1.本发明涉及注塑技术领域,尤其涉及一种塑料箱生产设备。
背景技术:
2.随着人们生活质量的提高,塑料箱越来越多地出现在人们的生活场景中。通常人们使用塑料箱来作为容器装载物品。其中,塑料箱通常包括箱体和箱盖。现有技术中通常利用注塑设备,对不同的模具进行注塑来分别生产箱体和箱盖,但是存在的问题是箱体和箱盖分开包装,给后续的运输和销售带来不便,仍需要进行配对和再包装。
3.因此亟需一种塑料箱生产设备以解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种塑料箱生产设备,能够同时生产箱体和箱盖,配对包装,以提升生产效率。
5.为达此目的,本发明采用了以下方案:
6.一种塑料箱生产设备,包括机架、滚筒线、送卡板装置、第一注塑装置、第二注塑装置、码垛装置、绕膜装置和agv小车,该滚筒线铺设于该机架上,该送卡板装置正对设置于该滚筒线,该送卡板装置被配置为提供卡板至该滚筒线,该滚筒线被配置为承载和运送该卡板,该第一注塑装置设置于该送卡板装置下游,该第一注塑装置被配置为生产箱体,该第二注塑装置设置于该送卡板装置的下游,该第二注塑装置被配置为生产与该箱体相配对的箱盖,该码垛装置设置于该第一注塑装置以及该第二注塑装置的下游,该码垛装置被配置为将该箱盖与该箱体装配成塑料箱并码垛送至该绕膜装置,该绕膜装置设置于该码垛装置的下游,该绕膜装置被配置为对垛料进行绕膜,该agv小车被配置为取走已绕膜的该垛料。
7.示例性地,该塑料箱生产设备还包括第一贴标装置,该第一贴标装置设置于该第一注塑装置的下游,该第一贴标装置被配置为对该箱体进行贴标。
8.示例性地,该塑料箱生产设备还包括第二贴标装置,该第二贴标装置设置于该第二注塑装置的下游,该第二贴标装置被配置为对该箱盖进行贴标。
9.示例性地,该塑料箱生产设备还包括纸托装载装置,该纸托装载装置设置于该第一注塑装置和该第二注塑装置之间,该纸托装载装置被配置为装载纸托至该第一注塑装置所生产的该箱体中。
10.示例性地,该塑料箱生产设备还包括把手安装装置,该把手安装装置设置于该第一注塑装置下游,该把手安装装置被配置为在该第一注塑装置所生产的该箱体上安装把手。
11.示例性地,该第一注塑装置包括箱体注塑机、取箱体机械手、水循环冷却模具和缺胶检测组件,该箱体注塑机被配置为注塑生产该箱体,该取箱体机械手被配置为移动该箱体注塑机所生产的该箱体至该水循环冷却模具中,该缺胶检测组件与该水循环冷却模具连接,该缺胶检测组件被配置为检测该箱体的外观是否缺胶。
12.示例性地,该把手安装装置包括把手上料振动盘、振动盘隔音罩、把手取料机械手、把手送料模组和把手安装模组,该把手上料振动盘能够振动以输送该把手至预设位置,该把手取料机械手能够将该把手移动至该把手送料模组,该把手送料模组能够将该把手送至该把手安装模组,该把手安装模组能够将该把手安装至该箱体的预设位置。
13.示例性地,该第一贴标装置包括箱体定位组件和箱体贴标机械手,该箱体定位组件用于防止生产好的该箱体,该箱体贴标机械手能够对该箱体定位组件上的该箱体进行贴标。
14.示例性地,该缺胶检测组件包括视觉检测摄像头,该视觉检测摄像头能够检测该箱体的外观缺胶缺陷。
15.示例性地,该agv小车为背伏式agv小车。
16.本发明的有益效果为:
17.本发明提供的一种塑料箱生产设备中,塑料箱生产设备能够同时生产箱体以及箱盖,并且通过码垛装置将箱体和箱盖进行配合包装,利用绕膜装置进行包装,从而能够提升生产效率。
附图说明
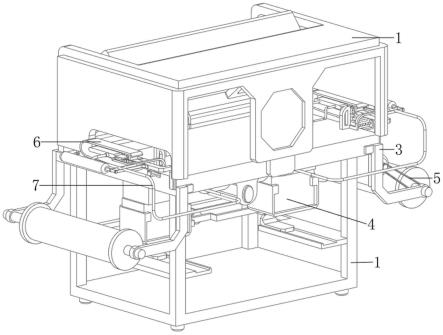
18.图1是本发明提供的一种塑料箱生产设备在一个视角下的结构示意图;
19.图2是本发明提供的一种塑料箱生产设备在另一个视角下的结构示意图;
20.图3是图1中a处的局部放大图;
21.图4是图2中b处的局部放大图;
22.图5是本发明提供的送卡板装置的结构示意图;
23.图6是本发明提供的纸托装载装置的结构示意图;
24.图7是本发明提供的把手安装装置的结构示意图。
25.图中:
26.100、机架;200、滚筒线;300、送卡板装置;310、卡板承载架;320、卡板;400、第一注塑装置;410、箱体注塑机;420、取箱体机械手;430、水循环冷却模具;440、缺胶检测组件;450、第一贴标装置;451、箱体贴标机械手;452、箱体定位组件;460、把手安装装置;461、把手上料振动盘;462、振动盘隔音罩;463、把手取料机械手;464、把手送料模组;465、把手安装模组;500、第二注塑装置;510、箱盖注塑机;520、取箱盖机械手;530、第二贴标装置;531、箱盖贴标机械手;532、箱盖定位组件;600、码垛装置;700、绕膜装置;800、agv小车;900、纸托装载装置;910、纸托移动机械手;920、纸托置物架。
具体实施方式
27.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部。
28.本发明中限定了一些方位词,在未作出相反说明的情况下,所使用的方位词如“上”、“下”、“左”、“右”、“内”、“外”,这些方位词是为了便于理解而采用的,因而不构成对本发明保护范围的限制。
29.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
30.在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
31.如图1-图4所示,本实施例提供了一种塑料箱生产设备,能够同时生产箱体和箱盖,配对包装,以提升生产效率。本实施例中的塑料箱生产设备包括机架100、滚筒线200、送卡板装置300、第一注塑装置400、第二注塑装置500、码垛装置600、绕膜装置700和agv小车800。
32.其中,滚筒线200铺设于机架100上。送卡板装置300正对设置于滚筒线200,送卡板装置300用于提供卡板320至滚筒线200,滚筒线200用于承载和运送卡板320。第一注塑装置400设置于送卡板装置300下游,第一注塑装置400用于生产箱体。第二注塑装置500设置于送卡板装置300的下游,第二注塑装置500用于生产与箱体相配对的箱盖。码垛装置600设置于第一注塑装置400以及第二注塑装置500的下游,码垛装置600用于将箱盖与箱体装配成塑料箱并码垛送至绕膜装置700。绕膜装置700设置于码垛装置600的下游,绕膜装置700用于对垛料进行绕膜,agv小车800用于取走已绕膜的垛料。
33.通过上述设置,塑料箱生产设备能够同时生产箱体以及箱盖,并且通过码垛装置600将箱体和箱盖进行配合包装,利用绕膜装置700进行包装,从而能够提升生产效率。
34.具体地,滚筒线200包括多个滚筒,滚筒为圆形滚筒,多个滚筒转动设置于机架100上。送卡板装置300提供的卡板320能够在滚筒线200上移动至下游的不同工位,以承载箱体、箱盖或者垛料。
35.请结合参考图5,进一步地,本实施例中的送卡板装置300包括卡板承载架310、卡板320推送驱动件和多个卡板320,多个卡板320叠放在卡板承载架310上,卡板320推送驱动件的输出端与卡板承载架310连接,卡板320推送驱动件能够推动卡板承载架310上的卡板320移动至滚筒线200上。具体地,本实施例中的卡板320推送驱动件为直线气缸。
36.请结合参考图3,进一步地,本实施例中的第一注塑装置400包括箱体注塑机410、取箱体机械手420、水循环冷却模具430和缺胶检测组件440,箱体注塑机410用于注塑生产箱体,取箱体机械手420用于移动箱体注塑机410所生产的箱体至水循环冷却模具430中,缺胶检测组件440与水循环冷却模具430连接,缺胶检测组件440用于检测箱体的外观是否缺胶。箱体注塑机410可以选用现有技术中的注塑机。取箱体机械手420可以选用三轴机械手。通过如此设置,能够生产质量良好的箱体。通过水循环冷却模具430能够及时对产品降温,提升生产效率。通过缺胶检测组件440能够及时排除有缺陷的产品。
37.具体地,本实施例中的缺胶检测组件440包括视觉检测摄像头,视觉检测摄像头能
够检测箱体的外观缺胶缺陷。
38.请结合参考图4,本实施例中的第二注塑装置500包括箱盖注塑机510和取箱盖机械手520,箱盖注塑机510用于注塑生产箱盖,取箱盖机械手520用于移动箱盖注塑机510所生产的箱盖至下游。箱盖注塑机510可以选用现有技术中的注塑机。取箱盖机械手520可以选用三轴机械手。通过如此设置,能够生产质量良好的箱盖。
39.进一步地,塑料箱生产设备还包括第一贴标装置450,第一贴标装置450设置于第一注塑装置400的下游,第一贴标装置450用于对箱体进行贴标。具体地,第一贴标装置450包括箱体贴标机械手451和箱体定位组件452,箱体定位组件452用于承载并限制箱体的位置,使其不易移动,箱体贴标机械手451用于向箱体定位组件452上的箱体进行贴标。箱体贴标机械手451可以选用三轴机械手。箱体贴标机械手451的末端设置有吸盘,通过吸盘能够吸取标签并贴在箱体表面。
40.进一步地,塑料箱生产设备还包括第二贴标装置530,第二贴标装置530设置于第二注塑装置500的下游,第二贴标装置530用于对箱盖进行贴标。具体地,第二贴标装置530包括箱盖贴标机械手531和箱盖定位组件532,箱盖定位组件532用于承载并限制箱盖的位置,使其不易移动,箱盖贴标机械手531用于向箱盖定位组件532上的箱盖进行贴标。箱盖贴标机械手531可以选用三轴机械手。箱盖贴标机械手531的末端设置有吸盘,通过吸盘能够吸取标签并贴在箱盖表面。
41.请结合参考图7,进一步地,本实施例中的塑料箱生产设备还包括纸托装载装置900,纸托装载装置900设置于第一注塑装置400和第二注塑装置500之间,纸托装载装置900用于装载纸托至第一注塑装置400所生产的箱体中。具体地,纸托装载装置900包括纸托移动机械手910、纸托置物架920和多个纸托,纸托为与箱体以及箱盖形状相适应的纸托,多个纸托层叠放置于纸托置物架920中,纸托移动机械手910能够将纸托转移至滚筒线200上的箱体上。具体地,纸托移动机械手910可以为三轴机械手。
42.请结合参考图7,进一步地,本实施例中的塑料箱生产设备还包括把手安装装置460,把手安装装置460设置于第一注塑装置400下游,把手安装装置460用于在第一注塑装置400所生产的箱体上安装把手。
43.具体地,本实施例中的把手安装装置460包括把手上料振动盘461、振动盘隔音罩462、把手取料机械手463、把手送料模组464和把手安装模组465,把手上料振动盘461能够振动以输送把手至预设位置,把手取料机械手463能够将把手移动至把手送料模组464,把手送料模组464能够将把手送至把手安装模组465,把手安装模组465能够将把手安装至箱体的预设位置。把手送料模组464为导轨滑块直线模组。把手安装模组465包括移动组件、步进电机和夹具,夹具滑动设置于移动组件上,步进电机的输出端与夹具连接,步进电机驱动夹具在移动组件上移动。移动组件可以是直线模组。
44.本实施例中的码垛装置600包括码垛机械手,码垛机械手的末端为吸盘,通过码垛机械手能够搬运装配后的箱体与箱盖,并进行堆叠码垛。
45.本实施例中的绕膜装置700包括绕膜定位治具以及绕膜组件,绕膜组件能够对位于绕膜定位治具上的垛料进行环绕缠膜。通过绕膜装置700能够给垛料包装,保护其不受运输损伤。
46.本实施例中的agv小车800为背伏式agv小车。具体地,本实施例中的agv小车800外
壳采用整体钣金支撑,能够保证高强度效果,满足安全稳定以及使用寿命长的需求。
47.显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对其实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。