1.本发明涉及一种非织造布生产机械领域,尤其是涉及一种在线清理纤维细丝的压辊机及方法。
背景技术:
2.纺粘熔喷复合非织造布生产过程中,长丝纤维随机铺设在传动网帘上时,蓬松的纤维层需要经过最终的热轧固结才能成布。热轧固结工艺可描述为一个表面光滑的辊筒(后文简称光辊)和一个表面带有凸点纹的辊筒(后文简称花辊)相互配合对蓬松的纤维层进行轧制。由于花辊的表面设有大量压花凸点,局部布面偏薄导致轧制不充分,纤维细丝质量轻盈和静电等因素,轧制后的纤维布面上的局部纤维细丝偶尔会被花辊表面带起并脱离布面,单根或者局部几根细丝在花辊上发生缠绕,很容易就诱发更严重的纤维布面缠绕辊筒。由于工作过程中热轧机转速快,从纤维细丝缠辊到发生大面积纤维布面缠辊的时间间隔非常短,人工难以及时发现并干预,最终被迫停止整机设备运行,甚至造成设备损坏。目前行业内的做法是对花辊外表面进行打磨,尽量减少毛刺等干扰,该做法的确能取得较好的效果,但是在海量的凹凸结构中打磨毛刺,又不伤及凸点尺寸精度,使得加工成本高,操作难度大。
技术实现要素:
3.本发明的目的是克服现有技术的不足,提供一种在线清理纤维细丝的压辊机及方法,通过在压辊机进行轧制过程中同时进行喷嘴的气流喷射,避免辊筒表面粘附剥离的纤维细丝,从而保证不产生更大范围的纤维布面缠绕,在使压辊机能够长时间稳定运行的前提下,降低了原先处理时的成本投入,并且无需人工参与。
4.本发明采用以下技术方案:一种在线清理纤维细丝的方法,包括以下步骤:
5.s1、在压辊机上设置的上辊和下辊之间穿过纤维层,上辊和下辊转向相反、线速度相同,并且夹持纤维层;
6.s2、在上辊的输出侧设置喷嘴,喷嘴对外连接气源,喷嘴的出气口对应上辊与纤维层的接触区域;
7.s3、压辊机在运行时纤维层输送经过上辊和下辊,由上辊和下辊转动对纤维层进行轧制成非织造布;
8.s4、在s3进行时同时启动气源,令喷嘴向着上辊与纤维层的接触区域持续或间歇性喷射高速气流。
9.作为一种改进,上辊为表面带有凸点纹的辊筒,下辊为表面光滑的辊筒。
10.作为一种改进,喷嘴的出气口正对上辊的下沿。
11.一种在线清理纤维细丝的压辊机,包括上辊和下辊,上辊和下辊上下设置并从两者之间穿过纤维层进行轧制,上辊和下辊在纤维层的输出侧上方设置有喷嘴,喷嘴对外连接气源,供纤维层在输出侧输出时,对上辊和纤维层接触区域喷气避免纤维粘附。
12.作为一种改进,喷嘴设置为左右两组喷嘴,两组喷嘴分别位于纤维层宽度方向的左右两端,令喷气位置处于纤维层宽度方向的左右两端。
13.作为一种改进,喷嘴为数量大于二的多组,多组喷嘴沿着纤维层的宽度方向间隔的排列,令喷气位置覆盖纤维层的宽度。
14.作为一种改进,喷嘴的口部呈片状,片状的口部宽度覆盖纤维层的宽度,令喷气位置覆盖纤维层的宽度。
15.作为一种改进,喷嘴后部连接柔性气管,柔性气管的进气口对外连接气源,喷嘴通过柔性气管布置于输出侧上方,并进行朝向的调整。
16.作为一种改进,压辊机还包括机架,机架上设置液压缸,液压缸连接下辊并通过液压缸驱动下辊进行上下位置调整;机架上设置运动组件,运动组件连接上辊并通过运动组件驱动上辊活动,液压缸和运动组件驱动上辊和下辊接触夹持纤维层。
17.本发明的有益效果:通过在上辊的输出侧设置持续或间歇性喷出高速气流的喷嘴,通过喷嘴喷出的气流将未轧制充分的少量纤维在粘附辊筒并发生脱离的一瞬间吹离辊筒,将缠辊消灭在萌芽阶段,降低了大范围缠辊的风险,提升了设备运行稳定性,使压辊机能够长时间稳定运行;依靠本发明的方法完成前期调试之后,设备和各机构的启停可通过控制模块自动实现,实现了无人化在线纤维清理功能,规避了人为操作的风险,同时也避免了传统的停机清理工作。
附图说明
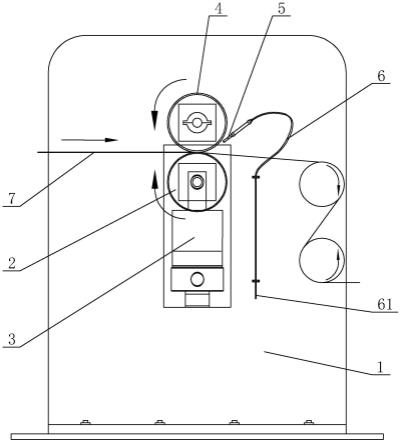
18.图1是本发明的压辊机的向视结构示意图。
19.图2是本发明的喷嘴第一种实施方式的立体结构示意图。
20.图3是本发明的喷嘴第二种实施方式的立体结构示意图。
21.图4是本发明的喷嘴第三种实施方式的立体结构示意图。
具体实施方式
22.以下结合附图对本发明的具体实施例做详细说明。
23.如图1、2、3、4所示,为本发明在线清理纤维细丝的压辊机及方法的具体实施例。
24.一种在线清理纤维细丝的方法,包括以下步骤:
25.s1、在压辊机上设置的上辊4和下辊2之间穿过纤维层7,上辊4和下辊2转向相反、线速度相同,并且夹持纤维层7;
26.s2、在上辊4的输出侧设置喷嘴5,喷嘴5对外连接气源,喷嘴5的出气口对应上辊4与纤维层7的接触区域;
27.s3、压辊机在运行时纤维层7输送经过上辊4和下辊2,由上辊4和下辊2转动对纤维层7进行轧制成非织造布;
28.s4、在s3进行时同时启动气源,令喷嘴5向着上辊4与纤维层7的接触区域持续或间歇性喷射高速气流。
29.本发明的方法在实施时,工作人员先行调试压辊机,根据所要轧制成的非织造布规格性质,在纤维层7布置好在输送位置后,调试好上辊4和下辊2的夹持线压力,从而较好地控制固结轧制工艺;蓬松的纤维层7由转向相反、线速度相同的上辊4和下辊2进行轧制,
纤维层7在轧制之后会形成更为紧实稳定、强度更高的非织造布;期间由于蓬松纤维层7存在大量松散的轻盈纤维,经过上辊4和下辊2轧制时,较薄的纤维层7无法轧制充分,导致部分纤维跟随上辊4一起运动,脱离纤维层7,进而快速增加缠辊的风险。通过在纤维层7输出侧上方设置的喷嘴5,通过气源持续或间歇性的令喷嘴5喷射高速气流,气流对应到上辊4和纤维层7接触区,通过喷嘴5喷出的气流将未轧制充分的少量纤维在粘附上辊4并发生脱离的一瞬间吹离上辊4,将缠辊消灭在萌芽阶段,使压辊机能够长时间稳定运行。依靠本发明方法的前两步步骤完成前期调试之后,后两步步骤中设备和各机构的启停可通过控制模块自动实现,实现了无人化在线纤维清理功能,规避了人为操作的风险,同时也避免了传统的停机清理工作,人力成本和设备成本均能得到有效的降低,并且规避了出错的可能性。
30.作为一种改进的具体实施方式,上辊4为表面带有凸点纹的辊筒,下辊2为表面光滑的辊筒。
31.具体实施时,下辊2提供光滑面起到一定的支撑功能,上辊4的凸点纹具体实现与下辊2配合轧制纤维层7的功能,并且匹配上喷嘴5对应上辊4去避免纤维粘附,能够更好的实现整体功能。
32.作为一种改进的具体实施方式,喷嘴5的出气口正对上辊4的下沿。
33.如图1-4所示,优选为对准上辊4出布侧的下沿,即上辊4和纤维层7将要分离的位置,该处如果出现粘附能够由喷射的高速气流直接完成分离。
34.一种在线清理纤维细丝的压辊机,包括上辊4和下辊2,上辊4和下辊2上下设置并从两者之间穿过纤维层7进行轧制,上辊4和下辊2在纤维层7的输出侧上方设置有喷嘴5,喷嘴5对外连接气源,供纤维层7在输出侧输出时,对上辊4和纤维层7接触区域喷气避免纤维粘附,其意识结构可参考图1。
35.作为一种改进的具体实施方式,喷嘴5为左右两组,两组喷嘴5分别位于纤维层7宽度方向的左右两端,令喷气位置处于纤维层7宽度方向的左右两端。
36.如图2所示,在实际输送轧制过程中,在纤维层7的两侧普遍较其他位置的纤维层7偏薄,两侧偏薄的纤维层7无法轧制充分,导致两侧部分纤维跟随上辊4一起运动,脱离纤维层7,进而更快速的增加缠辊的风险。为了解决该问题,在第一种实施方式下,在上辊4的出布方向、纤维层7的两侧分别设置持续或间歇性喷射高速气流的喷嘴5,可以令最为薄弱的两侧位置不会发生缠辊的情况,进而保证整体纤维层7粘附上辊4的情况不会发生。该种实施方式下设置成本最低,可更好的控制设备成本,并且能够大大降低缠辊的风险。
37.作为一种改进的具体实施方式,喷嘴5为数量大于二的多组,多组喷嘴5沿着纤维层7的宽度方向间隔的排列,令喷气位置覆盖纤维层7的宽度。
38.如图3所示,在该第二种实施方式下,依靠多组喷嘴5在宽度方向排列分布,从而覆盖整体的纤维层7宽度,能够对所有位置的纤维进行气流的喷射,完全避免纤维层7宽度所有位置与上辊4粘附的可能。
39.作为一种改进的具体实施方式,喷嘴5的口部呈片状,片状的口部宽度覆盖纤维层7的宽度,令喷气位置覆盖纤维层7的宽度。
40.如图4所示,在该第三种实施方式下,依靠喷嘴5片状的口部在宽度方向覆盖整体的纤维层7宽度,能够对所有位置的纤维进行气流的喷射,完全避免纤维层7宽度所有位置与上辊4粘附的可能。
41.作为一种改进的具体实施方式,喷嘴5的后部连接柔性气管6,柔性气管6的进气口61对外连接气源,喷嘴5通过柔性气管6布置于输出侧上方,并进行朝向的调整。
42.如图1所示,依靠柔性气管6,可以灵活的在压辊机的机架1上布置和固定,可根据机架1的具体空间贴壁安装或调整,从而可以更好的向下延伸布置进气口61从而对外进行气源的连接,便于空间的利用和布局;并且柔性气管6便于灵活的调整喷嘴5的朝向,进而在上辊4、下辊2以及纤维层7在进行调整后,灵活调整喷嘴5的朝向来使出气口对准所需的准确位置。
43.作为一种改进的具体实施方式,压辊机包括有机架1,机架1上设置液压缸3,液压缸3连接下辊2并通过液压缸3驱动下辊2进行上下位置调整;上设置运动组件,运动组件连接上辊4并通过运动组件驱动上辊4活动,液压缸3和运动组件驱动上辊4和下辊2接触夹持纤维层7。
44.如图1所示,机架1为压辊机的主体承载结构,供部件进行容纳安装;液压缸3为液压驱动装置,通过控制液压缸3的推杆高度,可以实现对下辊2进行高度调节,在下辊2下降与上辊4分离后,可进行纤维层7的调试以及上辊4、下辊2的维护;运动组件包含驱动上辊4接触或脱离下辊2的动力装置及执行该动作所需要的所有运动部件。运动组件保证上辊4与下辊2接触,并与下辊2转向相反,两者相互配合实现对蓬松纤维层7的固结轧制;在调节液压缸3改变下辊2压向上辊4的线压力时,实现较好地控制固结轧制工艺。
45.以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
