1.本发明涉及粉末压制成型设备的领域,尤其涉及一种棒棒糖成型设备。
背景技术:
2.目前,棒棒糖是常见的糖果类食品,通过将各种形状的硬质糖果插在一根小棒上,深受人们的喜爱。棒棒糖压制成型设备是一种双压式多功能自动旋转的连续压片设备,可以将颗粒或者粉末状的糖粉压制成各种形状的产品,主要用于棒棒糖的生产。
3.相关技术中,棒棒糖成型设备主要包括:
4.一个可回转的中冲盘,中冲盘上环绕转轴设置有多个模孔,中冲盘位于模孔的一侧设置有棒槽,棒槽与模孔连通;
5.托棒支架,环绕中冲盘设置,并且与模孔的数量以及位置相对应,用于承托棒棒糖的棒体。
6.在压制棒棒糖时,将棒体放置到托棒支架上,托棒支架对棒体进行支撑,棒体头部的位置穿过棒槽位于模孔内,将药粉填充到模孔中,在上下冲模的作用下,将糖粉压制成具有特定形状的硬质糖块,棒体同时被压制固定在糖块内。
7.现有的一般有两种落棒方式,一种是采用手工的方式,直接将棒体放置到托棒支架上;还有就是通过一个可回转的带有凹槽的分棒盘完成运棒和落棒的工作,即当分棒盘上的凹槽进入棒斗后,棒斗内的棒体落到凹槽内,带有棒体的凹槽转出棒斗并与托棒支架对应时,棒体在重力的作用下落到托棒支架上,棒体的头部落入棒槽内。
8.针对上述的相关技术,采用手工放棒的方式,生产效率较低;采用分棒盘,棒体难以流畅的进入凹槽内,导致卡棒或产品缺棒的问题,需停机处理,影响生产效率;此外,受粉尘的影响,当托棒支架或棒槽内积累粉尘后,落下的棒体会偏离既定位置,导致产品上棒体歪斜,影响产品质量。
技术实现要素:
9.本发明提供一种棒棒糖成型设备,用以解决现有技术中产品生产效率较低,质量难以保证的问题,提高了生产效率,保证了产品的质量。
10.本发明提供一种棒棒糖成型设备,包括:
11.可回转的中冲盘,所述中冲盘上环绕轴线设置有若干模孔,所述中冲盘上位于每个模孔的一侧均设置有棒槽,所述棒槽与模孔连通;
12.若干托棒支架,环绕设置于所述中冲盘外侧,所述棒槽与所述托棒支架位置对应且共线,所述托棒支架底面上设置有用于供沉降粉末排出的开口;
13.落棒机构,所述落棒机构包括棒斗、分布辊、负压结构和泄压结构;所述棒斗上设置有一出棒口;所述分布辊可回转且一侧位于所述出棒口内,所述分布辊外周面上环绕轴线设置有若干凹槽,用于容纳棒体,当所述分布辊回转时,若干所述凹槽交替进出棒斗将所述棒斗内的棒体带出;
14.所述凹槽的内壁上设置有负压孔,当所述凹槽回转至第一区间时,与所述负压结构连通,为所述凹槽提供负压;当所述凹槽回转至第二区间时,与所述泄压结构连通,凹槽内负压消除,所述棒体可在重力的作用下落到托棒支架上;
15.推棒机构,所述推棒机构具有一个可往复运动的输出端,用于推动托棒支架上的棒体滑移并穿入所述棒槽内。
16.根据本发明提供的一种棒棒糖成型设备,所述负压结构包括:
17.若干气孔,所述气孔设置于所述分布辊内,且与所述负压孔连通,所述分布辊一端形成有安装面,所述气孔的开口位于所述安装面上,并环绕所述分布辊的轴线排布;
18.端盖,所述端盖具有一个接触面,所述接触面与所述安装面转动密封配合,所述接触面上设置有一弧形的负压槽,所述负压槽位于所述气孔开口的转动路径上;所述负压槽的路径即为所述的第一区间;
19.连接头,设置于所述端盖上并与所述负压槽连通,用于连接真空设备。
20.根据本发明提供的一种棒棒糖成型设备,所述泄压机构包括泄压孔,所述泄压孔位于所述气孔开口的转动路径上,所述泄压孔的路径即为所述的第二区间。
21.根据本发明提供的一种棒棒糖成型设备,所述安装面与所述接触面弹性抵接。
22.根据本发明提供的一种棒棒糖成型设备,所述推棒机构包括:
23.沿所述推棒导轨的转动路径呈曲线布设的推棒导轨,所述推棒导轨具有一个朝向中冲盘方向内凹的曲线段,形成工作位;
24.推动部,穿设于所述托棒支架底面的开口中并与所述托棒支架滑移配合,所述推动部穿过托棒支架底面开口的一端即为所述的输出端;
25.连接部,与推动部连接且耦合于所述推棒导轨上,当所述连接部运动至工作位上后,带动所述推动部朝向中冲盘方向滑移;
26.复位结构,当所述连接部脱离所述工作位后,带动所述推动部远离中冲盘滑移并复位。
27.根据本发明提供的一种棒棒糖成型设备,所述连接部通过引导结构约束于推棒导轨上,所述引导结构即为所述的复位结构。
28.根据本发明提供的一种棒棒糖成型设备,还包括粉末回收系统,所述粉末回收系统包括:
29.集尘组件,所述集尘组件包括分离器和存料斗,所述分离器用于分离粉尘中的固体粉末;所述存料斗用于储存分离后的固体粉末;
30.第一真空件,与所述分离器连通,用于在分离器内形成负压,并通过吸尘管路将粉尘吸入分离器内;
31.第二真空件,与存料斗连通,用于将存料斗储存的粉末吸出并重复利用。
32.根据本发明提供的一种棒棒糖成型设备,还包括真空上料机,所述真空上料机即为所述的第二真空件。
33.根据本发明提供的一种棒棒糖成型设备,还包括模具组件,所述模具组件包括位于所述模孔上方的上冲模,所述上冲模朝向膜孔的一端具有片型;所述片型一侧设置有凸起,所述凸起凸出于所述片型,用于嵌入所述棒槽中,并阻塞棒槽与模孔的连通处。
34.根据本发明提供的一种棒棒糖成型设备,还包括设置于棒棒糖成型设备出料口处
的出料机构,所述出料机构包括:
35.出料通道,所述出料通道两端具有开口,且一端与所述出料口相连通;
36.推动件,设置于所述出料通道与出料口的连接处,用于推动出料口处的产品进入所述出料通道内,并从出料通道另一端开口排出。
37.本发明提供的一种棒棒糖成型设备,通过驱动件驱动分布辊回转,可以使每个凹槽交替进出棒斗,当凹槽进入棒斗内后,负压孔与负压结构连通,在负压的作用下使棒体流畅的进入凹槽,并牢牢吸附于凹槽内,减小卡棒和缺棒的问题;凹槽继续回转至第二区间内时,与托棒支架位置对应,此时泄压结构与负压孔相连,外界的空气进入负压孔内消除凹槽内的负压,棒体在重力的作用下落到托棒支架上,随着中冲盘的转动,推棒机构运动至工作位时,其输出端推动棒体轴向滑移,棒体的头部穿过棒槽进入模孔中;由于承托槽底部具有开口,当粉尘沉降到承托槽内后,可以从承托槽底部的开口处排出,同时棒体穿入棒槽的过程中,可以将棒槽内沉积的粉末推入模孔中,从而减小由于粉末沉积导致棒体偏移的问题。提高了生产效率,保证了产品的质量。
附图说明
38.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
39.图1是本发明提供的棒棒糖成型设备的结构示意图;
40.图2是本发明提供的中冲盘与托棒支架配合的结构示意图;
41.图3是本发明提供的落棒机构的结构示意图;
42.图4是本发明提供的气孔和负压孔在分布辊内排布的结构示意图;
43.图5是本发明提供的端盖与分布辊配合的结构示意图;
44.图6是本发明提供的端盖的结构示意图;
45.图7是本发明提供的弹性件的结构示意图;
46.图8是本发明提供的推棒机构的机构示意图;
47.图9是本发明提供的推棒机构与托棒支架配合的结构示意图;
48.图10本发明提供的推棒导轨与引导轴承配合的结构示意图;
49.图11本发明提供的模具组件的结构示意图;
50.图12本发明提供的图11中a部分的局部放大图;
51.图13本发明提供的挡块与中冲盘配合的结构示意图;
52.图14本发明提供的出料机构与中冲盘配合的结构示意图;
53.图15本发明提供的出料机构的结构示意图;
54.图16是本发明提供的引导件的结构示意图;
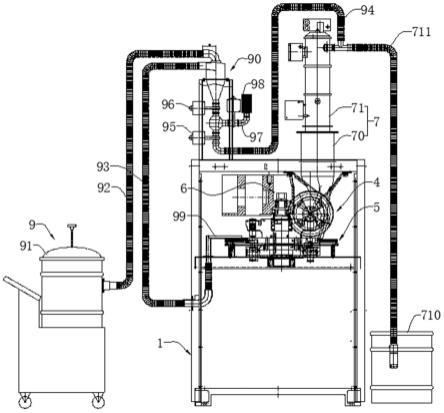
55.图17是本发明提供的粉末回收系统的结构示意图。
56.附图标记:
57.1、机架;10、挡块;2、中冲盘;20、模孔;21、棒槽;3、托棒支架;30、承托槽;4、落棒机构;40、棒斗;41、支撑架;42、分布辊;420、凹槽;421、负压孔;43、负压结构;430、气孔;431、
端盖;432、连接头;433、负压槽;44、泄压结构;440、泄压孔; 45、驱动件;450、转轴;451、电机;452、减速机;453、过载保护联轴器;46、安装部;460、固定螺栓;47、弹性件;470、连接杆; 471、调节螺母;472、弹簧;48、推力轴承;49、防护结构;490、嵌块;491、端板;492、紧固螺栓;5、推棒机构;50、推动部;51、安装架;52、连接部;53、推棒导轨;530、工作位;531、滑槽;54、滑移组件;540、滑轨;541、滑块;55、引导轴承;6、模具组件; 60、上冲模;600、片型;61、下冲模;610、顶杆;62、凸起;7、下料机构;70、加料器;71、真空上料机;710、料筒;711、上料管路;8、出料机构;80、出料盒;81、推动件;810、推动波轮;811、推动电机;82、引导件;820、引导波轮;821、引导电机;83、倾斜部;9、粉末回收系统;90、集尘组件;900、分离器;901、存料斗; 91、第一真空件;92、真空管路;93、吸尘管路;94、出料管;95、第一阀门;96、第二阀门;97、气压平衡管;98、滤芯;99、吸粉盒。
具体实施方式
58.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
59.为了方便理解发明提供的棒棒糖成型设备,首先说明一下其应用场景,本发明提供的棒棒糖成型设备主要用于生产棒棒糖,而现有技术中,生产棒棒糖时,一般靠人工将棒体放置到托棒支架上,或者采用分棒盘使棒体直接落到托棒支架以及凹槽内,生产效率较低,因此,本发明提供了一种棒棒糖成型设备,以提高生产效率,保证产品的合格率。
60.下面结合图1-图17描述本发明的棒棒糖成型设备。
61.参照图1和图2,一种棒棒糖成型设备,包括机架1,机架1上水平设置有工作台;还包括中冲盘2、托棒支架3、落棒机构4、推棒机构5和模具组件6;其中,中冲盘2可回转的设置于工作台上,中冲盘2上环绕轴线设置有多个模孔20,中冲盘2上位于每个模孔 20的一侧均设置有棒槽21,棒槽21与模孔20相连通,并且每个棒槽21的延长线均通过中冲盘2的轴心。
62.托棒支架3有多个并且环绕设置于中冲盘2的外侧,托棒支架3 的数量与模孔20的数量相等,并且位置与棒槽21的位置相对应,托棒支架3可与中冲盘2同步回转。
63.落棒机构4设置于机架1上,主要用于使棒体落到托棒支架3上;推棒机构5具有一个可往复运动的输出端,用于将落到托棒支架3上的棒体朝向棒槽21方向推动,使棒体头部穿过棒槽21进入模孔20 中;模具与模孔20相配合,用于将填充到模孔20内的粉状物料压制成型。生产棒棒糖时,在落棒机构4的作用下,使棒体落到托棒支架 3上,然后在推棒机构5的作用下,将棒体朝向棒槽21方向推动,棒体头部穿过棒槽21进入模孔20中,向模孔20中填充粉料,在模具组件6的作用下,将粉料压制成型。
64.参照图3和图4,落棒机构4包括棒斗40、支撑架41、分布辊 42、负压结构43、泄压结构44和驱动件45。其中,棒斗40固定连接于机架1上,用于盛装棒体,棒斗40的底部具有一出棒口;支撑架41固定连接于机架1上,分布辊42转动支撑于支撑架41上并且位于棒斗40的下方,分布辊42的上侧位于出棒口内,分布辊42的外周面上环绕轴线设置有多个凹槽420,用于容纳棒体;驱动件45 的输出端与分布辊42相连,用于驱动分布辊42回转。当驱动件45 驱动分布辊42回转时,凹槽420交替进出棒斗40,以将棒体从棒斗 40内带出。
65.凹槽420的内壁上具有负压孔421,当凹槽420转动至第一区间内时,负压结构43与负压孔421相连通,通过负压结构43可以为凹槽420提供负压,凹槽420首先回转进入棒斗40,在负压的作用下使棒体流畅的进入凹槽420,并牢牢吸附于凹槽420内,随后从棒斗 40内转出并朝向托棒支架3转动。当凹槽420转动至第二区间内时,与托棒支架3位置对应,此时泄压结构44与负压孔421相连,外界的空气进入负压孔421内消除凹槽420内的负压,棒体在重力的作用下落到托棒支架3上。
66.分布辊42可以采用金属制成,也可以采用塑料材料制成,本实施例中,为了保证分布辊42转动的流畅度,减小驱动件45的负担,同时考虑到制造成本,分布辊42采用聚四氟乙烯塑料制成。凹槽420 与分布辊42的轴线平行,其规格以及具体的数量可以根据实际的需求,例如托棒支架3的数量、产品的大小等进行选择,分布辊42的转动方向也可以为顺时针或逆时针,在本实施例中,凹槽420有九个且均匀排布于分布辊42的外周面上,分布辊42逆时针旋转。
67.负压孔421设置于凹槽420的底壁上,其数量可以根据棒体的型号、长度等进行选择,例如,当棒体较粗或较长时,可以适当增加负压孔421的数量,以保证通过负压可以将棒体吸附于凹槽420内。此外,负压孔421最好可以对称设置,以提高棒体受力的均匀度,提高棒体在凹槽420内的稳定性。负压结构43通过负压孔421为凹槽420 提供负压。
68.参照图5和图6,负压孔421对称排布;负压结构43包括气孔 430、端盖431和连接头432;其中,气孔430开设于分布辊42内部,并在分布辊42其中的一个端面上形成开口,负压孔421与气孔430 相连通,真空设备通过负压孔421和气孔430为凹槽420提供负压。气孔430的具体数量可以根据实际需求进行选择,既可以少于凹槽 420的数量,例如,可以一个气孔430与多个凹槽420内的负压孔421 相连通,也可以多于凹槽420的数量,例如一个凹槽420内的多个负压孔421可以分别与多个气孔430相连,只需要保证气孔430的开口环绕分布辊42的轴线排布即可。
69.本实施例中,气孔430与分布辊42的轴线平行,并且数量与凹槽420的数量相等,气孔430靠近凹槽420设置,每个凹槽420内的若干负压孔421与对应位置的气孔430相连通。分布辊42设置有气孔430开口的一面上具有一个环状的安装面,安装面与分布辊42同轴,气孔430开口均匀排布于安装面上。
70.端盖431上具有一个环状的接触面,接触面与安装面贴合且转动密封配合,接触面上开设有一条弧形的负压槽433,负压槽433位于气孔430的转动路径上,负压槽433的路径即为所述的第一区间,当气孔430转动到第一区间内时,与负压槽433相连通,通过负压槽 433可以为气孔430提供负压。
71.负压槽433的位置和长度可以根据实际的需求进行选择,但至少需要保证,凹槽420进入料斗时,与之对应的气孔430位于第一区间内,凹槽420回转至与托棒支架3对应前,与之对应的气孔430位于第一区间外。通过驱动件45驱动分布辊42回转,安装面和接触面相对转动,以使气孔430交替与负压槽433连通或断开。
72.为了降低因磨损对安装面和接触面密封性能的影响,分布辊42 设置有气孔430开口的端面上可拆卸连接有一个环形的安装部46,安装部46与分布辊42同轴布置,安装部46上设置有多个通孔,通孔与气孔430的开口对应连通,安装部46背离分布辊42的一面即为所述的安装面。经过一段时间的使用安装面发生磨损时,可以将安装部46拆下更换。为了提高
耐久性,安装部46采用金属材料制成。
73.连接头432设置于端盖431上并且与负压槽433连通,主要用于和外部的真空设备相连,连接头432的数量和位置可以根据实际需求进行布置,本实施例中,连接头432设置于端盖431背离分布辊42 的一面上。在实际使用时,将真空设备与连接头432相连接,使负压槽433处于负压状态,驱动件45驱动分布辊42回转,安装面与接触面发生相对转动,当气孔430回转至第一区间内时,与负压槽433连通,从而为凹槽420提供负压,当气孔430回转至第二区间内时,与泄压结构44相连,以消除凹槽420内的负压,使棒体可以在重力的作用下落到托棒支架3上。
74.泄压结构44包括开设于端盖431上的泄压孔440,泄压孔440 位于气孔430的转动路径上,用于供外界的空气进入气孔430内,从而消除凹槽420内的负压,使棒体在重力的作用下可以从凹槽420中落到托棒支架3上。为了保证泄压的可靠性,泄压孔440为条形孔,泄压孔440的路径即为所述的第二区间,第二区间的长度和位置可以根据实际需求进行选择,但至少需要保证,凹槽420与托棒支架3相对应时,与之对应的气孔430位于第二区间内,凹槽420回转至棒斗 40内时,与之对应的气孔430位于第二区间外。
75.参照图3和图7,安装面与接触面通过弹性件47弹性抵接,以提高安装面与接触面之间的密封性能,具体的,弹性件47包括连接杆470、调节螺母471和弹簧472;其中,连接杆470一端固定连接于支撑架41上,端盖431上与连接杆470对应的位置开设有调节孔,连接杆470另一端滑移穿设于调节孔中,连接杆470的外周面设置有螺纹;调节螺母471螺纹连接于连接杆470上;弹簧472的两端分别与调节螺母471以及端盖431抵接,并且始终处于压缩状态。在弹簧 472的挤压下,使接触面和安装面弹性抵紧密封,通过旋拧调节螺母 471,可以改变弹簧472的压缩量,从而调节接触面和安装面配合的松紧程度,在保证接触面和安装面密封的前提下,分布辊42可以流畅转动。
76.弹性件47的数量和布置位置可以根据实际的需求进行选择,弹性件47也不仅限于本实施例所述的一种形式,只需要使安装面与接触面之间弹性抵紧即可。
77.为了提高分布辊42转动的流畅度,分布辊42端面与端盖431之间存在间隙,并且两者通过推力轴承48相连接,具体的,分布辊42 的端面上开设有第一安装槽,端盖431上开设有第二安装槽,第一安装槽以及第二安装槽与分布辊42同轴设置,推力轴承48两端分别嵌设于第一安装槽和第二安装槽中。第一安装槽底部嵌设有调整垫片,根据分布辊42以及端盖431型号的不同,可以更换不同厚度的调整垫片,以使推力轴承48可以与分布辊42和端盖431更好的进行配合。
78.为了便于对端盖431进行安装、定位和引导,提高端盖431与分布辊42相对转动的稳定性,端盖431与分布辊42之间设置有一引导结构,引导结构包括互相嵌合并且可相对滑移的凸出部和滑槽531,凸出部呈环状并且凸出设置于分布辊42的端面上,滑槽531呈环状并且开设于端盖431上,凸出部以及滑槽531与分布辊42同轴布置,凸出部嵌设于滑槽531中。具体的,用于固定安装部46的固定螺栓 460有多个并且环绕分布辊42的轴线排布,固定螺栓460的大端凸出于安装面,形成所述的凸出部。另一个实施例中,凸出部还可以凸出设置于端盖431上,相应的,滑槽531开设于分布辊42的端面上。
79.驱动件45在驱动分布辊42转动时,端盖431与分布辊42相对转动,引导结构可以对二者进行引导,以提高二者相对转动的稳定性。
80.参照图3,驱动件45包括转轴450、电机451、减速机452和过载保护联轴器453;其中,转轴450转动连接于支撑架41上,分布辊42与转轴450固定连接;具体的,可以在支撑架41上固定连接若干轴承,转轴450与轴承的内圈固定连接,以提高转轴450转动的流畅度;电机451的输出轴与减速机452相连接,减速机452的输出轴与转轴450通过过载保护联轴器453相连接,过载保护联轴器453为现有技术,同时过载保护联轴器453的结构并非本发明的发明点,因此,本实施例中,对其结构不予赘述。当发生卡棒时,过载保护联轴器453可以对电机451进行保护,防止电机451被烧坏。
81.为了降低转轴450与分布辊42配合处的磨损,分布辊42中心位置设置有一安装孔,安装孔内可拆卸连接有防护结构49,转轴450 与防护结构49通过键连接,并通过轴头螺栓锁紧。当转轴450与防护结构49的配合处发生磨损时,可以对其拆卸更换。
82.具体的,防护结构49包括中间的嵌块490以及两端的端板491,分布辊42上位于安装孔的两端开口处开设有让位槽,嵌块490嵌设于安装孔中,端板491嵌设于让位槽中并通过紧固螺栓492与分布辊 42固定连接,通过端板491将嵌块490夹紧固定,方便防护结构49 在分布辊42上的安拆。为了提高耐久度,本实施例中,防护结构49 采用金属材料制成。
83.通过驱动件45驱动分布辊42回转,可以使每个凹槽420交替进出棒斗40,当凹槽420进入棒斗40内后,负压孔421与负压结构43 连通,在负压的作用下使棒体流畅的进入凹槽420,并牢牢吸附于凹槽420内。凹槽420继续回转至第二区间内时,与托棒支架3位置对应,此时泄压结构44与负压孔421相连,外界的空气进入负压孔421 内消除凹槽420内的负压,棒体在重力的作用下落到托棒支架3上。
84.参照图2和图8,托棒支架3上设置有承托槽30,承托槽30上下两面均具有开口,其上面开口大于棒体的直径,以便棒体落入承托槽30内,底面开口小于棒体的直径,以避免棒体冲承托槽30内掉落,使托棒支架3可以支撑落下的棒体,同时用于供沉降的粉末排出。
85.推棒机构5包括推动部50、安装架51、连接部52、推棒导轨53 和复位结构。其中,推动部50一端穿过承托槽30底部的开口位于承托槽30内,推动部50位于承托槽30内的一端即为所述的输出端,推动部50与承托槽30滑移配合,通过推动部50的往复滑移,可以将棒体朝向棒槽21方向推动,并使棒体一端穿入棒槽21中,然后推动部50复位,为下一次的推棒做准备。
86.参照图8和图9,安装架51通过滑移组件54滑移连接于托棒支架3上,推动部50与安装架51相连接,以提高推动部50滑移的稳定性和流畅度。具体的,滑移组件54包括两组相互嵌合的滑轨540 和滑块541;其中,滑轨540为t型滑轨540,并且沿托棒支架3的长度方向布设于托棒支架3的底部,滑轨540与托棒支架3固定连接;滑块541为t型滑块541,并且固定连接于安装架51上,滑块541 与滑轨540滑移连接。通过相互嵌合的滑轨540和滑块541,既可以使安装架51可以在托棒支架3上流畅的滑移,提高推动部50滑移的稳定性和流畅度,还可以将安装架51限制于托棒支架3上。滑块541 还可以采用滚珠滑块541,以将滑块541与滑轨540之间的滑动摩擦力转化为滚动摩擦力,进一步提高安装架51滑移的流畅度。
87.参照图2和图10,推棒导轨53沿托棒支架3的转动路径呈环形布设,其具有一段朝向中冲盘2中心方向内凹的曲线段,形成工作位 530,工作位530位于落棒工位的下游,压制棒棒糖时,棒体在落棒工位处下落到托棒支架3的承托槽30中,然后进入工作位530,并在工作位530处完成推棒工作。连接部52与安装架51相连接,并与推棒导轨53相耦合,随着中冲
盘2的转动,托棒支架3随之转动,连接部52沿推棒导轨53运动,当运动至工作位530时,连接部52 朝向中冲盘2方向运动,即可带动安装架51朝向中冲盘2方向滑移,推动部50随之滑移将棒体推入棒槽21中。
88.复位结构,当连接部52脱离工作位530后,复位结构可以驱动推动部50远离中冲盘2滑移并复位,准备下一次的推棒工作。
89.推棒导轨53与连接部52通过一嵌合结构相嵌合,将连接部52 约束在推棒导轨53上,以使连接部52脱离工作位530后,在推棒导轨53的拉动下,远离中冲盘2滑移并复位,所述的嵌合结构即为复位结构。具体的,嵌合结构包括凸出部和滑槽531;凸出部形成于连接部52远离安装架51的一端,滑槽531设置于推棒导轨53上并且沿推棒导轨53的延伸路径布设,凸出部嵌设于滑槽531中,从而将连接部52的运动路径限制于推棒导轨53的延伸路径上,连接部52 在工作位530上运动时,安装架51带动推动部50朝向中冲盘2方向滑移,将棒体推入棒槽21中,当连接部52脱离工作位530后,在导轨的引导下,连接部52远离中冲盘2运动,从而使推动部50远离中冲盘2方向滑移并复位。
90.在凸出部上转动连接有引导轴承55,引导轴承55嵌设于滑槽531 中并与滑槽531的侧壁滚动配合,从而减小摩擦力,提高凸出部与推棒导轨53配合的流畅度。引导轴承55可以采用凸轮引导轴承55,以承受较大的荷载。另一个实施例中,还可以将凸出部设置为球形,以降低与导轨之间的摩擦阻力。
91.另一个实施例中,凸出部还可以凸出设置于推棒导轨53上,并沿推棒导轨53的延伸方向布设,滑槽531设置于连接部52上,通过互相嵌合的滑槽531和凸出部,将安装架51限制在推棒导轨53的延伸路径上,实现推动部50的往复滑移。
92.另一个实施例中,复位结构还可以采用拉簧、弹力绳等弹性部件,相应的,连接部52与推棒导轨53可以采用侧面抵接的方式进行配合;即推棒导轨53上表面凸出设置有凸沿,凸沿沿推棒导轨53的延伸路径布设,连接部52与凸沿朝向中冲盘2一侧的侧面抵接,当连接部 52运动至工作位530时,在凸沿的作用下推动连接部52朝向中冲盘 2的方向滑移,推动部50随之朝向中冲盘2方向滑移,将棒体推入棒槽21中,弹性部件发生弹性形变;当连接部52与工作位530脱离时,在弹性部件的拉动下,推动部50远离中冲盘2滑移并复位。
93.推棒导轨53的上方覆盖有护板,从而可以有效阻止粉尘落入滑槽531中,保证了推棒机构5持久可靠的运行。具体的,护板包括固定连接于每相邻两个托棒支架3之间的多个板单元,通过多个板单元互相拼接,在推棒导轨53上方形成遮盖,阻止粉尘落入滑槽531中。护板采用透明材质例如亚克力板制成,可以实时观测推棒导轨53的运行状态,以便及时对滑槽531内的粉尘进行清理。
94.在压制棒棒糖时,驱动件45驱动分布辊42回转,将棒斗40内的棒体带出,当凹槽420回转至第二区间内时,与托棒支架3位置对应,此时泄压结构44与负压孔421相连,外界的空气进入负压孔421 内消除凹槽420内的负压,棒体在重力的作用下落到托棒支架3的承托槽30中,随着中冲盘2的转动,推棒机构5运动至工作位530时,其输出端推动棒体轴向滑移,棒体的头部穿过棒槽21进入模孔20中。由于承托槽30底部具有开口,当粉尘沉降到承托槽30内后,可以从承托槽30底部的开口处排出,从而减小由于粉末沉积导致棒体偏移的问题,保证棒体在托棒支架3上处于精准的位置。棒体穿入棒槽 21的过程中,可以将棒槽21内沉积的粉末推入模孔20中,保证棒体位于棒槽21内的部分同样保持在精准的位置,从而减
小了产品上棒体偏斜的问题。
95.参照图11和图12,棒体下落到既定的位置后,棒棒糖成型设备的下料机构7向模孔20中填充粉料,并在模具组件6的作用下压制成型。具体的,下料机构7可以包括设置于机架1上的加料器70和真空上料机71,其中,加料器70可以采用现有旋转式压片机常用的靴形加料器70、月形珊式加料器70等;真空上料机71可以将料筒 710内的粉末状物料气力输送至加料器70中。加料器70和真空上料机71均为现有技术,且非本发明的发明点,对其结构不予赘述。
96.模具组件6包括多组可升降的上冲模60和下冲模61;其中,上冲模60位于模孔20的上方且与模孔20同轴设置,上冲模60朝向模孔20一端的端面上凸出设置有片型600,即为上冲模60的成型端,片型600的形状与模孔20的形状相适配。
97.下冲模61位于模孔20的下方且与模孔20同轴设置,下冲模61 朝向上冲模60的一端缩径形成顶杆610,顶杆610穿设于模孔20中且与模孔20滑移配合,顶杆610位于模孔20内一端的端面上凸出设置有凸模,凸模与模孔20适配,用于封闭模孔20下端开口,并与片型600配合将粉料压制成型。
98.机架1内设置有升降机构,用于驱动上冲模60和下冲模61升降,具体的,升降机构可以采用现有旋转式压片机常用的压轮机构,通过上压轮配合上冲轨道,调节上冲模60的高度,下压轮配合下冲轨道,调节下冲模61的高度,将产品压制成型。产品成型后,下冲模61向上滑移,将产品顶出模孔20。
99.片型600的一侧设置有凸起62,且凸出于成型端,用于嵌入中模的棒槽21中,并阻塞棒槽21与模孔20相连通的一端的开口。压制棒棒糖时,在棒槽21中放置棒体,模孔20中填充粉料,上冲模 60下降,片型600进入模孔20之前,凸起62首先嵌入棒槽21中,对棒槽21端部连通模孔20的开口进行阻塞,然后片型600进入模孔 20中,配合下冲模61将粉料压制成型,在压制的过程中,由于凸起 62的阻挡,可以减少沿棒槽21外溢的粉料,从而减小棒体根部因缺料而产生的松动或掉块问题,提高了产品合格率。同时,在压制的过程中,棒体远离中模的一端可能会翘起,导致产品的棒体歪斜,通过凸起62,还可以限制棒槽21中棒体的位置,减小棒体出现翘起的情况,进一步提高产品的合格率。
100.凸起62的一端与上冲模60的端面相连,一侧与片型600的外侧相连,从而消除了凸起62与上冲模60以及片型600配合处的间隙,同时提高了凸起62连接的稳定性。具体的,上冲模60、片型600和凸起62一体铸造成型,另一个实施例中,还可以采用焊接的方式对三者进行固定。
101.凸起62的厚度与棒槽21的宽度相适配,以使凸起62嵌入棒槽21后,进一步提高凸起62对粉料的阻塞效果,从而进一步提高产品的合格率。凸起62凸出于成型端的长度,可以根据棒槽21的规格、产品的规格、物料的性质进行调整,但至少需要保证,在压片的过程中,当片型600压缩粉料至成型状态时,凸起62底部与棒槽21底面之间的距离不小于棒体的直径,即凸起62不会对棒槽21内的棒体施加压力,以免压坏棒体。
102.凸起62内侧面的弧度与模孔20内壁的弧度相同,即当凸起62 嵌入棒槽21后,凸起62背离棒槽21的一面与模孔20的内壁平滑过渡,以保证成型效果。凸起62背离片型600的一侧为向上倾斜的斜面,从而在凸起62远离上冲模60的一端形成小端,产品成型出料时,便于避让产品,减少卡料或划伤产品的问题。具体的,凸起62可以为楔形或三角形。
103.参照图13,产品压制成型后,下冲模61向上滑移,将产品顶出模孔20,并随着中冲盘2旋转至出料口处;出料口处设置有一条形的挡块10,当片剂旋转到出料口处时,挡块10即可对处于旋转状态的片剂进行阻挡和引导,在离心力以及片剂之间互相挤压的作用下,片剂运动从出料口排出。
104.参照图14和图15,为了提高出料的流畅度,设备的出料口处设置有出料机构8;出料机构8主要包括出料盒80以及推动件81;其中,出料盒80至少需要具有一条通路,以及位于通路两端的开口,从而形成出料通道,当出料盒80连接于设备上后,其中一端的开口与出料口相连通。推动件81设置于出料盒80与出料口的连接处,主要用于对出料口处的片剂施加推动,片剂压制完成后,在离心力的作用下运动至出料口处,推动件81推动片剂进入出料通道内,并从出料通道另一端的开口处排出。当片剂的片型600较大,或者设备处于较慢的生产模式,片剂的离心力不足时,启动推动件81,推动件81 为片剂施加作用力促进片剂的排出,从而减小了片剂堵塞出料口的可能,实现流畅出料,保证了生产效率,节约了人工成本。
105.出料盒80主要包括一个底板,以及设置于底板相对两侧的两个侧板,底板与侧板合围成横截面呈u型的长槽,从而形成所述的出料通道;其中,底板和侧板既可以焊接固定,也可以一体铸造成型。
106.推动件81主要包括推动波轮810,以及用于驱动推动波轮810 转动的推动电机811;其中,推动波轮810位于出料通道内,推动波轮810的外周面上环绕设置有若干推动齿,具体的,推动齿的数量可以根据实际的需求进行选择,推动齿的形状可以为三角形、梯形、矩形等,只需要保证推动波轮810转动时,可以对片剂施加推力即可。
107.参照图15和图16,推动波轮810沿出料通道的宽度方向倾斜设置,从而使推动波轮810一侧靠近出料通道的底面,另一侧远离出料通道的底面,具体的,可以根据设备上冲模60的旋转方向即片剂的转动方向来确定,因为片剂在转动方向下游的位置被挡块10所阻挡,并在离心力的作用下运动至出料口处,因此推动波轮810靠近出料通道底面的一侧位于片剂转动方向的下游,使推动波轮810可以更好的对片剂施加推动力。推动波轮810与出料通道之间的夹角可以根据实际需求进行选择,例如片剂的类型、大小等。
108.推动电机811既可以安装于出料盒80的底部,也可以安装于出料盒80的上方,可以根据实际安装的便捷性进行选择,本实施例中,在出料盒80上面开口处固定连接有支架,推动电机811固定连接于支架上,由于推动波轮810是倾斜设置的,为了便于安装,支架也可以倾斜设置,具体倾斜方向和角度可以根据推动波轮810的倾斜方向和角度进行确定。支架与出料盒80可以采用螺钉、销钉等可拆卸固定,其他实施例中,还可以采用焊接固定。为了提高推动件81运行的可靠性,推动电机811采用减速电机451。
109.生产类似棒棒糖等含纸棒的产品时,在模槽的外侧还会设置有托棒支架3,托棒支架3随中冲转盘同步转动,为了避让托棒支架3的位置,更好的出片,需要适当加长出料盒80的长度,因此,出料通道包括连接部52以及位于连接部52下游的延长部,其中,推动波轮 810位于连接部52内。出料机构8还包括设置于出料盒80上的引导件82,引导件82的工作部位于延长部内,用于推动并引导延长部内的片剂从出料通道内排出。
110.引导件82主要包括引导波轮820,以及用于驱动引导波轮820 转动的引导电机821,引导波轮820即为引导件82的工作部,引导波轮820位于延长部内,用于对出料通道内
的片剂进行推动和引导。引导波轮820的外周面上环绕设置有若干引导齿,引导齿的数量、形状和规格均可以根据实际的需求进行选择,只需要保证引导波轮820 转动时,可以推动片剂移动即可。
111.引导波轮820与出料通道的底面存在夹角,从而使引导波轮820 底侧靠近出料通道的底面,可以更好的对片剂施加推力,具体的角度可以根据片剂的类型、大小进行选择,本实施例中,引导波轮820的轴线出料通道的底面平行。
112.为了提高出料的效果,引导件82可以有两个并且对称设置于出料通道相对的两侧,使片剂受到的作用力均匀,受力面积大,出片更加顺畅,有效防止存片。
113.出料机构8还包括设置于出料盒80下游的倾斜部83,倾斜部83 向下倾斜且较高的一端与出料通道连通,具体的,倾斜部83与出料盒80的形状规格可以相同,出料盒80与倾斜部83可以固定连接,还可以一体铸造成型。出料口处的片剂经过推动件81的推动以及引导件82的引导后,进入倾斜部83,在重力的作用下滑落至特定的位置,方便出料。
114.另一个实施例中,引导件82的数量和排布还可以根据片剂的片型600、生产规模、生产速度等进行选择。
115.另一个实施例中,出料盒80还可以包括顶板,用于封闭出料盒80的上面开口,以减小出料过程中的粉尘。另一个实施例中,出料盒80的截面也不限于u型,还可以为其他的多边形。
116.推动件81和引导件82的运转可以采用现有的电气控制系统进行控制,设备自动生产运行时,电气系统会给出指令,启动推动件81 和引导件82的运转,将片剂推出出料口。
117.在进行生产的过程中,受各种因素的影响,难免会出现漏粉,产生粉尘,粉尘不仅会影响工作环境,还会沉积到类似推棒导轨53、托棒支架3等部件中,影响部件的正常使用,因此一般会通过工业除尘机除去漏出的粉末,但大量的粉末被吸入工业吸尘机内,粉末的利用率较低,影响收率,提高了生产成本。因此,棒棒糖成型设备还包括粉末回收系统9。
118.参照图1和图17,机架1上设置有透明材料制成的外罩,棒棒糖成型设备的工作部位例如中冲盘2、托棒支架3等部件均位于外罩内,从而阻止粉尘外溢,粉末回收系统9的吸尘端与外罩相连通,用于除去并回收粉尘。
119.粉末回收系统9主要包括集尘组件90、第一真空件91和第二真空件;其中,集尘组件90包括分离器900和存料斗901,分离器900 用于分离粉尘中的固体粉末,分离器900上具有进气口和出气口,出气口和第一真空件91通过真空管路92连通,通过第一真空件91,可以在分离器900内形成负压,分离器900的进气口上连通有吸尘管路93,吸尘管路93远离分离器900的一端即为吸尘端。
120.设备在进行压片工作时,启动第一真空件91,第一真空件91通过真空管路92在分离器900内部形成负压,从而可以使吸尘管路93 将设备漏出的粉末吸入到分离器900内,分离器900可以对吸入的粉末进行分离和沉降,分离后的粉末储存在存料斗901中,从而实现粉末的回收。存料斗901上设置有出料口,出料口和第二真空件连通,当需要重复利用存料斗901内储存的粉末时,启动第二真空件,可以将存料斗901内储存的粉末吸出,便于对粉末重复利用。
121.具体的,分离器900可以采用现有技术中的旋风分离器900,其具体的规格可以根据实际的需求进行选择,例如设备的规格、粉末颗粒的大小等,只需要保证预期的分离效果
即可。出气口位于旋风分离器900的顶端,进气口位于旋风分离器900的侧面上。存料斗901设置于旋风分离器900的底端,并与旋风分离器900相连通。在对粉末进行收集时,启动第一真空件91,在旋风分离器900内形成负压,设备漏出的粉末通过吸尘管路93被吸入到旋风分离器900中,带有粉末的气流切向进入旋风分离器900,在离心力的作用下对粉末进行分离,并使粉末沉降到存料斗901中进行储存。
122.第一真空件91可以采用真空泵,本实施例中,第一真空件91为工业吸尘机,从而使第一真空件91在提供真空度的同时,可以除去未完全回收的粉末,以保证工作环境中空气的质量。
123.出料口设置于存料斗901底部,便于第二真空件将存料斗901内的粉末吸出重复利用。第二真空件可以为额外配置的真空泵,本实施例中,第二真空件为设备自带的真空上料机71。粉料被存储于料筒 710中,真空上料机71通过上料管路711与料筒710相连通,以将料筒710内的粉末状物料通过气力输送到加料器70中,出料口与真空上料系统通过出料管94相连通,在出料口上设置有第一阀门95,用于控制出料口的通断,当存料斗901内的粉末储存到一定的量时,可以开启第一阀门95,在真空上料系统的作用下,将存料斗901内存储的粉末吸出,并与原料粉末一并输送至压片机内。采用压片机自带的真空上料系统作为第二真空件,无需额外配备真空设备,降低了设备成本。
124.存料斗901与分离器900之间设置有第二阀门96,用于控制分离器900与存料斗901的通断,当存料斗901内的粉末储存到一定的量后,关闭第二阀门96,开启第一阀门95,此时出料口与真空上料系统相连通,同时分离器900与存料斗901之间的通路断开,避免了真空上料系统在上料的过程中,与粉末回收系统9发生干涉,两者可同时运转,分离器900可以短时间内对回收的粉末进行暂存,因而可同时进行粉末回收工作以及上料工作。存料斗901内的物料清空后,关闭第一阀门95,开启第二阀门96,出料口关闭,分离器900与存料斗901相连通,暂存于分离器900底部的粉末落入存料斗901内储存。
125.第一阀门95和第二阀门96可以采用现有的各种电动或气动阀门,以方便控制,本实施例中,第一阀门95和第二阀门96采用气动蝶阀。另一个实施例中,还可以在存料斗901内安装料位计,从而实时测量存料斗901内物料的表面位置,以了解存料斗901内所储存粉末的量,便于根据粉末储量控制第一阀门95和第二阀门96的开闭。此过程可以采用电气控制系统或plc控制系统进行自动控制,保证生产过程的便捷性和可靠性。
126.另一个实施例中,在不考虑操作便捷性的前提下,第一阀门95 和第二阀门96还可以采用手动控制的阀门,以降低设备成本。
127.在进行出料时,由于第二阀门96处于关闭的状态,真空上料系统将粉末吸出存料斗901的过程中势必会导致存料斗901内的气压失衡,影响出料的流畅度,为了在出料时维持存料斗901内气压的平衡,存料斗901上还设置有气压平衡口,出料时,关闭第二阀门96,开启第一阀门95,压片机的真空上料系统将存料斗901内存储的粉末吸出,同时外界的空气可以通过气压平衡口进入存料斗901中,维持存料斗901内气压的平衡,保持出料的流畅度。
128.具体的,在存料斗901上连通有气压平衡管97,气压平衡管97 远离存料斗901的一端为进气端,即为所述的气压平衡口,气压平衡管97远离存料斗901的一端向上弯折,使气压平衡口的高度不低于第二阀门96的高度,存料斗901内的物料即使处于存满的状态,也不会从气压平衡口处溢出。气压平衡口处设置有滤芯98,以对进入存料斗901内的空气进行过
滤,避免外界的灰尘等杂质进入存料斗 901中,污染存料斗901内的粉末。具体的,滤芯98可以采用现有的无纺布滤芯98、活性炭滤芯98等,以过滤灰尘,必要时,还可以在滤芯98内设置由氧化钙、分子筛或烧碱等固体干燥剂构成的吸湿层,以吸取进入存料斗901内空气中的水分,减小存料斗901内粉末受潮的可能,从而减少由于粉末受潮产生的黏壁或影响产品质量的问题。
129.真空管路92、吸尘管路93以及出料管94路既可以采用硬管,也可以采用软管,也可以采用硬管与软管结合的方式,具体的,可以根据实际的需求,例如安装的便捷性等进行选择,本实施例中,真空管路92、吸尘管路93以及出料管94路采用波纹软管,以提高连接的便捷性。吸尘管路93远离集尘组件90的一端安装有吸粉盒99,吸粉盒99具有一个扩口端,并且扩口端朝向压片机的冲模位置,以提高吸粉效率,进而提高粉末回收效率。
130.另一个实施例中,分离器900不仅可以采用旋风分离器900,还可以采用过滤的方式对粉尘进行过滤和收集,例如在一个箱体内设置滤网或过布袋等过滤件,过滤件将箱体分隔为第一区域和第二区域,真空管路92连通第一区域,吸尘管路93连通第二区域,当第一真空件91启动时,在箱体内形成负压,漏出的粉末通过吸尘管路93被吸入箱体内,并在过滤件的作用下被过滤分离。还可以在箱体内设置震动或脉冲吹气装置,通过震动或者脉冲吹起的方式,使附着在过滤件上的粉料掉落,以免堵塞过滤件。
131.通过设置集尘组件90、第一真空件91和第二真空件,可以完成回收粉末的再利用,从而提高粉末利用率,进而提高产品收率,降低生产成本。
132.本发明的创新点在于:通过驱动件45驱动分布辊42回转,可以使每个凹槽420交替进出棒斗40,当凹槽420进入棒斗40内后,负压孔421与负压结构43连通,在负压的作用下使棒体流畅的进入凹槽420,并牢牢吸附于凹槽420内,减小卡棒和缺棒的问题;凹槽420 继续回转至第二区间内时,与托棒支架3位置对应,此时泄压结构 44与负压孔421相连,外界的空气进入负压孔421内消除凹槽420 内的负压,棒体在重力的作用下落到托棒支架3上,随着中冲盘2的转动,推棒机构5运动至工作位530时,其输出端推动棒体轴向滑移,棒体的头部穿过棒槽21进入模孔20中;由于承托槽30底部具有开口,当粉尘沉降到承托槽30内后,可以从承托槽30底部的开口处排出,同时棒体穿入棒槽21的过程中,可以将棒槽21内沉积的粉末推入模孔20中,从而减小由于粉末沉积导致棒体偏移的问题。提高了生产效率,保证了产品的质量。
133.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。