技术特征:
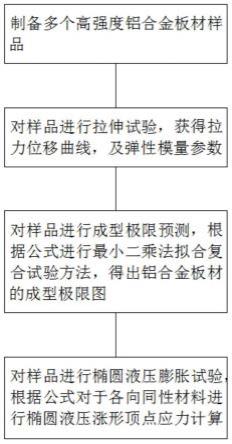
1.一种确定高强铝合金板材成形极限的方法,其特征在于,包括以下方法步骤:1)椭圆液压膨胀实验;板材在椭圆液压胀形时,设微元面内的主应力分别为σ1和σ2,椭圆长轴与短轴在微元面内形成的曲率半径分别为ρ1和ρ2,微元厚度为t,液压压力为p。对于各向同性材料,椭圆液压胀形顶点应力的计算方法如下:σ1=(p/2t)*ρ2*(1 2ρ)/(1 ρ ρ2)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)σ2=(p/2t)*ρ2*(2 ρ)/(1 ρ ρ2)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)ρ=ρ2/ρ1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)根据以上公式,利用不同椭圆度x(x=b/a,表示椭圆短轴半径a与长轴半径b长度的比值)的椭圆形凹模液压胀形,能够得到胀形顶点两向主应力关系曲线。改变椭圆凹模的椭圆度,其液压胀形均能保持线性加载,且两向主应力保持线性关系,不同的椭圆度凹模胀形可得到材料不同的应力状态,且椭圆度x与应力比a之间满足线性关系关系;α=mx n
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)式中:m,n分别为与材料有关的常数。在简单加载,且材料各向同性的条件下,极限应变比β与应力比α由如下关系:β=(2α-1)/(2-α)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5)因此利用不同椭圆度的凹模进行液压胀形能使材料获得不同的应力状态,根据式(5),不同的应力状态能够对应不同的极限应变状态,进而不同极限应变状态的条件,用来进行成形极限研究确定。2)成型极限预测实验;材料在不同的温度下具有不同的成形极限曲线,一般通过试验方法来获取,由于温度对材料成形极限的影响较大,所建立的模型需包含温度影响因子。在不同温度下对铝合金板材试样进行拉伸试验,获得每个高强铝合金板材试样的拉力位移曲线、高强铝合金板材的弹性模量和幂函数硬化模型参数;铝合金板材成形极限预测模型如下所示材料在不同的温度下具有不同的成形极限曲线,由于温度对材料成形极限的影响较大,所建立的模型需包含温度影响因子。铝合金成形极限预测模型如下所示:η=fld0 k1η2(η2≤0)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)式中:fld0为平面应变状态极限应变点;k1、k2、k3均为与温度t相关的函数。使用前述fld试验的数据点,按照式(6)、式(7)进行最小二乘法拟合复合试验方法得出铝合金板材的成形极限图。3)双拉成型实验成形极限可以通过半球形刚模胀形试验法门得到按照国标进行试验试样为5个,沿轧制方向长度均为180mm,宽度分别为20、60、120、140、180mm,其中a为宽度20mm的试样尺寸,b为宽度60mm的试样尺寸,c为宽度120、140、180mm的试样尺寸。随着试样宽度逐渐增大,在变形过程中试样所受的应力状态由拉压逐渐向双拉过渡的最大主应变与最小主应变,不同宽度的试样进行试验即可得到不同的成形极限点,以下述公式表达;
γ1=(c
1-c0)/c0*100%
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(8)γ2=(c
2-c0)/c0*100%
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(9)2.根据权利要求1所述的一种确定高强铝合金板材成形极限的方法,其特征在于,所述铝合金板材试样进行拉伸试验中,需对每个高强铝合金板材试样进行拉伸试验,直至所述高强铝合金板材试样拉断,获得每个高强铝合金板材试样的拉力位移曲线和单向拉伸试样的工程应力应变曲线。
技术总结
本发明公开的属于铝合板成型极限技术领域,具体为一种确定高强铝合金板材成形极限的方法,包括椭圆液压膨胀实验,成型极限预测实验及双拉成型实验,采用半球凸模胀形和椭圆液压胀形相结合的复合试验方法得出铝合金板材的成形极限图,试验效果良好,具有较高的可行性和准确性,确定模型参数,确定铝合金板材成形极限预测模型,说明材料主应变、次应变以及温度之间的关系,在工程实际中,给定试材料和试验温度,就可根据预测模型快速得出FLD。就可根据预测模型快速得出FLD。就可根据预测模型快速得出FLD。
技术研发人员:王廖子 刘纯国 高博
受保护的技术使用者:吉林大学
技术研发日:2022.11.17
技术公布日:2023/2/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。