1-5μm的玻璃粉cmc-12s,备用;步骤二,将步骤一中分级筛分得到的粒径控制在1-5μm的玻璃粉cmc-12s转运置马弗炉中,活化温度控制在240℃,活化30min,冷却备用;步骤三,取20g的步骤二中完成活化的玻璃粉cmc-12s,将20g玻璃粉cmc-12s与1kg去离子水混合,加入1wt%的醋酸溶液,调整ph值为6,然后通过氮气,在氮气保护下,加入1.6g的1-乙基-(3-二甲基氨基丙基)碳化二亚胺盐酸盐和1g的n-羟基琥珀酰亚胺,滴加完成后,以120rpm搅拌活化30min;步骤四,然后再加入30wt%的壳聚糖溶液,于300rpm下搅拌反应24h,完成搅拌反应后加入2wt%的naoh水溶液,调整ph值7,以200rpm搅拌3-5min,无纺布过滤,取得滤料置于烘箱中,于40-45℃干燥处理6h得表面改性玻璃粉。
30.制备例2填料组合物是由制备例1中的表面改性玻璃粉、微晶陶瓷粉、磷酸钙晶须、碳化硅晶须(cas:409-21-2)构成。表面改性玻璃粉的质量占填料组合物总质量的62%,微晶陶瓷粉的质量占填料组合物总质量的28%,磷酸钙晶须的质量占填料组合物总质量的8%,碳化硅晶须的质量占填料组合物总质量的2%。其中,微晶陶瓷粉的平均粒径d90控制在0.5-5μm,磷酸钙晶须的直径为1-3μm,长径比控制在7-8。
31.填料组合物的制备方法,包括以下步骤:步骤一,表面改性玻璃粉的制备,参见制备例1中的表面改性玻璃粉制备;步骤二,称量62g表面改性玻璃粉、28g微晶陶瓷粉、8g磷酸钙晶须、2g碳化硅晶须,备用;步骤三,配制1l的表面处理液,表面处理液中含有4wt%的聚氧乙烯山梨糖醇酐单棕榈酸酯和2wt%的甲基丙烯酰氧基硅烷,将步骤二中62g表面改性玻璃粉、28g微晶陶瓷粉、8g磷酸钙晶须、2g碳化硅晶须加入1l配制的表面处理液中,超声分散下处理20min;步骤四,超声分散完成后进行过滤沥干,将所得滤料转运至烘箱中,控制温度在20-25℃下风冷低温烘干4h,得成品填料组合物。
32.制备例3制备例3与制备例2的区别在于:表面改性玻璃粉的质量占填料组合物总质量的60%,微晶陶瓷粉的质量占填料组合物总质量的24%,磷酸钙晶须的质量占填料组合物总质量的15%,碳化硅晶须的质量占填料组合物总质量的1%。
33.制备例4制备例4与制备例2的区别在于:表面改性玻璃粉的质量占填料组合物总质量的60%,微晶陶瓷粉的质量占填料组合物总质量的23%,磷酸钙晶须的质量占填料组合物总质量的16%,碳化硅晶须的质量占填料组合物总质量的1%。
34.制备例5
制备例5与制备例2的区别在于:表面改性玻璃粉的质量占填料组合物总质量的60%,微晶陶瓷粉的质量占填料组合物总质量的26%,磷酸钙晶须的质量占填料组合物总质量的13%,碳化硅晶须的质量占填料组合物总质量的1%。
35.制备例6制备例6与制备例2的区别在于:表面改性玻璃粉的质量占填料组合物总质量的53%,微晶陶瓷粉的质量占填料组合物总质量的25%,磷酸钙晶须的质量占填料组合物总质量的20%,碳化硅晶须的质量占填料组合物总质量的2%。
36.制备例7制备例7与制备例2的区别在于:表面改性玻璃粉的质量占填料组合物总质量的85.8%,微晶陶瓷粉的质量占填料组合物总质量的10%,磷酸钙晶须的质量占填料组合物总质量的4%,碳化硅晶须的质量占填料组合物总质量的0.2%。
37.制备例8制备例8与制备例2的区别在于:表面改性玻璃粉的质量占填料组合物总质量的40%,微晶陶瓷粉的质量占填料组合物总质量的32%,磷酸钙晶须的质量占填料组合物总质量的25%,碳化硅晶须的质量占填料组合物总质量的3%。实施例
38.实施例1本技术公开的一种全口义齿,包括基托和固定连接于基托的人工牙。其中,人工牙主要是由以下原料制成:双酚a甲基丙烯酸缩水甘油酯、甲基丙烯酸磷酸酯、四氢苯酐thpa、多元醇组合物、着色剂、引发剂、填料组合物、偶联剂。
39.双酚a甲基丙烯酸缩水甘油酯、甲基丙烯酸磷酸酯、四氢苯酐thpa的摩尔比为(2-4):1(0.5-1)。填料组合物质量占人工牙总质量的38-45wt%。填料组合物主要是由表面改性玻璃粉、微晶陶瓷粉、磷酸钙晶须、碳化硅晶须构成。多元醇组合物是由乙二醇、新戊二醇、季戊四醇复配构成。乙二醇的摩尔量占多元醇组合物总摩尔量的65-80%,季戊四醇的摩尔量占多元醇组合物总摩尔量的10-15%,新戊二醇的摩尔量占多元醇组合物总摩尔量的10-20%。着色剂为齿冠用染色树脂liteart、钛白粉、碳酸钙、铁红、铬黄、钛菁蓝中的至少一种。偶联剂为异丙基二硬酯酰氧基铝酸脂搭配γ-甲基丙烯酰氧基丙基甲基二甲氧基硅烷、3-(2,3-环氧丙氧)丙基甲基二甲氧基硅烷、γ-氨丙基三甲氧基硅烷、甲基乙烯基二甲氧基硅烷中的至少一种。
40.本实施例中双酚a甲基丙烯酸缩水甘油酯、甲基丙烯酸磷酸酯、四氢苯酐thpa的摩尔比为3:1:1。多元醇组合物是由乙二醇、新戊二醇、季戊四醇复配构成,乙二醇的摩尔量占多元醇组合物总摩尔量的80%,季戊四醇的摩尔量占多元醇组合物总摩尔量的10%,新戊二醇的摩尔量占多元醇组合物总摩尔量的10%。
41.本实施例中人工牙主要是由以下重量份的原料制成:370.55份双酚a甲基丙烯酸缩水甘油酯(sigma-aldrich化学,ar级)、41.62份甲基丙烯酸磷酸酯(cas号:52628-03-2)、30.43份四氢苯酐thpa(cas:935-79-5)、260.69份乙二醇、83.32份新戊二醇、136.15份季戊四醇、20份的三羟甲基乙烷三(甲基)丙烯酸酯、50份钛白粉、0.6份过氧化苯甲酰bpo、560份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
42.一种全口义齿的制备方法,包括以下步骤:
步骤一,填料组合物的制备,参见制备例2;步骤二,于0-4℃和氮气保护下,将双酚a甲基丙烯酸缩水甘油酯、甲基丙烯酸磷酸酯、四氢苯酐thpa、着色剂、异丙基二硬酯酰氧基铝酸、甲基乙烯基二甲氧基硅烷混合均匀,然后加入步骤一中的填料组合物,添加量为3.6g/min,维持搅拌转速400rpm;步骤三,填料组合物添加完成后,加入乙二醇、新戊二醇、季戊四醇和过氧化苯甲酰bpo,搅拌均匀后,抽真空至压力75kpa,维持6min消除气泡,然后恢复常压,得人工齿组合物;步骤四,将步骤三中的人工齿组合物注入成型模具中,进行模注固化处理,第一段反应温度控制在30-32℃之间,反应产生的热量采用夹套换热消除,第一段反应时间6小时,第二段反应温度控制在35-35.5℃之间,反应产生的热量采用夹套换热消除,第二段反应时间16小时,第三段反应温度控制在42-42.5℃之间,第三段反应时间3小时,当第三段反应结束后测定样品中丙烯酸基团的含量,低于0.2%则得半成品人工齿,若高于0.2%继续反应至丙烯酸基团的含量低于0.2%得半成品人工齿;步骤五,步骤四中的半成品人工齿进行表面尺寸打磨处理,得成品人工齿;步骤六,将步骤五中的成品人工齿安装于基托得全口义齿。
43.实施例2实施例2与实施例1的区别在:人工牙主要是由以下重量份的原料制成:370.55份双酚a甲基丙烯酸缩水甘油酯、41.62份甲基丙烯酸磷酸酯、20份的三羟甲基乙烷三(甲基)丙烯酸酯、30.43份四氢苯酐thpa、297.93份乙二醇、62.49份新戊二醇、81.69份季戊四醇、50份钛白粉、0.6份过氧化苯甲酰bpo、600份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
44.实施例3实施例3与实施例1的区别在:人工牙主要是由以下重量份的原料制成:370.55份双酚a甲基丙烯酸缩水甘油酯、41.62份甲基丙烯酸磷酸酯、30.43份四氢苯酐thpa、260.69份乙二醇、83.32份新戊二醇、136.15份季戊四醇、20份的三羟甲基乙烷三(甲基)丙烯酸酯、50份钛白粉、0.6份过氧化苯甲酰bpo、620份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
45.实施例4实施例4与实施例1的区别在:人工牙主要是由以下重量份的原料制成:256.30份双酚a甲基丙烯酸缩水甘油酯、52.03份甲基丙烯酸磷酸酯、38.04份四氢苯酐thpa、260.69份乙二醇、83.32份新戊二醇、136.15份季戊四醇、20份的三羟甲基乙烷三(甲基)丙烯酸酯、50份钛白粉、0.6份过氧化苯甲酰bpo、620份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
46.实施例5实施例5与实施例1的区别在:人工牙主要是由以下重量份的原料制成:372.65份双酚a甲基丙烯酸缩水甘油酯、
37.86份甲基丙烯酸磷酸酯、13.85份四氢苯酐thpa、260.69份乙二醇、83.32份新戊二醇、136.15份季戊四醇、20份的三羟甲基乙烷三(甲基)丙烯酸酯、50份钛白粉、0.6份过氧化苯甲酰bpo、590份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
47.实施例6实施例6与实施例1的区别在:人工牙主要是由以下重量份的原料制成:370.55份双酚a甲基丙烯酸缩水甘油酯、41.62份甲基丙烯酸磷酸酯、30.43份四氢苯酐thpa、260.69份乙二醇、83.32份新戊二醇、136.15份季戊四醇、20份的三羟甲基乙烷三(甲基)丙烯酸酯、50份钛白粉、0.6份过氧化苯甲酰bpo、570.22份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
48.实施例7实施例7与实施例1的区别在:人工牙主要是由以下重量份的原料制成:50.44份双酚a甲基丙烯酸缩水甘油酯、41.62份甲基丙烯酸磷酸酯、30.43份四氢苯酐thpa、260.69份乙二醇、83.32份新戊二醇、136.15份季戊四醇、20份的三羟甲基乙烷三(甲基)丙烯酸酯、50份钛白粉、0.6份过氧化苯甲酰bpo、761.2份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
49.实施例8实施例8与实施例1的区别在:制备例2中的填料组合物替换为制备例3中的填料组合物。
50.实施例9实施例9与实施例1的区别在:制备例2中的填料组合物替换为制备例4中的填料组合物。
51.实施例10实施例10与实施例1的区别在:制备例2中的填料组合物替换为制备例5中的填料组合物。
52.实施例11实施例11与实施例1的区别在:制备例2中的填料组合物替换为制备例6中的填料组合物。
53.实施例12实施例12与实施例1的区别在:一种全口义齿的制备方法,包括以下步骤:步骤一,填料组合物的制备,参见制备例2;步骤二,于0-4℃和氮气保护下,将双酚a甲基丙烯酸缩水甘油酯、甲基丙烯酸磷酸酯、四氢苯酐thpa、着色剂、异丙基二硬酯酰氧基铝酸、甲基乙烯基二甲氧基硅烷混合均匀,然后加入步骤一中的填料组合物,添加量为3.6g/min,维持搅拌转速400rpm;步骤三,填料组合物添加完成后,加入乙二醇、新戊二醇、季戊四醇和过氧化苯甲酰bpo,搅拌均匀后,抽真空至压力75kpa,维持6min消除气泡,然后恢复常压,得人工齿组合
物;步骤四,将步骤三中的人工齿组合物注入成型模具中,进行模注固化处理,第一段反应温度控制在30-32℃之间,反应产生的热量采用夹套换热消除,第一段反应时间6小时,第二段反应温度控制在35-35.5℃之间,反应产生的热量采用夹套换热消除,第二段反应时间16小时,第三段反应温度控制在42-42.5℃之间,第三段反应时间3小时,当第三段反应结束后测定样品中丙烯酸基团的含量,低于0.2%则得半成品人工齿,若高于0.2%继续反应至丙烯酸基团的含量低于0.2%得半成品人工齿;步骤五,步骤四中的半成品人工齿进行表面尺寸打磨处理,然后人工牙的外周侧通过pvd物理气相沉积形成有600nm氮化钛镀层、400nmti6a
l7
nb镀层,即人工牙的外周侧形成有复合增强镀层,得成品人工齿;步骤六,将步骤五中的成品人工齿安装于基托得全口义齿。
54.对比例对比例1对比例1与实施例1的区别在:人工牙主要是由以下重量份的原料制成:307.55份双酚a甲基丙烯酸缩水甘油酯、41.62份甲基丙烯酸磷酸酯、30.43份四氢苯酐thpa、335.17份乙二醇、31.25份新戊二醇、40.85份季戊四醇、20份的三羟甲基乙烷三(甲基)丙烯酸酯、50份钛白粉、0.6份过氧化苯甲酰bpo、640份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
55.对比例2对比例2与实施例1的区别在:人工牙主要是由以下重量份的原料制成:307.55份双酚a甲基丙烯酸缩水甘油酯、41.62份甲基丙烯酸磷酸酯、30.43份四氢苯酐thpa、223.44份乙二醇、112.48份新戊二醇、179.72份季戊四醇、20份的三羟甲基乙烷三(甲基)丙烯酸酯、50份钛白粉、0.6份过氧化苯甲酰bpo、640份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
56.对比例3对比例3与实施例1的区别在:人工牙主要是由以下重量份的原料制成:255.54份双酚a甲基丙烯酸缩水甘油酯、58.27份甲基丙烯酸磷酸酯、42.6份四氢苯酐thpa、260.69份乙二醇、83.32份新戊二醇、136.15份季戊四醇、20份的三羟甲基乙烷三(甲基)丙烯酸酯、50份钛白粉、0.6份过氧化苯甲酰bpo、560份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
57.对比例4对比例4与实施例1的区别在:人工牙主要是由以下重量份的原料制成:435.70份双酚a甲基丙烯酸缩水甘油酯、20.81份甲基丙烯酸磷酸酯、7.61份四氢苯酐thpa、260.69份乙二醇、83.32份新戊二醇、136.15份季戊四醇、20份的三羟甲基乙烷三(甲基)丙烯酸酯、50份钛白粉、0.6份过氧化苯甲酰bpo、560份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
58.对比例5对比例5与实施例1的区别在:人工牙主要是由以下重量份的原料制成:410.07份双酚a甲基丙烯酸缩水甘油酯、41.62份甲基丙烯酸磷酸酯、260.69份乙二醇、83.32份新戊
二醇、136.15份季戊四醇、20份的三羟甲基乙烷三(甲基)丙烯酸酯、50份钛白粉、0.6份过氧化苯甲酰bpo、560份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
59.对比例6对比例6与实施例1的区别在:人工牙主要是由以下重量份的原料制成:410.07份双酚a甲基丙烯酸缩水甘油酯、30.43份四氢苯酐thpa、260.69份乙二醇、83.32份新戊二醇、136.15份季戊四醇、50份钛白粉、0.6份过氧化苯甲酰bpo、560份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
60.对比例7对比例7与实施例1的区别在:人工牙主要是由以下重量份的原料制成:512.6份双酚a甲基丙烯酸缩水甘油酯、260.69份乙二醇、83.32份新戊二醇、136.15份季戊四醇、20份的三羟甲基乙烷三(甲基)丙烯酸酯、50份钛白粉、0.6份过氧化苯甲酰bpo、560份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
61.对比例8对比例8与实施例1的区别在:人工牙主要是由以下重量份的原料制成:307.55份双酚a甲基丙烯酸缩水甘油酯、41.62份甲基丙烯酸磷酸酯、30.43份四氢苯酐thpa、260.69份乙二醇、83.32份新戊二醇、136.15份季戊四醇、20份的三羟甲基乙烷三(甲基)丙烯酸酯、50份钛白粉、0.6份过氧化苯甲酰bpo、360份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
62.对比例9对比例9与实施例1的区别在:人工牙主要是由以下重量份的原料制成:307.55份双酚a甲基丙烯酸缩水甘油酯、41.62份甲基丙烯酸磷酸酯、30.43份四氢苯酐thpa、260.69份乙二醇、83.32份新戊二醇、136.15份季戊四醇、20份的三羟甲基乙烷三(甲基)丙烯酸酯、50份钛白粉、0.6份过氧化苯甲酰bpo、800份制备例2中的填料组合物、12份异丙基二硬酯酰氧基铝酸、8份甲基乙烯基二甲氧基硅烷。
63.对比例10对比例10与实施例1的区别在:制备例2中的填料组合物替换为制备例7中的填料组合物。
64.对比例11对比例11与实施例1的区别在:制备例2中的填料组合物替换为制备例8中的填料组合物。
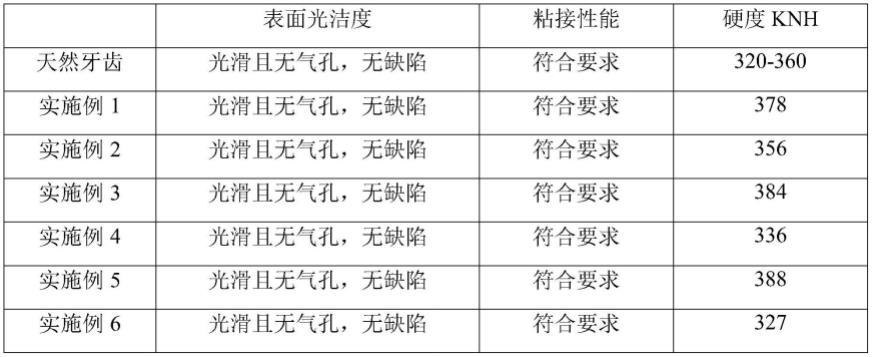
65.性能检测试验检测方法/试验方法1、表面光洁度测试:目力观察,人工牙齿的表面应光滑、有光泽、无气孔、无孔隙、无缺陷(磨削、粗糙的研磨痕迹或肉眼可见的杂质)。
66.2、人工齿与义齿基托聚合物的粘接性能:符合yy 0270.1-2011《牙科学基托聚合物第1部分:义齿基托聚合物》的热凝型义齿基托聚合物(ⅰ型)粘接牢固。按照规定的试验方法检验,6个试样中,至少有5个试样的盖嵴部位与义齿基托聚合物粘接牢固。
67.3、人工齿的硬度测量采用努氏压痕法。
68.4、人工齿的力学强度测试:断裂韧性的测定根据astm e399-90标准测定。
69.弯曲强度和弯曲模量测试,将树脂加入到尺寸为2mm*2mm*25mm的钢制模具中,并在模具两端用透明的聚酯薄膜作底衬,然后用载玻片压实、固定,用固化灯光照3分钟后取出样条,每组树脂体系各制备16根样条。取其中8根样条直接测定其弯曲强度和模量,把剩下的8根样条浸没在30ml的去离子水中,放置在37℃的恒温箱中,浸泡至样条质量稳定不变后才从水中取出测定浸水后样条的弯曲强度和模量。通过万能材料试验机对样条进行三点弯曲测试,设置压头速率为1.0mm/min,跨度为20mm。
70.弯曲强度(fs)的计算公式:弯曲模量(fm)的计算公式:式中,pm为样条弯曲时受到的最大载荷(n),i为样条的跨度(20mm),w为样条的宽度,h为样条的厚度,d为样条的挠度。
71.数据分析表1是实施例1-12和对比例1-11的检测参数
结合实施例1-12和对比例1-11并结合表1可以看出,实施例1-12中制备的人工牙的表面光洁度好,与基托粘结稳定性好,且硬度稍高于天然牙,具有较高的硬度,耐磨性相对较好,使用寿命相对较久。
72.结合实施例1-12和对比例1-11并结合表1可以看出,实施例1-3与对比例1-2对比可知,乙二醇的摩尔量占多元醇组合物总摩尔量的65-80%,季戊四醇的摩尔量占多元醇组合物总摩尔量的10-15%,新戊二醇的摩尔量占多元醇组合物总摩尔量的10-20%,所制备的人工牙具有较高的硬度,耐磨性相对较好,使用寿命相对较久。
73.结合实施例1-12和对比例1-11并结合表1可以看出,实施例1和实施例4-5与对比例3-7对比可知,双酚a甲基丙烯酸缩水甘油酯甲基丙烯酸磷酸酯、四氢苯酐thpa的摩尔比为(2-4):1(0.5-1)所制备的人工牙具有较高的硬度,耐磨性相对较好,使用寿命相对较久。
74.结合实施例1-12和对比例1-11并结合表1可以看出,实施例1和实施例6-7与对比例8-9对比可知,填料组合物质量占人工牙总质量的38-45wt%,所制备的人工牙具有较高的硬度,耐磨性相对较好,使用寿命相对较久且生产成本相对较低。
75.结合实施例1-12和对比例1-11并结合表1可以看出,实施例1、8-11和对比例10-11对比可知,表面改性玻璃粉的质量占填料组合物总质量的38-45%,微晶陶瓷粉的质量占填料组合物总质量的15-28%,磷酸钙晶须的质量占填料组合物总质量的8-20%,碳化硅晶须的质量占填料组合物总质量的0.5-2%,所制备的人工牙具有较高的硬度,耐磨性相对较好,使用寿命相对较久。本技术中优先方案是表面改性玻璃粉、微晶陶瓷粉、磷酸钙晶须、碳化硅晶须的质量比为60:(23-26):(13-16):1。
76.表2是是实施例1-12和对比例1-11的力学检测参数11的力学检测参数结合实施例1-12和对比例1-11并结合表2可以看出,实施例1-12中制备的人工牙具有较高的力学性能,耐磨性相对较好且抗断裂韧性较佳,使用寿命相对较久。
77.结合实施例1-12和对比例1-11并结合表2可以看出,实施例1-3与对比例1-2对比可知,乙二醇的摩尔量占多元醇组合物总摩尔量的65-80%,季戊四醇的摩尔量占多元醇组合物总摩尔量的10-15%,新戊二醇的摩尔量占多元醇组合物总摩尔量的10-20%,所制备的人工牙的力学性能、抗断裂韧性较佳。且实施例1和实施例4-5与对比例3-7对比可知,双酚a甲基丙烯酸缩水甘油酯甲基丙烯酸磷酸酯、四氢苯酐thpa的摩尔比为(2-4):1(0.5-1)所制备的人工牙力学性能、抗断裂韧性较佳。
78.结合实施例1-12和对比例1-11并结合表2可以看出,实施例1和实施例6-7与对比例8-9对比可知,填料组合物质量占人工牙总质量的38-45wt%,所制备的人工牙力学性能、
抗断裂韧性较佳。且实施例1、8-11和对比例10-11对比可知,表面改性玻璃粉的质量占填料组合物总质量的38-45%,微晶陶瓷粉的质量占填料组合物总质量的15-28%,磷酸钙晶须的质量占填料组合物总质量的8-20%,碳化硅晶须的质量占填料组合物总质量的0.5-2%,所制备的人工牙具有较高的硬度,耐磨性相对较好,使用寿命相对较久。本技术中优先方案是表面改性玻璃粉、微晶陶瓷粉、磷酸钙晶须、碳化硅晶须的质量比为60:(23-26):(13-16):1。
79.综上所述,结合实施例1-12和对比例1-11并结合表1-2可以看出,实施例1-12中制备的人工牙具有较高的硬度,耐磨性相对较好,且具有较高的力学性能,抗断裂韧性较佳,生物相容性较好,使用寿命相对较久。
80.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
