1.本发明涉及铝合板成型极限技术领域,具体为一种确定高强铝合金板材成形极限的方法。
背景技术:
2.出于节能和环保的需求,各种轻量化的新材料被不断使用,尤其在汽车及航空航天制造领域,铝合金等轻质合金的应用十分广泛。在汽车工业中,铝合金主要用来制造壳体类零件和底盘零件,所占比重越来越高。现代飞机的机翼、框等部位均用超高强铝合金制造,火箭主体结构、整流罩等也采用铝合金等轻质合金,硬铝合金具有韧性和耐热性,但常温下成形较为困难,需采用热成形方法温度对硬铝合金的成形性能提升较大,为了研究温度对材料成形性能的影响规律,需要进行成形极限研究,准确地预测该类材料的成形极限同样是一个需要解决的重要问题。
3.成形极限图可以预测和判定金属板材成形过程中的破裂现象,是分析板料成形性能的重要工具。成形极限图的获取通常有试验方法和理论方法。试验方法通过大量的板材试件胀形试验,在不同应变路径条件下获得材料变形的极限应变数据点,将这些数据点绘制在以第一主应变为纵坐标、第二主应变为横坐标的坐标系内,然后连线形成金属板材成形极限曲线。理论方法通过建立可靠的数学模型预测板材塑性变形的极限,从而得到金属板材的成形极限图,本发明提出一种确定高强铝合金板材成形极限的方法,采用半球凸模胀形和椭圆液压胀形相结合的复合试验方法得出铝合金板材的成形极限图,试验效果良好,具有较高的可行性和准确性。
技术实现要素:
4.本部分的目的在于概述本发明的实施方式的一些方面以及简要介绍一些较佳实施方式。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
5.因此,本发明的目的是提供一种确定高强铝合金板材成形极限的方法,采用半球凸模胀形和椭圆液压胀形相结合的复合试验方法得出铝合金板材的成形极限图,试验效果良好,具有较高的可行性和准确性。
6.为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
7.一种确定高强铝合金板材成形极限的方法,其以下方法步骤:
8.1)椭圆液压膨胀实验;
9.板材在椭圆液压胀形时,设微元面内的主应力分别为σ1和σ2,椭圆长轴与短轴在微元面内形成的曲率半径分别为ρ1和ρ2,微元厚度为t,液压压力为p。对于各向同性材料,椭圆液压胀形顶点应力的计算方法如下:
10.σ1=(p/2t)*ρ2*(1 2ρ)/(1 ρ ρ2)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
11.σ2=(p/2t)*ρ2*(2 ρ)/(1 ρ ρ2)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
12.ρ=ρ2/ρ1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)
13.根据以上公式,利用不同椭圆度x(x=b/a,表示椭圆短轴半径a与长轴半径b长度的比值)的椭圆形凹模液压胀形,能够得到胀形顶点两向主应力关系曲线。改变椭圆凹模的椭圆度,其液压胀形均能保持线性加载,且两向主应力保持线性关系,不同的椭圆度凹模胀形可得到材料不同的应力状态,且椭圆度x与应力比a之间满足线性关系关系;
14.α=mx n
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
15.式中:m,n分别为与材料有关的常数。在简单加载,且材料各向同性的条件下,极限应变比β与应力比α由如下关系:
16.β=(2α-1)/(2-α)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5)
17.因此利用不同椭圆度的凹模进行液压胀形能使材料获得不同的应力状态,根据式(5),不同的应力状态能够对应不同的极限应变状态,进而不同极限应变状态的条件,用来进行成形极限研究确定。
18.2)成型极限预测模型;
19.材料在不同的温度下具有不同的成形极限曲线,一般通过试验方法来获取,由于温度对材料成形极限的影响较大,所建立的模型需包含温度影响因子。
20.在不同温度下对铝合金板材试样进行拉伸试验,获得每个高强铝合金板材试样的拉力位移曲线、高强铝合金板材的弹性模量和幂函数硬化模型参数;
21.铝合金板材成形极限预测模型如下所示材料在不同的温度下具有不同的成形极限曲线,由于温度对材料成形极限的影响较大,所建立的模型需包含温度影响因子。铝合金成形极限预测模型如下所示:
22.η=fld0 k1η
2 (η2≤0)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)
[0023][0024]
式中:fld0为平面应变状态极限应变点;k1、k2、k3均为与温度t相关的函数。使用前述fld试验的数据点,按照式(6)、式(7)进行最小二乘法拟合复合试验方法得出铝合金板材的成形极限图。
[0025]
3)双拉成型实验
[0026]
成形极限可以通过半球形刚模胀形试验法门得到按照国标进行试验试样为5个,沿轧制方向长度均为180mm,宽度分别为20、60、120、140、180mm,其中a为宽度20mm的试样尺寸,b为宽度60mm的试样尺寸,c为宽度120、140、180mm的试样尺寸。随着试样宽度逐渐增大,在变形过程中试样所受的应力状态由拉压逐渐向双拉过渡的最大主应变与最小主应变,不同宽度的试样进行试验即可得到不同的成形极限点,以下述公式表达;
[0027]
γ1=(c
1-c0)/c0*100%
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(8)
[0028]
γ2=(c
2-c0)/c0*100%
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(9)
[0029]
作为本发明所述的一种确定高强铝合金板材成形极限的方法的一种优选方案,其中:
[0030]
与现有技术相比:
[0031]
确定模型参数,确定铝合金板材成形极限预测模型,说明材料主应变、次应变以及温度之间的关系,在工程实际中,给定试材料和试验温度,就可根据预测模型快速得出fld。
[0032]
温度对铝合金板材成形极限影响十分明显,随着温度提高,板材的成形极限曲线整体向上移动,成形的安全区域扩大,板材在高温下具有更好的成形性能。
[0033]
对试验数据进行拟合,建立了铝合金板材成形极限预测模型,确定了模型参数与温度之间的关系,与实际相符,该模型有助于在工程实践中快速得出fld。
附图说明
[0034]
为了更清楚地说明本发明实施方式的技术方案,下面将结合附图和详细实施方式对本发明进行详细说明,显而易见地,下面描述中的附图仅仅是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
[0035]
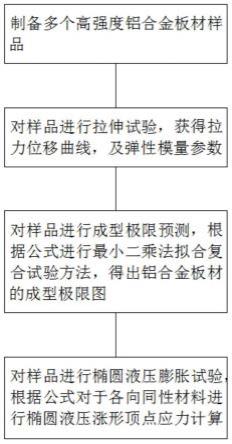
图1为本发明板材成形极限确定方法框图;
具体实施方式
[0036]
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。
[0037]
在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施方式的限制。
[0038]
其次,本发明结合示意图进行详细描述,在详述本发明实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本发明保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
[0039]
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步地详细描述。
[0040]
本发明提供一种确定高强铝合金板材成形极限的方法,包括以下方法步骤:
[0041]
1)椭圆液压膨胀实验;
[0042]
板材在椭圆液压胀形时,设微元面内的主应力分别为σ1和σ2,椭圆长轴与短轴在微元面内形成的曲率半径分别为ρ1和ρ2,微元厚度为t,液压压力为p。对于各向同性材料,椭圆液压胀形顶点应力的计算方法如下:
[0043]
σ1=(p/2t)*ρ2*(1 2ρ)/(1 ρ ρ2)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0044]
σ2=(p/2t)*ρ2*(2 ρ)/(1 ρ ρ2)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0045]
ρ=ρ2/ρ1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)
[0046]
根据以上公式,利用不同椭圆度x(x=b/a,表示椭圆短轴半径a与长轴半径b长度的比值)的椭圆形凹模液压胀形,能够得到胀形顶点两向主应力关系曲线。改变椭圆凹模的椭圆度,其液压胀形均能保持线性加载,且两向主应力保持线性关系,不同的椭圆度凹模胀形可得到材料不同的应力状态,且椭圆度x与应力比a之间满足线性关系关系;
[0047]
α=mx n
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0048]
式中:m,n分别为与材料有关的常数。在简单加载,且材料各向同性的条件下,极限应变比β与应力比α由如下关系:
[0049]
β=(2α-1)/(2-α)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5)
[0050]
因此利用不同椭圆度的凹模进行液压胀形能使材料获得不同的应力状态,根据式(5),不同的应力状态能够对应不同的极限应变状态,进而不同极限应变状态的条件,用来进行成形极限研究确定,使用半球凸模胀形和椭圆液压胀形相结合的复合试验方法得出铝合金板材的成形极限图,试验效果良好,具有较高的可行性和准确性。
[0051]
2)成型极限预测模型;
[0052]
材料在不同的温度下具有不同的成形极限曲线,一般通过试验方法来获取,由于温度对材料成形极限的影响较大,所建立的模型需包含温度影响因子。
[0053]
在不同温度下对铝合金板材试样进行拉伸试验,获得每个高强铝合金板材试样的拉力位移曲线、高强铝合金板材的弹性模量和幂函数硬化模型参数;
[0054]
铝合金板材成形极限预测模型如下所示材料在不同的温度下具有不同的成形极限曲线,由于温度对材料成形极限的影响较大,所建立的模型需包含温度影响因子。铝合金成形极限预测模型如下所示:
[0055]
η=fld0 k1η
2 (η2≤0)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)
[0056][0057]
式中:fld0为平面应变状态极限应变点;k1、k2、k3均为与温度t相关的函数。使用前述fld试验的数据点,按照式(6)、式(7)进行最小二乘法拟合复合试验方法得出铝合金板材的成形极限图,确定模型参数,确定铝合金板材成形极限预测模型,说明材料主应变、次应变以及温度之间的关系,在工程实际中,给定试材料和试验温度,就可根据预测模型快速得出fld;
[0058]
温度对铝合金板材成形极限影响十分明显,随着温度提高,板材的成形极限曲线整体向上移动,成形的安全区域扩大,板材在高温下具有更好的成形性能。
[0059]
3)双拉成型实验
[0060]
成形极限可以通过半球形刚模胀形试验法门得到按照国标进行试验试样为5个,沿轧制方向长度均为180mm,宽度分别为20、60、120、140、180mm,其中a为宽度20mm的试样尺寸,b为宽度60mm的试样尺寸,c为宽度120、140、180mm的试样尺寸。随着试样宽度逐渐增大,在变形过程中试样所受的应力状态由拉压逐渐向双拉过渡的最大主应变与最小主应变,不同宽度的试样进行试验即可得到不同的成形极限点,以下述公式表达;
[0061]
γ1=(c
1-c0)/c0*100%
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(8)
[0062]
γ2=(c
2-c0)/c0*100%
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(9)
[0063]
虽然在上文中已经参考实施方式对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。