1.本发明涉及具有由合成纤维制成的致密层的多层过滤介质,以及其用途和生产方法。
背景技术:
2.过滤介质用于各种系统中,通过使液体或气体穿过过滤介质从液体或气体中去除不需要的物质(即颗粒)。
3.在许多过滤领域,对经过滤的液体纯度的要求越来越高。这既适用于工业中使用的液体,如润滑油、液压油或内燃机燃料,也适用于食品部门和医疗或制药应用中使用的液体。例如,在内燃机柴油燃料的过滤中,对于4μm大颗粒的iso 19438:2003分离效率要求在过去15年中不断提高。由于这个原因,在过去已经做出了巨大的努力来不断提高所使用的过滤材料的分离效率,与此同时保持其容尘能力和因此保持过滤器的使用寿命至少不变。
4.包含玻璃纤维的过滤介质是广泛使用的燃油过滤材料。这些过滤介质对于≥99.5%的颗粒实现了非常高的去除效率。然而,玻璃纤维(其可以从过滤介质中洗出)的磨损作用会导致位于过滤器之后的设备的损坏,例如燃料喷射系统的细喷嘴。
5.事实上,在加工过滤介质的过程中,玻璃纤维在机械应力下可能断裂成更小的碎片。这些小玻璃颗粒也松散地存在于过滤介质的材料中,并且可以从介质中被洗掉。此外,松散结合在介质中的玻璃纤维可以被通过介质的燃料洗掉。
6.由于玻璃纤维/颗粒的磨损特性,这种所谓的玻璃纤维脱落会损坏过滤元件后的工作部件。这就是为什么在高效燃料介质中使用玻璃纤维总是显示在应用中存在潜在风险的原因。
7.在ep 1133342 b1和us 7,137,510 b1中,公开了包括熔喷无纺布作为主过滤层的多层过滤介质,其中该熔喷无纺布由pp(聚丙烯)或pes(聚醚砜)制成。
8.us 9,149,748 b2公开了包括第一层、第二层和第三层的过滤介质,其中第二层位于第一层和第三层之间,并且包括通过熔喷工艺形成的大量纤维,并且其中第一层和第三层的透气性和/或平均流动孔径大于第二层。
9.de 102012010307 a1公开了多层过滤材料,其在流动方向上包括包含湿法或干法成网无纺布(laid nonwoven)的第一层、包含由纤维素或合成纤维或其混合物制成的湿法成网无纺布的第二层和包含砑光熔喷无纺布的第三层。使用这种过滤材料,根据iso 19348的效率达到99.3%。
10.仍然需要提供无玻璃纤维的过滤介质,其仍然对粒径≥4μm的颗粒具有非常高的去除效率。
技术实现要素:
11.因此,本发明的目的是提供不使用玻璃纤维的具有高分离效率(即,对于4μm颗粒≥99.3%)的过滤介质。
12.该目的通过过滤介质来实现,其包括:
13.a)第一层,
14.b)第二层,和
15.c)任选的第三层。
16.具体而言,该目的通过过滤介质来实现,其包括:
17.a)第一层,
18.b)具有直径为4-13μm的多孔的第二层,和
19.c)任选的第三层。
20.在本发明的上下文中,“多孔”的直径是层中均匀分布的孔的直径。该特性可以根据下面定义的方法来确定。
21.优选地,过滤介质包括第三层。更优选地,第二层位于第一层和第三层之间。
22.第一层可以是选自由湿法成网无纺布、干法成网无纺布或合成网格组成的组中的任何层。
23.在本发明的含义内,湿法成网无纺布是可以使用本领域技术人员已知的用于制造过滤介质的湿法成网工艺生产的所有无纺布。
24.第一层的湿法成网无纺布包括天然纤维、合成纤维或其混合物。天然纤维的实例有纤维素、棉、羊毛、大麻、再生纤维素和原纤化纤维素。优选地,第一层包括至少70%的天然纤维。
25.天然纤维的平均纤维直径可以是10-50μm,优选15-40μm,甚至更优选20-35μm。
26.合成纤维包括聚酯纤维、聚丙烯纤维、单个组分具有不同熔点的多组分纤维、聚酰胺纤维和丙烯酸纤维。
27.聚酯纤维的实例是聚对苯二甲酸丁二酯(pbt)纤维、聚对苯二甲酸乙二酯(pet)纤维和聚乳酸(pla)纤维。优选的多组分纤维的实例是具有皮芯结构的pet/copet双组分纤维。
28.合成纤维的平均纤维直径通常为3-30μm,优选5-15μm,切割长度通常为3-60mm,优选4-12mm。
29.第一层可以由100%天然纤维或100%合成纤维组成。优选地,第一层由100%天然纤维组成。
30.干法成网无纺布包括例如纺丝成网无纺布(spunlaid nonwovens),其可以根据任何制造方法生产。
31.用于纺丝成网无纺布的合适聚合物是例如聚酯,如聚对苯二甲酸乙二酯和聚对苯二甲酸丁二酯,聚烯烃,如聚丙烯和聚氨酯,或其混合物。在许多应用中,包括双组分纤维的纺丝成网无纺布可能特别有利。优选的多组分纤维的实例是具有皮芯结构的pet/copet双组分纤维。纺丝成网无纺布的典型平均纤维直径为5-30μm,优选10-20μm,甚至更优选12-17μm。
32.对于液体应用,例如燃料过滤,基于第一层中纤维的总重量,第一层包括至少70%重量的天然纤维可能是特别合适的。
33.当第一层包括至少70%的天然纤维时,优选用粘合剂树脂浸透。可以使用任何已知的树脂粘合剂组合物。
34.第一层的厚度可以根据需要选择。优选地,第一层可具有大于或等于0.15mm的厚度,更优选大于或等于0.20mm,或最优选大于或等于0.40mm。第一层可具有小于或等于2.00mm的厚度,更优选小于或等于1.60mm,或最优选小于或等于1.20mm。上述范围的组合也是可能的,优选大于或等于0.15mm且小于或等于约1.00mm。厚度可以根据标准iso 534:2012-02用0.1bar的测试板压来确定。
35.优选地,第一过滤层的孔隙率为60-90%,更优选为70-80%。
36.第一层也可以是由热塑性聚合物制成的网格或印刷的聚合物图案。印刷的聚合物图案的聚合物优选是热熔粘合剂。印刷的聚合物图案的聚合物或热熔粘合剂的基础材料可以分别选自由以下各项组成的组:乙烯-醋酸乙烯酯(eva)共聚物;聚烯烃(po),例如聚乙烯(通常是低密度聚乙烯(ldpe),但也可以是高密度聚乙烯(hdpe),hdpe具有更高的熔点和更好的耐温性),聚丙烯(pp),无规聚丙烯(app),聚丁烯-1,氧化聚乙烯等;聚酰胺(pa)和共聚酰胺(copa);聚酯(pes),共聚酯(copes),例如聚对苯二甲酸乙二酯(pet)、pet共聚物(copet)、聚对苯二甲酸丁二酯(pbt)和pbt共聚物(copbt);热塑性聚氨酯(tpu);苯乙烯嵌段共聚物(sbs);及其混合物。当选择印刷的聚合物图案作为第一层时,将聚合物图案直接印刷在第二层上。专利申请ep 19166533中描述了印刷的聚合物图案的优点和生产方法。
37.第二层包括具有直径为4-13μm,优选5-11μm的多孔的无纺布层。
38.优选地,第二层的最大孔径(直径)为5-17μm,优选6-16μm。
39.当第二层具有上述范围内的多孔时,可以实现高的初始效率。
40.第二层可以是选自由纺粘无纺布、熔喷无纺布以及纺粘无纺布和熔喷无纺布的组合组成的组中的任何层,条件是该第二层的多孔的直径在上述范围内。
41.用于第二层的合适聚合物是例如聚酯,如聚对苯二甲酸乙二酯和聚对苯二甲酸丁二酯,聚烯烃,如聚丙烯和聚氨酯或其混合物。在许多应用中,使用双组分纤维可能特别有利。优选的多组分纤维的实例是具有皮芯结构的pet/copet双组分纤维。
42.第二层优选是熔喷层。优选地,熔喷层包括聚酯纤维。第二层可以包括熔喷层和纺粘层。在这种情况下,构成第二层的熔喷层和纺粘层将被一起致密化,以获得具有如上定义的多孔的直径的第二层。
43.优选第二层是致密层,更优选是致密的熔喷层。致密化步骤保证了多孔的期望直径以及层的均匀性,这进而导致优异的性能。
44.第二层可以根据任何已知的用于生产纺粘或熔喷的方法来生产。
45.优选地,第二层的纤维的平均纤维直径(d1)(在砑光/致密化之前)是0.01至3μm,更优选0.25至2.5μm,最优选0.5至2μm。
46.优选地,第二层的纤维(在致密化之前,即通过平板砑光机砑光之前)的平均直径(d1)≤1.8μm,更优选0.6μm≤d1≤1.8μm,特别优选0.60μm≤d1≤1.75μm,其中该层中至少20%,优选30%的纤维的直径(d)≤1μm,优选0.6μm≤d≤1μm,特别优选0.60≤d≤0.95μm。优选至少25%,特别优选至少30%的纤维的直径为0.60≤d≤0.90μm。直径为0.6≤d≤0.85μm的纤维的比例为至少25%,优选至少30%。
47.在本发明中,在“平均纤维直径”(d1)和“直径”(d)之间做了区分。这种差异很重要,因为平均纤维直径不能提供关于直径(d)≤1μm的细纤维数量的信息。
48.当第二层包括纺粘层和熔喷层时,重要的是至少一层(即只有纺粘层,或只有熔喷
层,或两者都有)在砑光前具有在上述范围内的纤维直径。例如,当熔喷层具有在上述范围内的纤维直径时,第二层的附加纺粘层可以具有:0.09至0.8mm的厚度;10-40g/m2的基重和30-3500l/m2s的透气性。
49.将第二层致密化,即用平板砑光机砑光。可以根据需要选择砑光的第二层的厚度。优选地,第二层可具有大于或等于0.09mm的厚度,更优选大于或等于0.10mm的厚度,或最优选大于或等于0.15mm的厚度。第二层可具有小于或等于1.00mm的厚度,更优选小于或等于0.70mm的厚度,或最优选小于或等于0.50mm的厚度。上述范围的组合也是可能的,优选大于或等于0.10mm且小于或等于约0.50mm。厚度可以根据标准iso 534:2012-02用0.1bar的板压确定。
50.总过滤介质的厚度优选在大于或等于0.20mm的范围内,更优选在大于或等于0.30mm的范围内,更优选在大于或等于0.50mm的范围内,最优选在大于或等于0.80mm的范围内。总过滤介质的厚度优选在小于或等于2.00mm的范围内,更优选在小于或等于1.5mm的范围内,更优选在小于或等于1.20mm的范围内,更优选在小于或等于1.00mm的范围内。上述范围的组合也是可能的,例如优选大于或等于0.50mm且小于或等于约1.00mm。厚度可以根据标准iso 534:2012-02用0.1bar的板压确定。
51.使用熔喷无纺布作为过滤介质的第二层是非常有利的,因为熔喷技术允许如上所述的包括具有非常小直径的非常细的纤维的无纺布的商业生产。包括这种细纤维的熔喷和无纺布纤维网的额外致密化的结合产生了≥99.3%的iso19438:2003过滤初始效率。
52.为了即使在使用过滤介质的初始阶段也能通过总体布置实现高度分离,这里也可以有利地使用包括纤维素的层作为第一层(流出侧层)。这种材料,即使在初始阶段,对于要过滤掉的颗粒也表现出高度分离,但是其存储容量低于熔喷无纺布。
53.有利地,在根据本发明的过滤层中,可折叠性、支撑其他(合成)层以及非常精细的过滤的功能被集成在纤维素层中作为第一层。优选地,第一层位于流出侧。
54.聚酯纤维例如pbt纤维优选用于第二层,因为其表现出良好的耐热性,这使得其高度适用于涉及砑光的工艺。由于良好的耐热性,在砑光期间的温度条件可以根据需要调节,从而可以获得具有所需的均匀分布和孔径均匀性(即多孔)的过滤介质。此外,使用具有良好耐热性的纤维避免了小纤维在砑光步骤中完全熔化的问题,该问题将导致第二层不希望的箔状(foil-like)特性。
55.因为本发明的过滤介质不含玻璃纤维,所以避免了由于玻璃纤维的磨损作用而损坏位于过滤器之后的设备,玻璃纤维可以从过滤介质中洗出。
56.过滤介质可以包括第三层,其可以选自由纺粘层和熔喷层组成的组。优选地,第三层是熔喷层。优选地,第三层包括聚酯纤维,例如pbt、pet或pet/copet双组分纤维。
57.更优选地,包括在第二和第三层中的聚酯纤维是聚对苯二甲酸丁二酯(pbt)纤维。
58.第三层的纤维(例如聚酯纤维)的平均纤维直径是0.01至10μm,更优选0.5至7μm,最优选1至5μm。
59.第三层的厚度可以根据需要选择。优选地,第三层可具有大于或等于0.09mm的厚度,更优选大于或等于0.10mm,或最优选大于或等于0.15mm。第三层可具有小于或等于1.00mm的厚度,更优选小于或等于0.80mm的厚度,或最优选小于或等于0.50mm的厚度。上述范围的组合也是可能的,例如优选大于或等于0.15mm且小于或等于约0.50mm。厚度可以根
据标准iso 534:2012-02用0.1bar的测试板压来确定。
60.优选的是,第二层是致密的熔喷无纺布,其中致密化优选通过砑光获得。在本发明的上下文中,致密化熔喷无纺布使用平辊通过砑光来生产,使得熔喷无纺布的整个表面,即表面上的所有纤维,部分熔融以获得多孔的所需直径。该砑光步骤必须与用于连接两层或更多层的砑光步骤相区别,其中砑光辊具有特定的设计(或图案),通常为点的形式,其在辊的表面上突出,并且通过加热仅在辊的突出区域中引发聚合物纤维的熔融,从而实现粘合。这种用于连接两层或更多层的砑光步骤不会显著影响过滤层的多孔的直径。相反,在使用平辊生产致密熔喷无纺布的砑光步骤中,熔喷无纺布被压缩,从而导致特定的孔径(即多孔的直径)。特别是,该层的孔径分布变得均匀。优选地,第二层仅由这种致密熔喷无纺布组成。优选地,第二层由共同致密化的熔喷层和纺粘层组成。更优选地,第二层由pbt(聚对苯二甲酸丁二酯)纤维组成。优选地,基于第二层中纤维的总重量,第二层包括至少50%重量,更优选至少60%重量,更优选至少70%重量,更优选至少80%重量,更优选至少90%重量,最优选至少95%重量的pbt纤维。第二层可以在两个40℃-180℃的热砑辊之间用5n/mm-450n/mm的线性压力致密化(即砑光)。结果,根据本发明的过滤材料的分离效率显著增加。
61.过滤介质的各个层可以单独生产,然后组合;或者每层可以在下层的表面上直接形成;或者这两种方法可以结合。单个层的组合可以通过堆叠以及可选地通过例如胶粘、烧结或砑光来结合这些层来实现。如上所述,如果为了实现不同层的粘合而进行砑光步骤,这将不包括平板砑光机的使用。
62.优选地,第一层和第二层通过胶粘连接。
63.优选地,预先连接在一起的第一层和第二层通过胶粘连接到第三层。
64.优选地,从第二层到第一层并且任选地从第三层到第一层,基重增加。
65.第一层的基重优选为100-350g/m2,更优选为125-300g/m2,更优选为175-250g/m2。
66.第二层的基重优选为10-200g/m2,更优选为25-150g/m2,更优选为50-100g/m2。
67.第三层的基重优选为10-175g/m2,更优选为15-150g/m2,更优选为20-90g/m2。
68.总过滤介质的基重优选为150-700g/m2,更优选为200-500g/m2,更优选为250-450g/m2,最优选为300-400g/m2。
69.优选地,从使用的过滤介质的第二层到第一层并且任选地从第三层到第一层,基重增加。
70.优选地,从第一层到第二层并且任选地从第二层到第三层,透气性增加。
71.优选地,从第三层到第一层,透气性降低。
72.第一层的透气性可以比过滤介质中任何其它层的透气性低。
73.第一层优选可具有大于或等于1l/m2s、大于或等于2l/m2s、或大于或等于3l/m2s的透气性。
74.优选地,第一层可以具有小于或等于20l/m2s、小于或等于16l/m2s、小于或等于12l/m2s的透气性。上述范围的组合也是可能的。例如,透气性可以优选大于或等于1l/m2s并且小于或等于20l/m2s。透气性可以根据标准en/iso 9237(1995)确定(其中在2mbar压差下测量面积为20cm2)。
75.优选地,第二层可以具有大于或等于5l/m2s、大于或等于10l/m2s、大于或等于15l/m2s的透气性。优选地,第二层可以具有小于或等于70l/m2s、小于或等于60l/m2s、小于或等
于40l/m2s的透气性。上述范围的组合也是可能的。例如,透气性可以优选大于或等于5l/m2s且小于或等于70l/m2s,更优选大于或等于10l/m2s且小于或等于60l/m2s,最优选大于或等于15l/m2s且小于或等于40l/m2s。透气性可以根据标准en/iso 9237(1995)确定(其中在2mbar压差下测量面积为20cm2)。
76.优选地,第三层可以具有大于或等于75l/m2s、大于或等于100l/m2s、大于或等于125
77.l/m2s的透气性。优选地,第三层可以具有小于或等于400l/m2s、小于或等于300l/m2s、小于或等于200l/m2s的透气性。上述范围的组合也是可能的。例如,透气性可以优选大于或等于75l/m2s并且小于或等于250l/m2s。透气性可以根据标准en/iso 9237(1995)来确定(其中在2mbar的压差下测量面积为20cm2)。
78.总过滤介质的透气性优选在0.5至20l/m2s的范围内,更优选0.5至15l/m2s,最优选1至10l/m2s。
79.此外,本发明涉及作为用于液体过滤的过滤介质的用途,其包括a)第一层,b)第二层,和c)任选的第三层,其中在过滤期间,液体的流动方向是从第二层到第一层,并且任选地从第三层到第一层。
80.优选地,本发明的过滤介质用于液体过滤。
81.根据iso 19438:2003,第二层对于≥4.0μm的颗粒的初始效率至少为99.3%,优选对于≥4μm的粒径的初始效率为99.5%(见下述方法)。
82.根据iso 19438:2003,总过滤介质对于≥4.0μm的颗粒的初始效率甚至更优选为至少99.7%。
83.生产过滤介质的方法
84.本发明的过滤介质可以通过本领域已知的任何技术生产。例如,本发明的过滤介质可以通过包括以下步骤的方法制备:
85.a)提供第一层、第二层和任选的第三层,
86.b)通过砑光或胶粘将第二层连接到第一层上,和
87.c)任选地通过砑光或胶粘将第三层连接到第二层的自由表面。
88.优选地,步骤a)包括通过砑光致密化第二层。更优选地,步骤a)包括通过使用平板砑光辊砑光来致密化第二层。
89.当第一层是印刷的聚合物图案时,首先提供第二层并致密化。然后将第一层直接印刷在致密化的第二层上。随后,如果存在第三层,则将其粘合在第二层的另一侧。
90.过滤器
91.本发明的过滤介质可以包括在过滤元件中。优选地,过滤元件包括至少一种如上所述的过滤介质和可选的附加层。
92.所附权利要求中的过滤介质可用于许多应用中。由本发明的介质制成的过滤器特别适用于液体过滤,例如燃料过滤(例如汽油或柴油)、油过滤(例如润滑油和液压油)和水。
93.优选实施方案:
94.1.过滤介质,包括(或由以下组成):a)第一层,b)具有直径为4-13μm的多孔的第二层,和c)任选的第三层。
95.2.根据1所述的过滤介质,其中所述第二层包括干法成网无纺布。
96.3.根据1至2中任一项的过滤介质,其中第二层选自由纺粘层、熔喷层以及纺粘层和熔喷层的组合组成的组中的一种。
97.4.根据1至3中任一项所述的过滤介质,其中所述第二层包括熔喷层。
98.5.根据1至4中任一项所述的过滤介质,其中所述第一层包括纤维素。
99.6.根据1至5中任一项所述的过滤介质,其中所述过滤介质包括第三层。
100.7.根据1至6中任一项所述的过滤介质,其中所述第二层包括纺粘层和熔喷层。
101.8.根据1至7中任一项的过滤介质,其中第二层由纺粘层和熔喷层组成。
102.8.根据1至7中任一项所述的过滤介质,其中所述第二层被致密化。
103.9.根据1至8中任一项所述的过滤介质,其中所述第二层包括聚酯纤维或由聚酯纤维组成。
104.10.根据1至9中任一项所述的过滤介质,其中从第一层到第二层并且任选地从第二层到第三层,透气性增加。
105.11.根据1至10中任一项所述的过滤介质,其中从第二层到第一层并且任选地从第三层到第一层,基重增加。
106.12.根据1至4和6至11中任一项所述的过滤介质,其中所述第一层是网格或印刷的聚合物图案。
107.13.根据1至12中任一项所述的过滤介质用于过滤液体的用途。
108.14.根据13所述的用途,其中在过滤期间,液体的流动方向是从第二层到第一层,并且任选地从第三层到第一层。
109.15.根据13至14中任一项所述的用途,其中所述液体选自由燃料、油和水组成的组。
110.16.用于生产根据1至12中任一项所述的过滤介质的方法,包括以下步骤:
111.a)提供第一层、第二层和任选地提供第三层,
112.b)将第二层致密化,
113.c)连接第一层、第二层和任选地连接第三层。
114.17.生产根据1至12中任一项所述的过滤介质的方法,包括以下步骤:
115.a)提供第二层和第三层;
116.b)将第二层致密化;
117.c)在第二层上印刷聚合物图案(即第一层);
118.d)将步骤c)的第二层与第三层连接。
119.定义
120.在本文中,术语“过滤元件”指的是可用于过滤工艺的任何装置,过滤工艺即为借助于插入的过滤介质,用于将一种物质与另一种物质(例如固体、液体和气体)分离的机械或物理过程。
121.在本文中,术语“过滤介质”是指过滤器中使用的,以便将颗粒从它们在空气或液体中的悬浮液中分离出来的材料。
122.在本文中,术语“流入侧”是指过滤介质的一侧,待过滤的材料通过该侧进入过滤介质。
123.在本文中,术语“流出侧”是指过滤介质的一侧,待过滤的材料通过该侧离开过滤
介质。
124.在本文中,术语“流动方向”指的是待过滤的材料流过过滤介质的方向,即流动方向是从过滤介质的流入侧到流出侧。
125.在本文中,术语“层”是指用于过滤介质的任何材料的薄片。
126.在本文中,术语“表面”是指过滤介质层与其周围环境之间的任何界面或过滤介质与其周围环境之间的任何界面。
127.在本文中,术语“液体”指燃料,例如用于内燃机的燃料,例如汽油或柴油;油,例如润滑油和液压油;或者水。
128.在本文中,术语“熔喷无纺布”是指可以使用本领域技术人员已知的用于制造过滤介质的熔喷工艺生产的所有无纺布,熔喷工艺即为其中熔融聚合物被挤出到高速热气流中使得熔融聚合物转化成纤维的工艺。
129.在本文中,术语“纤维素”是指由生产基于纤维素分子聚合物以及再生纤维素的纤维产品的植物制成的任何材料。棉花株生产单独的纤维素纤维,而木浆是通过机械和/或化学分离木纤维制成的。纤维素的其他来源是纤维,如亚麻、马尼拉麻、苎麻和黄麻。再生纤维素(人造丝)是通过将木浆溶解在溶液中,并通过喷丝头将该溶液挤出到使纤维再生的化学浴中而制成的。
130.测试方法
131.纤维直径按如下方法测量:
132.装置:扫描电子显微镜(sem)“phenom fei”和相关软件fibermetric v2。
133.取样:将在纸幅宽度上分析过滤介质的5个不同区域。
134.样品溅射:随机记录光学图像,这些区域以1000倍的放大倍数进行扫描。
135.通过“一次点击(one click)”法测定纤维直径,每根纤维必须记录一次;检测纤维交叉点的测量点,因此不代表纤维直径被手动移除。
136.使用从使用excel的fibermetric获得的数据,评估平均纤维直径和具有特定纤维直径的纤维的百分比。
137.因此,在至少5个点记录每个样品的平均纤维直径,并将这5个平均值合并成一个平均值。该值被称为样品的平均纤维直径。
138.总共至少评估500根纤维。
139.还记录了具有特定直径的纤维的百分比。
140.第一、第二和第三层的层厚度以及总过滤介质的厚度根据din en iso 534 2012-02用0.1bar的板压测量。
141.透气性根据din en iso 9237(1995)在200pa的压差和20cm2的样品尺寸下,使用具有20cm2测试头的textest fx3300仪器测量。
142.基重根据din en iso 536(2012-11)测量。
143.效率:根据iso 19438(2003)在200cm2(样品面积)、100mg/l上游浓度和0.71l/min流速的平板上,通过使用a3介质测试粉尘(a3 medium test dust)(iso 12103-1,pti粉末技术公司)测量初始分离度和粉尘储存容量。压差上升0.7bar时,测试结束。
144.最大孔径和多孔的尺寸参照din iso 4003:1990测量。
145.孔径参照din iso 4003:1990测量。将样品放在气密夹具和压力表(带毫米指示器
的u形管)的接头之间,夹具位于配有气源的小孔上方。测试每个样品时,上面朝上。将变性乙醇(含1% mek(甲基乙基酮)变性剂的100%乙醇)倒在上部样品架的边缘上(不要直接喷在样品上/大约4mm深度)以在液体上获得稍微过量的空气压力。空气压力缓慢增加(大约5mm水柱/s)直到看到第一个气泡。必要的气压水平将从压力计(毫米水柱计)中读取,借助于乙醇的表面张力(@23℃),可以计算出最大孔隙的直径(“最大孔隙”、“最大孔隙尺寸”、“最大孔隙直径”)。
146.然后进一步增加空气压力,直到空气在整个表面(10cm2)上穿过样品,整个表面具有均匀分布的气泡,但没有起泡,以确定“多孔”的值。此时再次读取气压,并计算相对孔径,即“多孔”的直径、“多孔尺寸”、“多孔直径”、“多孔的直径”。
[0147]“最大孔径”和“多孔”的直径可以如上所述通过使用以下公式来计算:
[0148][0149]
d=孔径[μm]
[0150]
p=空气压力[mn/m2]
[0151]
σ=试验液体(如乙醇)的表面张力
[0152]
[23℃下,乙醇的σ=21.330225mn/m]
[0153]
α=液体和样品相遇区域的接触角
[0154]
(换算:1mm水柱=98.07mn/m2)
[0155]
根据以下公式,从过滤介质的实际密度和所用纤维的平均密度计算孔隙率:
[0156]
孔隙率=(1
–
过滤介质密度[g/cm3]/纤维密度[g/cm3])
·
100%
实施例
[0157]
一般实施例1
[0158]
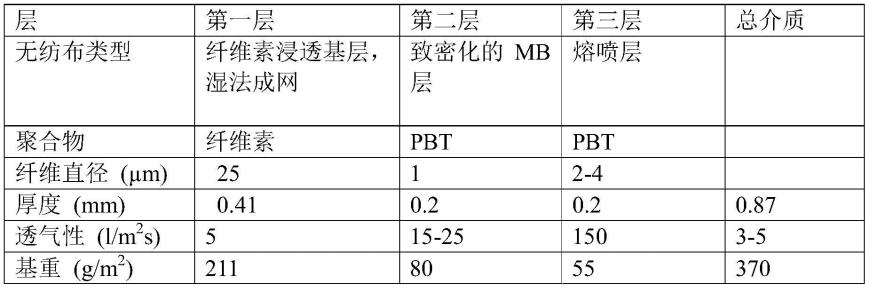
在表1中公开了三层布置的示例性实施例。第一层是纤维素浸透基层,随后是基于pbt(聚对苯二甲酸丁二酯)的致密熔喷层。致密化步骤借助平板砑光机进行。第3层是基于pbt的熔喷层。
[0159]
表1
[0160][0161]
流向:第三层(流入侧)
–
第二层
–
第一层(流出侧)
[0162]
实施例2
[0163]
与实施例1相比,第二层包括实施例1的致密化熔喷层和附加的纺粘层。第二层的纺粘层包括pbt纤维,其纤维直径为15μm,基重为20g/m2,厚度为0.09mm。第二层的熔喷层和
纺粘层用平板砑光机一起致密化。
[0164]
流向:第三层(流入侧)
–
第二层
–
第一层(流出侧)
[0165]
对比例1和2
[0166]
第一层:纤维素浸透基层,湿法成网
[0167]
第二层:聚酯熔喷纤维,通过砑光致密化
[0168]
第三层:熔喷层
[0169]
流向:第三层(流入侧)
–
第二层
–
第一层(流出侧)
[0170]
表2
[0171][0172]
实施例1、实施例2、对比例1和对比例2在第二层中都包括聚酯熔喷纤维。
[0173]
从表2中可以看出,根据本发明的过滤介质显示出非常好的效率值,尽管它不含玻璃纤维。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。