1.本发明属于金刚石锯齿加工领域,具体地说,尤其涉及一种金刚石锯齿后角激光加工工艺。
背景技术:
2.如图2所示,现有的金刚石锯齿主要由钢板制作的锯片本体11和焊接在锯片本体11外圆周的多个金刚石锯齿5构成。如图3所示,金刚石锯齿5主要包括上部的金刚石层51和下部合金层52,金刚石层51和下部合金层52焊接固定。金刚石层51的硬度和耐磨性很高,导电性差,主要起到切削的作用;且金刚石锯齿5的后角2有多种形状,常用的有梯形齿(如图4所示)、斜齿(如图5所示)及平齿(如图6所示)。
3.由于金刚石锯齿硬度和耐磨性高,一般加工方法无法适用于金刚石锯齿。目前金刚石锯齿主要采用电火花加工磨削,但是电火花加工存在以下缺陷:1、金刚石锯齿的金刚石层的导电性较差,甚至不导电,导致电火花加工效率低下;2、金刚石锯齿的后角的形状多种多样,每种形状的后角均需要配合不同的电火花加工专用设备,设备通用性差;3、电火花加工出的后角刃口的轮廓度较差,存在微小崩口,使得产品加工精度不高,加工出的锯齿后角质量难以保证。
技术实现要素:
4.本发明要解决的技术问题是:克服现有技术的不足,提供一种金刚石锯齿后角激光加工工艺,其利用激光振镜扫描出与金刚石锯齿后角一致的图形,通过激光一次性完成金刚石锯齿后角的加工,相较于电火花加工,激光加工的效率更高,后角刃口的轮廓精度也得到大大提高。
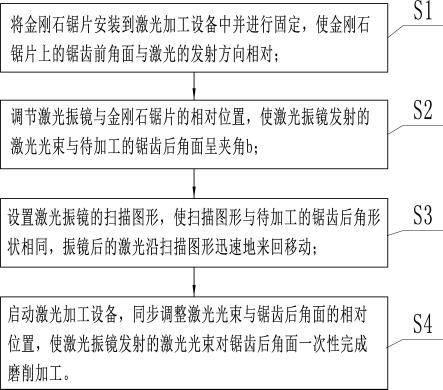
5.所述的金刚石锯齿后角激光加工工艺,包括以下步骤:s1、将金刚石锯片安装到激光加工设备中并进行固定,使金刚石锯片上的锯齿前角面与激光的发射方向相对;s2、调节激光振镜与金刚石锯片的相对位置,使激光振镜发射的激光光束与待加工的锯齿后角面呈夹角b,夹角b为5
°
~20
°
;s3、根据锯齿后角的加工要求,选择激光振镜的扫描图形,并将扫描图形投影至锯齿前角面上靠近锯齿后角的位置,扫描图形与待加工的锯齿后角形状相同,振镜后的激光沿扫描图形迅速地往复移动,激光在扫描时,激光相对于金刚石锯片,向远离锯片本体的一侧移动并进行逐行扫描加工,直到将扫描图形扫描一遍;s4、启动激光器,通过激光振镜发射的激光光束对锯齿后角面进行磨削加工,激光振镜沿扫描图形直接扫描出后角形状,在激光沿扫描图形迅速地往复移动的同时同步调整激光光束与锯齿后角面的相对位置,使激光振镜发射的激光光束相对于锯齿后角面从上向下一次性完成锯齿后角面的磨削加工。
6.优选地,还包括s5,通过激光加工设备将金刚石锯片拨动一个锯齿的距离,重复s2
至s4的动作,直到完成金刚石锯片上所有锯齿后角面的加工,最后取下金刚石锯片。
7.优选地,所述激光振镜通过光纤与激光器连接,激光器为脉冲激光器。
8.优选地,所述s1中,激光加工设备的工作台水平放置,在工作台为基准建立三维坐标系,其中,金刚石锯片所在平面垂直于工作台,金刚石锯片上的锯齿前角面向上设置,将垂直于工作台的方向定义为z轴,金刚石锯片中心轴线的方向定义为x轴,将垂直于x轴和z轴所在平面a的方向定义为y轴。
9.优选地,将激光振镜安装在平面a上,且激光振镜向下倾斜设置,激光振镜与平面a的夹角a为10
°
~20
°
。
10.优选地,所述s4中待加工的锯齿后角和扫描图形均为平齿结构。
11.优选地,所述s3中待加工的锯齿后角和扫描图形均为斜齿结构。
12.优选地,所述s3中待加工的锯齿后角和扫描图形均为梯形齿结构。
13.与现有技术相比,本发明的有益效果是:1、本发明采用脉冲激光加工金刚石锯齿的后角,大大减少了金刚石锯齿后角面的轮廓度,使轮廓度能达到5微米,避免了微小崩口的产生,从而提升了加工精度和产品质量;2、加工时,通过激光振镜扫描出锯齿后角形状,可根据待加工的锯齿后角不同更换扫描图形,方便控制,同时实现脉冲激光一次性磨削出锯齿后角面,加工效率大幅度提高,该方法相较于传统的电火花加工,加工效率提升了5倍,并避免不同形状的金刚石锯齿后角分别使用不同的专用电火花加工设备,节省了生产成本。
附图说明
14.图1为本发明的工艺流程图;图2为现有金刚石锯片的结构示意图;图3为图2中a部分的局部放大图;图4为梯形齿的俯视图;图5为斜齿的俯视图;图6为平齿的俯视图;图7为梯形齿的结构示意图;图8为梯形齿的主视图;图9为梯形齿的左视图;图10为激光加工设备的使用状态参考图;图11为激光加工设备的正面结构示意图;图12为图11中b部分的局部放大图。
15.图中,1、锯齿前角面;2、锯齿后角面;3、锯齿侧面;4、锯齿刃口;5、锯齿;51、金刚石层;52、合金层;6、机架;7、激光升降机构;8、激光平移机构;9、滑板;10、锯片夹持机构;11、锯片本体;12、锯片平移机构;13、激光振镜;131、激光光束;14、拨齿器;141、拨齿针;15、扫描图形。
具体实施方式
16.下面结合附图对本发明作进一步说明:
实施例一如图1所示,金刚石锯齿后角激光加工工艺,包括以下步骤:s1、将金刚石锯片安装到激光加工设备中并进行固定,使金刚石锯片上的锯齿前角面与激光的发射方向相对;如激光向下发射或斜向下方发射,则锯齿前角面1相对于合金层52向上设置;如激光向左或斜向左发射,则锯齿前角面1相对于合金层52向右设置;s2、通过激光加工设备调节激光振镜13与金刚石锯片的相对位置,如图8所示,锯齿5的锯齿后角面2为底部向锯片本体11一侧倾斜的斜面,使激光振镜13发射的激光光束131与待加工的锯齿后角面2呈夹角b,夹角b为5
°
~20
°
;夹角b的具体数值根据加工要求进行调整,夹角b的大小,对锯齿后角面2的加工精度有影响;s3、根据锯齿后角的加工要求,选择激光振镜13的扫描图形15,其具体形状可根据加工要求不同确定,通过调节激光振镜13自带的程序进行调整,上述程序为现有技术,不再赘述;如图6所示,本实施例中待加工的锯齿后角和扫描图形15均为平齿结构,即扫描图形15为矩形,矩形的长边与金刚石锯片中心轴线平行的线段,振镜后的扫描图形15向下投影在锯齿前角面1上,激光扫描时,激光光束131的焦点沿矩形长边方向迅速地来回移动,与此同时,激光光束131的焦点向矩形短边方向移动,实现激光光束131的逐行加工,直到扫描完整个扫描图形15内的区域;s4、启动激光加工设备上的激光器,使激光振镜13发射的激光光束131对锯齿后角面2进行磨削加工,激光振镜13发射的激光光束131沿扫描图形15直接扫描出后角形状,与此同时,同步调整激光光束131与锯齿后角面2的相对位置,使激光振镜13发射的激光光束131相对于锯齿后角面2从上向下(从靠近锯齿前角面1的一端向另一端),一次性地完成整个锯齿后角面2的磨削加工,在此过程中,始终保持激光光束131与待加工的锯齿后角面2呈夹角b,即激光振镜13扫描出后角形状后,通过激光加工,一刀切出锯齿后角面2。
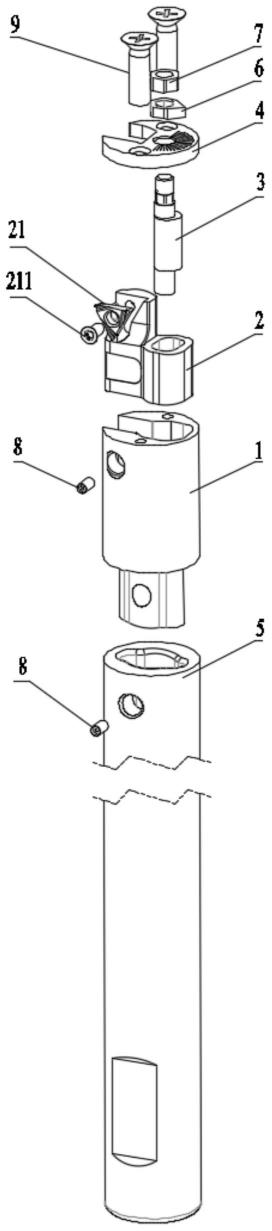
17.本实施例可采用现有的激光加工设备进行辅助加工。以图10所示的激光加工设备为例进行说明,其包括机架6,机架6上的工作台水平设置,以工作台为参照物建立三维坐标系,将垂直于工作台的方向定义为z轴,工作台上分别设置相互垂直的x轴和y轴,将金刚石锯片安装到激光加工设备中,且金刚石锯片所在平面垂直于工作台,将金刚石锯片中心轴线的方向定义为x轴,将垂直于x轴和z轴所在平面a的方向定义为y轴;本实施例中金刚石锯片安装后, 金刚石锯片上的锯齿前角面1向上。
18.机架6上安装激光升降机构7,激光升降机构7沿z轴方向进行升降;金刚石锯片安装于锯片平移机构12上,锯片平移机构12可沿y轴方向移动;激光升降机构7上安装激光平移机构8,激光平移机构8可沿x轴方向来回移动。其中,x轴、y轴和z轴仅作为限定激光平移机构8、锯片平移机构12和激光升降机构7在三维空间中的相对位置关系的参考坐标系,并不指向具体的某一方向。
19.如图10和图11所示,激光平移机构8、锯片平移机构12和激光升降机构7分别通过相配合的滑块和滑板与机架6连接,激光平移机构8、锯片平移机构12和激光升降机构7的驱动机构可以是直线电机,也可以是滚珠丝杠结构,其安装方式为现有技术,不再赘述。激光平移机构8的滑板81上安装有激光振镜13和拨齿器14,如图12所示,拨齿器14上安装有向下倾斜设置的拨齿针141。
20.本实施例中激光振镜13向下倾斜设置,即激光振镜13发射的激光光束131向下倾斜,且激光光束131向靠近金刚石锯片的一侧倾斜,激光振镜13与垂直面的夹角控制在10
°
~20
°
,优选为15
°
。通过调节激光振镜13与垂直面的夹角,可调节夹角b的大小。
21.锯片平移机构12上设有锯片悬挂机构和锯片夹持机构10,金刚石锯片的中心孔悬挂在锯片悬挂机构上,金刚石锯片通过锯片夹持机构10上的气缸夹紧固定,金刚石锯片的轴线方向与x轴平行。
22.平齿在加工时,通过激光加工设备上的控制器,协同控制激光平移机构8、锯片平移机构12和激光升降机构7,启动激光加工设备,s3中经激光振镜13扫描后的图形为一条边为线段的任意图形,扫描图形投影后,上述线段向下投影至锯齿前角面1上,该线段所在位置即为加工后的平齿。启动激光器和激光振镜13,激光扫描时,在激光振镜13的作用下沿线段来回移动,与此同时,激光相对于金刚石锯片,向远离锯片本体11的一侧移动并进行逐行扫描加工,直到将扫描图形扫描一遍;s4中控制器控制锯片平移机构12和激光升降机构7协同动作,使锯片平移机构12带动金刚石锯片向激光振镜13一侧移动,同时激光升降机构7带动激光振镜13下降,使激光振镜13发射的激光一次性磨削出锯齿后角。
23.激光光束131相对于锯齿后角面2的移动速度为200-1200mm/s,该移动速度可根据加工要求进行调整,激光频率为30-50khz,优选为40khz,脉冲宽度为400-600ns,优选为500ns。
24.实施例二本实施例中待加工后角为梯形齿,如图4所示,锯齿5的后角在俯视图上显示为没有下底边的梯形结构,如图7、图8和图9所示,锯齿5的锯齿后角面2为底部向锯片本体11一侧倾斜的斜面。同样的,斜齿和平齿除后角形状与梯形齿不同,其他结构均与梯形齿相同。
25.如图3所示,本实施例中的扫描图形15的底边为没有下底边的梯形折线,扫描图形15需要覆盖住所要磨削掉的部分后角。将扫描图形15向下投影至锯齿前角面1上靠近锯齿后角的位置,扫描图形15的底边与待加工的锯齿后角形状相同,振镜后的激光沿扫描图形15上与待加工的锯齿后角形状相同的边迅速地往复移动,并向远离锯片本体11的一侧进行逐行扫描加工,图4中虚线与扫描图形15底边之间的部分为激光所要磨削掉的部分。
26.还包括s5,s5通过激光加工设备将金刚石锯片向下拨动一个锯齿5的距离,即金刚石锯片逆时针转动一个锯齿5的距离,重复s2至s4的动作,直到完成金刚石锯片上所有锯齿后角面2的加工,最后取下金刚石锯片。其它与实施例一相同。
27.s5中锯片夹持机构10先松开金刚石锯片,然后控制器控制激光升降机构7下降,拨齿器14通过拨齿针141向下拨动一个锯齿5的距离,即金刚石锯片逆时针转动一个锯齿5的距离,然后锯片夹持机构10再次夹紧金刚石锯片,再进行再一下锯齿后角面2的加工,如此循环加工,直到完成所有锯齿后角面2的加工。
28.实施例三如图4所示,本实施例中待加工后角为斜齿,s3中待加工的锯齿后角和扫描图形15均为斜齿结构,即扫描图形15的底边为与金刚石锯片中心轴线呈一定夹角的线段。其它与实施例二相同。
29.本发明以激光加工设备的工作台为参考建立的三维坐标系,仅用于描述激光平移机构8、锯片平移机构12和激光升降机构7在三维空间中的相对位置关系,将激光加工设备
改为卧式结构,或任意旋转某一角度,导致x轴、y轴和z轴的指向发生改变,但只要是激光平移机构8、锯片平移机构12和激光升降机构7在三维空间中的相对位置关系不变,均在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。