1.本发明涉及可穿戴设备技术领域,更具体地,涉及一种智能头戴设备的壳体、智能头戴设备的壳体的制备方法以及具有该智能头戴设备的壳体的智能头戴设备。
背景技术:
2.近年来,随着虚拟现实产业的不断发展,该技术逐步深入到人们的工作和生活中,例如,年轻人利用虚拟现实vr头盔观影、玩游戏甚至畅游外太空,工厂利用ar眼镜进行远程装配,偏远山区的学生通过vr探索大山外的世界,医学院学生利用混合现实mr进行手术模拟实践等等,不断催生制造、教育、医疗、文娱等领域新场景和新业态,其应用领域广阔,市场潜力巨大。ar技术应用的一个主要障碍是产品重量所导致的用户佩戴不适感。因此,在保证性能的条件下,采用轻量化材料,满足佩戴舒适性和稳定性,成了ar结构件选材和设计的刚性需求。
3.与传统的塑料相比,连续碳纤维增强树脂基复合材料具备优异的比刚性和比强度,大量实践证明,连续碳纤维增强树脂基复合材料能有效地达到减重的目的,可以实现产品的轻薄化设计,从而被用于ar/vr外壳设计中。但连续性碳纤维复合材料为高能耗中间原料,其生产工艺链长,成本较高,并且难以实现内部复杂结构的成型,生产效率低,难以推广使用。
技术实现要素:
4.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明的一个目的在于提出一种智能头戴设备的壳体,该壳体具有强度高、质量轻的优点。
5.本发明的另一个目的在于提供上述智能头戴设备的壳体的制备方法。
6.本发明的再一个目的在于提供上述智能头戴设备的壳体组成的智能头戴设备。
7.为了实现以上目的,本发明提供了以下技术方案。
8.根据本发明第一方面实施例的智能头戴设备的壳体,所述壳体的至少一部分形成为减重框架,所述减重框架包括减重内壳和减重外壳,所述减重外壳至少由非连续长纤增强热固树脂复合材料制成,所述减重内壳由短纤增强热固树脂复合材料、短纤增强热塑树脂复合材料和热塑树脂中的至少一种制成。
9.根据本发明的一些实施例,所述非连续长纤增强热固树脂复合材料由非连续长纤碳纤维与热固树脂复合而成,所述非连续长纤碳纤维的纤维长度为10mm~1000mm。
10.根据本发明的一些实施例,所述热固树脂为环氧树脂、酚醛树脂、脲醛树脂、三聚氰胺-甲醛树脂、不饱和树脂、聚氨酯和聚酰亚胺中的至少一种。
11.根据本发明的一些实施例,所述短纤增强热固树脂复合材料由短纤增强材料与热固树脂复合而成,所述短纤增强热塑树脂复合材料由短纤增强材料与热塑树脂复合而成,所述短纤增强材料的纤维长度为1mm~5mm。
12.根据本发明的一些实施例,所述短纤增强材料为玻璃纤维、碳纤维、芳纶纤维和聚
丙烯纤维中的至少一种。
13.根据本发明的一些实施例,所述热塑树脂为pe-聚乙烯、pp-聚丙烯、ps-聚苯乙烯、pa-聚酰胺、pom-聚甲醛、pc-聚碳酸酯、聚苯醚、聚砜和pc/abs合金中的至少一种。
14.根据本发明的一些实施例,所述壳体整体形成为所述减重框架。
15.根据本发明第二方面实施例的智能头戴设备的壳体的制备方法,包括以下步骤:选择非连续长纤碳纤维热固树脂复合材料预浸料和短纤增强热固树脂复合材料预浸料作为基材;裁切所述短纤增强热固树脂复合材料预浸料;将裁切的所述短纤增强热固树脂复合材料预浸料铺贴于所述非连续长纤碳纤维热固树脂复合材料预浸料;裁切铺贴有所述短纤增强热固树脂复合材料预浸料的所述非连续长纤碳纤维热固树脂复合材料预浸料,得到裁切的复合预浸料;将所述复合预浸料进行合模固化,得到预制件;对所述预制件进行裁切,得到智能头戴设备的壳体。
16.根据本发明第三方面实施例的智能头戴设备的壳体的制备方法,包括以下步骤:选择非连续长纤碳纤维热固树脂复合材料预浸料作为外层基材,选择短纤增强热塑树脂复合材料料粒或热塑树脂料粒作为内层基材;裁切所述外层基材;将裁切的所述外层基材进行合模固化,加工得到外层预制件;在所述外层预制件的内表面上涂覆粘接剂;将所述内层基材与涂覆有所述粘接剂的所述外层预制件进行合模注塑,得到智能头戴设备的壳体。
17.根据本发明的一些实施例,所述非连续长纤碳纤维热固树脂复合材料由非连续长纤碳纤维与热固树脂复合而成,所述非连续长纤碳纤维的纤维长度为50mm~800mm,所述非连续长纤碳纤维热固树脂复合材料预浸料为单层片体或多层片体,所述非连续长纤碳纤维热固树脂复合材料预浸料的厚度为0.2mm~1mm。
18.根据本发明的一些实施例,所述短纤增强热固树脂复合材料由短纤碳纤维与热固树脂复合而成,所述短纤碳纤维的纤维长度为2mm~4mm,所述短纤增强热固树脂复合材料预浸料为单层片体,所述短纤增强热固树脂复合材料预浸料的厚度为0.1mm~0.4mm。
19.根据本发明的一些实施例,所述短纤增强热塑树脂复合材料由短纤碳纤维与热塑树脂复合而成,所述短纤碳纤维的纤维长度为2mm~5mm。
20.根据本发明第四方面实施例的智能头戴设备,包括上述实施例任一项所述的智能头戴设备的壳体。
21.根据本发明实施例的智能头戴设备的壳体,通过采用非连续长纤增强热固树脂复合材料作为减重外壳的材料,可以充分利用非连续长纤增强材料优异的力学性能,保证减重外壳的强度,采用热塑树脂或短纤增强热塑或热固树脂复合材料作为减重内壳的材料,可以充分利用热塑树脂或短纤增强复合材料容易制备复杂形状的优势,制备壳体内部的复杂结构,该壳体不仅可以保证整体强度,而且方便制备内部复杂结构,成型方便,同时还可实现比传统塑料或金属结构镜腿减重10%~50%,减重效果明显。
22.通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
附图说明
23.被结合在说明书中并构成说明书的一部分的附图示出了本发明的实施例,并且连同其说明一起用于解释本发明的原理。
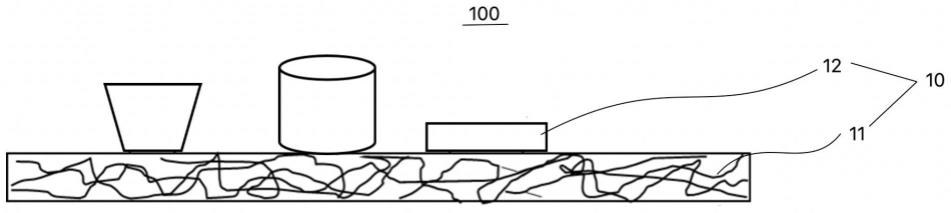
24.图1是根据本发明实施例的智能头戴设备的壳体的结构示意图。
25.附图标记:
26.壳体100;
27.减重框架10;减重外壳11;减重内壳12。
具体实施方式
28.现在将参照附图来详细描述本发明的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。
29.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。
30.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
31.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
32.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
33.下面首先具体描述根据本发明实施例的智能头戴设备的壳体。
34.如图1所示,根据本发明实施例的智能设备的壳体100,壳体100的至少一部分形成为减重框架10,减重框架10包括减重内壳12和减重外壳11,减重外壳11至少由非连续长纤增强热固树脂复合材料制成,减重内壳12由短纤增强热固树脂复合材料、短纤增强热塑树脂复合材料和热塑树脂中的至少一种制成。
35.换言之,根据本发明实施例的智能设备的壳体100的其中至少一部分可以由减重框架10构成,构成壳体100的至少一部分的减重框架10则由减重内壳12和减重外壳11两部分组成。如图1所示,其中,减重外壳11构成减重框架10的外层部分,减重外壳11整体形成为片状结构,减重外壳11的外表面形成为壳体100的外表面的至少一部分,减重内壳12则构成减重框架10的内层部分,减重内壳12可以设有与智能设备的壳体100内部结构进行装配的卡扣、凸起、孔道等结构。
36.减重外壳11至少由非连续长纤增强热固树脂复合材料制成,非连续长纤增强热固树脂复合材料具有优异的力学性能,长纤维比强度、比刚度大,由此制备而成的减重外壳11不仅厚度小,而且具有较高的强度,可以满足壳体100的外表面的强度需求。减重内壳12可以由短纤增强热固树脂复合材料、短纤增强热塑树脂复合材料和热塑树脂中的任意一种或多种制备而成,热塑树脂或短纤增强复合材料容易制备,并且成型方便,在应用于壳体100内部时,可以根据产品需要成型卡扣、凸起、孔道等结构,有效降低加工难度,提高生产效率。同时,减重外壳11和减重内壳12的制备材料质量较轻,制备而成的壳体100具有明显的减重效果。
37.由此,根据本发明实施例的智能头戴设备的壳体100,通过采用非连续长纤增强热固树脂复合材料作为减重外壳11的材料,可以充分利用非连续长纤增强材料优异的力学性能,保证减重外壳11的强度,采用热塑树脂或短纤增强热塑或热固树脂复合材料作为减重
内壳12的材料,可以充分利用热塑树脂或短纤增强复合材料容易制备复杂形状的优势,制备壳体100内部的复杂结构,该壳体100不仅可以保证整体强度,而且方便制备内部复杂结构,成型方便,同时还可实现比传统塑料或金属结构镜腿减重10%~50%,减重效果明显。该壳体100可使得整个智能头戴设备外形更为轻薄,内部空间利用效率高,推动碳纤维循环利用和可持续发展,提升智能头戴设备的佩戴舒适性。
38.根据本发明的一个实施例,非连续长纤碳纤维热固树脂复合材料由非连续长纤碳纤维与热固树脂复合而成,非连续长纤碳纤维的纤维长度为10mm~1000mm。
39.可选地,热固树脂为环氧树脂、酚醛树脂、脲醛树脂、三聚氰胺-甲醛树脂、不饱和树脂、聚氨酯和聚酰亚胺中的至少一种,优选环氧树脂。
40.也就是说,根据本发明实施例的非连续长纤增强热固树脂主要由非连续长纤碳纤维和热固树脂两种材料复合而成,其中,非连续长纤碳纤维的纤维长度为10mm~1000mm,优选50mm~500mm,例如50mm,80mm,100mm,150mm,200mm,300mm,400mm,500mm等。非连续长纤碳纤维可以由连续性碳纤维复合材料通过超临界方法、化学方法等方法回收获得,非连续长纤碳纤维可以保持碳纤维的性能基本不变。
41.由此,通过采用非连续长纤碳纤维和热固树脂制备得到非连续长纤增强热固树脂,非连续长纤碳纤维可以采用回收的碳纤维制备而成,使得回收后的碳纤维的应用领域继续拓展,实现环保、节能的需求,降低成本,并且热固树脂的选择多样,来源广泛,适合推广使用。
42.在本发明的一些具体实施方式中,短纤增强热固树脂复合材料由短纤增强材料与热固树脂复合而成,短纤增强热塑树脂复合材料由短纤增强材料与热塑树脂复合而成,短纤增强材料的纤维长度为1mm~5mm。
43.换句话说,根据本发明实施例的减重内壳12可以由短纤增强热固树脂复合材料或短纤增强热塑树脂复合材料制成,当减重内壳12为短纤增强热固树脂复合材料制成时,短纤增强热固树脂复合材料由短纤增强材料和热固树脂复合而成,当减重内壳12为短纤增强热塑树脂复合材料时,短纤增强热塑树脂复合材料由短纤增强材料和热塑树脂复合而成,其中,短纤增强材料的纤维长度在1mm至5mm之间,例如1mm,2mm,3mm,4mm,5mm等。
44.可选地,短纤增强材料为玻璃纤维、碳纤维、芳纶纤维和聚丙烯纤维中的至少一种,优选可以采用碳纤维。
45.根据本发明的一个实施例,热塑树脂为pe-聚乙烯、pp-聚丙烯、ps-聚苯乙烯、pa-聚酰胺、pom-聚甲醛、pc-聚碳酸酯、聚苯醚、聚砜和pc/abs合金中的至少一种。
46.也就是说,当减重内壳12由热塑树脂制成,或者由包含热塑树脂的短纤增强热塑树脂复合材料制成时,热塑树脂可以选择pe-聚乙烯、pp-聚丙烯、ps-聚苯乙烯、pa-聚酰胺、pom-聚甲醛、pc-聚碳酸酯、聚苯醚、聚砜和pc/abs合金中的任意一种或者多种,优选pc-聚碳酸酯和pc/abs合金。
47.当减重内壳由短纤增强热固树脂复合材料制成时,为了保证减重框架10的成型方式,其中热固树脂的选择可以与非连续长纤增强热固树脂中热固树脂的材料相同,由此可以便于减重内壳12与减重外壳11的成型,进一步降低成型难度,提高生产效率。
48.在本发明的一些具体实施方式中,壳体100整体形成为减重框架10。
49.换句话说,减重框架10可以构成壳体100的一部分,即壳体100的一部分由减重框
架10构成,减重框架10也可以构成壳体100的整体,即壳体100整体都由减重框架10构成。由此,可以进一步保证壳体100的强度,并且降低整体制备难度和产品重量。
50.根据本发明实施例的智能头戴设备包括根据上述实施例的智能头戴设备的壳体,智能头戴设备可以是ar、vr等电子设备,壳体可以是ar智能穿戴设备的镜腿外壳或者vr智能穿戴设备的头显外壳等,本发明对此不做限定。
51.由于根据本发明上述实施例的智能头戴设备的壳体具有上述技术效果,因此,根据本发明实施例的可穿戴设备也具有相应的技术效果,即壳体100强度高,制备方便,重量轻,佩戴更舒适。
52.下面具体描述根据本发明实施例的智能头戴设备的壳体100的制备方法。
53.根据本发明的一个实施例,当壳体100的减重框架10由非连续长纤碳纤维热固树脂复合材料制成减重外壳11,由短纤增强热固树脂复合材料制成减重内壳12时,其制备方法可以包括以下步骤:
54.选择非连续长纤碳纤维热固树脂复合材料预浸料和短纤增强热固树脂复合材料预浸料作为基材;
55.裁切短纤增强热固树脂复合材料预浸料;
56.将裁切的短纤增强热固树脂复合材料预浸料铺贴于非连续长纤碳纤维热固树脂复合材料预浸料;
57.裁切铺贴有短纤增强热固树脂复合材料预浸料的非连续长纤碳纤维热固树脂复合材料预浸料,得到裁切的复合预浸料;
58.将复合预浸料进行合模固化,得到预制件;
59.对预制件进行裁切,得到智能头戴设备的壳体100。
60.在本发明的另一些具体实施方式中,当壳体100的减重框架10由非连续长纤碳纤维热固树脂复合材料制成减重外壳11,由短纤增强热塑树脂复合材料或热塑树脂制成减重内壳12时,其制备方法可以包括以下步骤:
61.选择非连续长纤碳纤维热固树脂复合材料预浸料作为外层基材,选择短纤增强热塑树脂复合材料料粒或热塑树脂料粒作为内层基材;
62.裁切外层基材;
63.将裁切的外层基材进行合模固化,加工得到外层预制件;
64.在外层预制件的内表面上涂覆粘接剂;
65.将内层基材与涂覆有粘接剂的外层预制件进行合模注塑,得到智能头戴设备的壳体100。
66.可选地,非连续长纤碳纤维热固树脂复合材料由非连续长纤碳纤维与热固树脂复合而成,非连续长纤碳纤维的纤维长度为50mm~800mm,非连续长纤碳纤维热固树脂复合材料预浸料为单层片体或多层片体,非连续长纤碳纤维热固树脂复合材料预浸料的厚度为0.2mm~1mm。
67.在本发明的一些具体实施方式中,短纤增强热固树脂复合材料由短纤碳纤维与热固树脂复合而成,短纤碳纤维的纤维长度为2mm~4mm,短纤增强热固树脂复合材料预浸料为单层片体,短纤增强热固树脂复合材料预浸料的厚度为0.1mm~0.4mm。
68.根据本发明的一个实施例,短纤增强热塑树脂复合材料由短纤碳纤维与热塑树脂
复合而成,短纤碳纤维的纤维长度为2mm~5mm。
69.也就是说,由于减重内壳12的制备材料的不同,制备壳体100的方法也存在区别。
70.下面结合具体实施例对本发明的智能头戴设备的壳体100的制备过程进行详细说明。
71.实施例1
72.由非连续长纤碳纤维热固树脂复合材料制成减重外壳11,由短纤增强热固树脂复合材料制成减重内壳12,壳体100为ar智能穿戴设备的镜腿外壳。
73.s1、材料选型:镜腿外壳的外部选择非连续长碳纤维环氧树脂复合材料预浸料,其中非连续长纤碳纤维重量含量65%,纤维长度在50mm~800mm分布,为单层设计,厚度0.2mm;镜腿外壳的内部结构选择短碳纤维环氧树脂复合材料预浸料,短纤碳纤维长度为2mm~5mm,短纤碳纤维重量含量为15%,为单层设计,预浸料厚度为0.5mm。
74.s2、裁切:裁切短碳纤维环氧树脂复合材料预浸料,利用冲模冲裁出需要的尺寸和形状备用。
75.s3、铺层:把s2裁切好的短碳纤维环氧树脂预浸料铺贴于非连续长碳纤维环氧树脂预浸料片材上。
76.s4、裁切:根据设计尺寸,用冲模把含有短碳纤维环氧树脂预浸料的非连续长碳纤维环氧树脂预浸料片材冲裁出所需要的尺寸。
77.s5、合模、固化、顶出:将裁切好的复合预浸料片材,置于已预热的模具中,含非连续长碳纤维环氧树脂复合材料预浸料置于模腔镜腿外壳外层一侧,含短碳纤维环氧树脂复合材料层的一侧置于模腔镜腿外壳内层结构一侧,模温设定为145℃,按照预先设定的程序,控制抽真空时间、合模速度、固化时间,完成固化程序后,顶出机构运动,拿出制件。
78.s6、裁切:通过编程、工装设计和制造,用加工中心cnc,除去多余的裙边,加工出需要的孔结构,制备出外壳外层结构。
79.s7、喷涂:经过清洗干净的外壳外层及内部结构的部件,置于喷涂线体的工装支架上,外壳外层喷涂底漆、中漆和面漆,制备出哑光黑的镜腿外壳。
80.实施例2
81.由非连续长纤碳纤维热固树脂复合材料制成减重外壳11,由短纤增强热固树脂复合材料制成减重内壳12,壳体100为ar智能穿戴设备的镜腿外壳。
82.s1、材料选型:镜腿外壳的外部选择非连续长碳纤维环氧树脂复合材料预浸料,其中非连续长纤碳纤维重量含量60%,纤维长度在50mm~800mm分布,为单层设计,厚度0.3mm;镜腿外壳的内部结构选择短碳纤维环氧树脂复合材料预浸料,短纤碳纤维长度为2mm~5mm,短纤碳纤维重量含量为15%,为单层设计,预浸料厚度为0.3mm。
83.s2、裁切:裁切短碳纤维环氧树脂复合材料预浸料,利用冲模冲裁出需要的尺寸和形状备用。
84.s3、铺层:把s2裁切好的短碳纤维环氧树脂预浸料铺贴于非连续长碳纤维环氧树脂预浸料片材上。
85.s4、裁切:根据设计尺寸,用冲模把含有短碳纤维环氧树脂预浸料的非连续长碳纤维环氧树脂预浸料片材冲裁出所需要的尺寸。
86.s5、合模、固化、顶出:将裁切好的复合预浸料片材,置于已预热的模具中,含非连
续长碳纤维环氧树脂复合材料预浸料置于模腔镜腿外壳外层一侧,含短碳纤维环氧树脂复合材料层的一侧置于模腔镜腿外壳内层结构一侧,模温设定为145℃,按照预先设定的程序,控制抽真空时间、合模速度、固化时间,完成固化程序后,顶出机构运动,拿出制件。
87.s6、裁切:通过编程、工装设计和制造,用加工中心cnc,除去多余的裙边,加工出需要的孔结构,制备出外壳外层结构。
88.s7、喷涂:经过清洗干净的外壳外层及内部结构的部件,置于喷涂线体的工装支架上,外壳外层喷涂底漆、中漆和面漆,制备出亮黑的镜腿外壳。
89.实施例3
90.由非连续长纤碳纤维热固树脂复合材料制成减重外壳11,由短纤增强热塑树脂复合材料制成减重内壳12,壳体100为ar智能穿戴设备的镜腿外壳。
91.s1、材料选型:镜腿外壳的外部选择非连续长碳纤维环氧树脂复合材料预浸料,其中非连续长纤碳纤维重量含量60%,纤维长度在5mm~500mm分布,为单层设计,厚度0.25mm;镜腿外壳的内部结构选择短纤碳纤维增强pc树脂复合材料粒料,短纤碳纤维长度为2mm~5mm,短纤碳纤维重量含量为20%。
92.s2、裁切:根据设计尺寸,用冲模把非连续长碳纤维环氧树脂预浸料片材冲裁出所需要的尺寸。
93.s3、合模、固化、顶出:将裁切好的复合预浸料片材,置于已预热的模具中,模温设定为145℃,按照预先设定的程序,控制抽真空时间、合模速度、固化时间,完成固化程序后,顶出机构运动,拿出制件。
94.s4、裁切:通过编程、工装设计和制造,用加工中心cnc,除去多余的裙边,加工出需要的孔结构,制备出外壳外层结构。
95.s5、涂覆底涂剂:在遮蔽工装的配合下,用喷枪喷涂环氧树脂底涂粘接剂后,80℃,烘干1h,底涂剂厚度控制在20-40um。
96.s6、嵌件注塑:把带有底涂剂的镜腿外壳外层置于模具中,模温设定在120℃,合模、注塑,按照预先设定的程序,控制冷却时间,完成固化程序后,顶出机构运动,拿出制件。
97.s7、喷涂:经过清洗干净的外壳外层及内部结构的部件,置于喷涂线体的工装支架上,外壳外层喷涂底漆、中漆和面漆,制备出哑光黑的镜腿外壳。
98.实施例4
99.由非连续长纤碳纤维热固树脂复合材料制成减重外壳11,由热塑树脂制成减重内壳12,壳体100为ar智能穿戴设备的镜腿外壳。
100.s1、材料选型:镜腿外壳的外部选择非连续长碳纤维环氧树脂复合材料预浸料,其中非连续长纤碳纤维重量含量65%,纤维长度在80mm~600mm分布,为单层设计,厚度0.5mm;镜腿外壳的内部结构选择pc/abs树脂材料。
101.s2、裁切:根据设计尺寸,用冲模把非连续长碳纤维环氧树脂预浸料片材冲裁出所需要的尺寸。
102.s3、合模、固化、顶出:将裁切好的复合预浸料片材,置于已预热的模具中,模温设定为145℃,按照预先设定的程序,控制抽真空时间、合模速度、固化时间,完成固化程序后,顶出机构运动,拿出制件。
103.s4、裁切:通过编程、工装设计和制造,用加工中心cnc,除去多余的裙边,加工出需
要的孔结构,制备出外壳外层结构。
104.s5、涂覆底涂剂:在遮蔽工装的配合下,用喷枪喷涂环氧树脂底涂粘接剂后,80℃,烘干1h,底涂剂厚度控制在20um~40um。
105.s6、嵌件注塑:把带有底涂剂的镜腿外壳外层置于模具中,模温设定在95℃,合模、注塑pc/abs,按照预先设定的程序,控制冷却时间,完成固化程序后,顶出机构运动,拿出制件。
106.s7、喷涂:经过清洗干净的外壳外层及内部结构的部件,置于喷涂线体的工装支架上,外壳外层喷涂底漆、中漆和面漆,制备出哑光黑的镜腿外壳。
107.实施例5
108.由非连续长纤碳纤维热固树脂复合材料制成减重外壳11,由热塑树脂制成减重内壳12,壳体100为vr智能穿戴设备的头显外壳。
109.s1、材料选型:头戴外壳的外部选择非连续长碳纤维环氧树脂复合材料预浸料,其中非连续长纤碳纤维重量含量70%,其中纤维长度在300mm~1000mm分布,为双层设计,总厚度0.8mm;vr头显外壳的内部结构选择pc树脂材料。
110.s2、裁切:根据设计尺寸,用冲模把非连续长碳纤维环氧树脂预浸料片材冲裁出所需要的尺寸。
111.s3、合模、固化、顶出:将裁切好的复合预浸料片材,置于已预热的模具中,模温设定为150℃,按照预先设定的程序,控制抽真空时间、合模速度、固化时间,完成固化程序后,顶出机构运动,拿出制件。
112.s4、裁切:通过编程、工装设计和制造,用加工中心cnc,除去多余的裙边,加工出需要的孔结构,制备出外壳外层结构。
113.s5、涂覆底涂剂:在遮蔽工装的配合下,用喷枪喷涂环氧树脂底涂粘接剂后,80℃,烘干1h,底涂剂厚度控制在30um~50um。
114.s6、嵌件注塑:把带有底涂剂的头显外壳外层置于模具中,模温设定在120℃,合模、注塑pc,按照预先设定的程序,控制冷却时间,完成固化程序后,顶出机构运动,拿出制件。
115.s7、喷涂:经过清洗干净的外壳外层及内部结构的部件,置于喷涂线体的工装支架上,外壳外层喷涂底漆、中漆和面漆,制备出亮黑的vr头显外壳。
116.由此,通过上述不同的方法,均可以制备得到根据本发明实施例的智能头戴设备的壳体100。
117.总而言之,根据本发明实施例的根据本发明实施例的智能头戴设备的壳体100,采用非连续长纤维及短纤维增强热固复合材料等一步成型制造而成,可充分发挥长纤维比强度、比刚度大特点成型超薄外壳,长碳纤维原料可采用回收的长碳纤维,满足环保可循环材料使用要求。同时,外壳和内部复杂结构可以实现一步成型,缩短制造工艺流程,工艺稳定性强,产品制件尺寸精度高,提高了生产效率,可降低综合成本。
118.虽然已经通过例子对本发明的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本发明的范围。本领域的技术人员应该理解,可在不脱离本发明的范围和精神的情况下,对以上实施例进行修改。本发明的范围由所附权利要求来限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
