1.本发明涉及一种金刚石线开刃方法。
背景技术:
2.金刚石线是最有前景的硬脆材料切割技术的重要手段之一,特别是贵重的硬脆晶体材料,如晶体硅、蓝宝石、光学玻璃等,金刚石线切割技术具有线径小、加工精度好、切片厚度均匀、表面质量好、面型精度高、切割效率和成材率高等优点,综合性能突出,同时金刚石磨粒对基体磨损小,能够大幅提高切片的耐用性和使用寿命。
3.现有技术中的金刚石线一般采用电镀的方法在金属丝上沉积一层金属(一般为镍和镍钴合金),并在金属内固结金刚石磨料制成的一种线性超硬材料工具。金属镀层是结合剂,金刚石微粉用于切割加工。采用此工艺制备而成的金刚石线在使用前需要经过开刃处理后才可使用且金刚石微粉容易脱落,处理工艺复杂。传统的开刃方法是开刃石与金刚石线的一面接触,将金刚石线从开刃石和底座之间抽出,与开刃石相互摩擦,达到开刃的效果,但这种方式金刚石线与开刃石接触并不充分,导致部分金刚石线并未达到开刃效果,切割效果较差。
4.产业内存在技术人员为了提高金刚石线的利用率,不做开刃动作,直接用金刚石线切割硬脆材料,由于金刚石线表面的金属镀层不具备切割能力,切割初期得到的衬底质量较差。
技术实现要素:
5.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种金刚石线开刃方法,开刃率高,切割效果好且成本较低。
6.本发明所述的金刚石线包括内芯及镀覆在内芯表面的金属层,所述金属层外固结有磨粒,本发明提供的金刚石线开刃方法包括:利用喷砂机喷射砂粒,所述砂粒高速撞击金刚石线,以去除所述金刚石线表面的金属层,对去除金属层后的所述金刚石线进行吹扫,以去除金刚石线表面残留的杂质。
7.所谓开刃,即去除所述金刚石线表面的金属层,使金属层外固结的磨粒裸露出来,开刃率即单位线径长度下,裸露出来的固结磨粒数量占总体固结磨粒的比值,此数值越高表示所述金刚石线上的固结磨粒分布越均匀。金刚石线上的固结磨粒分布越均匀,金刚石线的切割能力越强。
8.可选地,所述金刚石线的内芯为钢丝,所述金属层为镍层或镍钴合金,所述磨粒包括金刚石微粉或金刚石微粉与硬质颗粒的混合物。
9.可选地,所述硬质颗粒包括碳化硅或刚玉。
10.可选地,所述喷砂机喷射砂粒的压力为0.1~0.5mpa,所述喷砂机与所述金刚石线之间的距离为80~120mm,所述喷砂机的喷射角度为70
°
~110
°
。喷砂机的喷射压力太小无法有效去除金刚石线表面的金属层,喷射压力太大则可能使金刚石微粉脱落。
11.可选地,所述砂的种类为碳化硅或碳化硼。
12.可选地,所述喷砂机的数量大于3个,所述喷砂机绕金刚石线一周均匀分布,绕金刚石线一周均匀分布的喷砂机越多,金刚石线表面的金属层去除的速率越快、也更均匀,即裸露出来的固结磨粒数量越多,开刃率越高。
13.可选地,对所述喷砂机喷射出的砂粒进行回收,以供再次使用。
14.可选地,利用喷砂机喷射砂粒,高速撞击金刚石线,去除所述金刚石线表面的金属层时,所述金刚石线沿固定方向匀速移动,匀速移动是为了保证金刚石线的每一段都均匀开刃。
15.可选地,所述金刚石线的移动速度为5~7m/s,既可以保证金刚石线开刃的速度,又可以保证金刚石线的开刃率较高。
16.本发明提供的金刚石线开刃方法,通过喷砂去除金刚石线表面的金属层,使金刚石微粉均匀的裸露在外,开刃率高,在金刚石线使用初期也能达到较好的切割效果,能大幅减小切割后的衬底的翘曲程度,有利于衬底后续的加工流程,还可以提高衬底的质量,另外,喷砂所使用的的砂粒可以回收利用,节省物料,降低加工成本。
附图说明
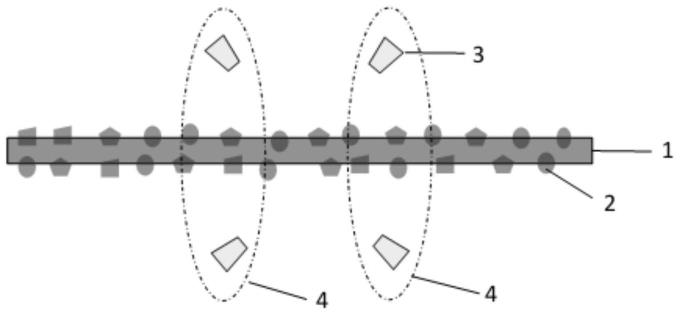
17.图1显示为对金刚石线进行喷砂的示意图。
具体实施方式
18.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其它优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
19.需要说明的是,本实施例中所提供的图示仅以示意方式说明本发明的基本构想,虽图示中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的形态、数量、位置关系及比例可在实现本方技术方案的前提下随意改变,且其组件布局形态也可能更为复杂。因此,可以预见到例如因为制造技术和/或公差而导致示意图中的形状有所变化。因此,示例性实施例不应该被认为限于图中所示区域的具体形状,而是还可以包括由例如制造工艺造成的形状偏差。在附图中,为了清晰起见,可能会放大某些层和区域的长度和尺寸。附图中的相似附图标记表示相似的部件。
20.本发明所述的金刚石线包括内芯及镀覆在内芯表面的金属层,金属层外固结有磨粒,本实施例中金属层为镍层或镍钴合金,优选镀覆一层镍金属,可增强与后续镀层的晶格匹配,从而增强结合力。磨粒为金刚石微粉,或金刚石与其它硬质颗粒的混合物,例如金刚石+碳化硅、金刚石+刚玉等,本实施例中统称为金刚石微粉。金刚石微粉及其它硬质颗粒的粒径为5~60μm。磨粒均匀的分布在金属层上。
21.如图1所示,是对金刚石线进行喷砂的示意图, 金刚石线1单根放置,绕金刚石线一周均匀分布排列有喷砂机的喷嘴,数量大于3个,喷嘴可以绕金刚石线的一圈在同一个平面上均匀分布,也可以绕金刚石线的一圈在2个或多个平面上均匀分布,绕金刚石线一周均匀分布的喷嘴越多,金刚石线表面的金属层去除的速率越快、也更均匀,裸露出来的固结磨
粒数量越多,开刃率越高。图1所示为4个喷嘴3,均匀地设置在2个平面上,该平面如图中标记4所示。喷嘴3与金刚石线1之间的距离可设置为80~120mm,本实施例中示例性的设置为90mm。喷砂机内设置有压缩空气,可以设置喷砂机的喷嘴喷射砂粒的压力为0.1~0.5mpa,喷嘴的喷射压力太小无法有效去除金刚石线表面的金属层,喷射压力太大则可能使金刚石微粉2脱落。喷砂机的喷嘴处的喷射角度为70
°
~110
°
,喷射过程中喷嘴可以小幅度的转动,以避免遗漏喷射区域。喷砂选用的砂为碳化硅或碳化硼颗粒。
22.喷砂机喷射砂粒,高速撞击金刚石线,去除金刚石线表面的金属层时,金刚石线单根放置,沿固定方向匀速移动,匀速移动是为了保证金刚石线的每一段都均匀开刃。金刚石线的移动速度可以设置为5~7m/s,既可以保证金刚石线开刃的速度,又可以保证金刚石线的开刃率较高,本实施例中金刚石线的移动速度为6m/s。传统打磨石的开刃方式,其线速度只能维持约3~5m/s,以加工一卷40km的金刚石线为例,作业时间约为130~220分钟,本实施例中开刃方式由于喷砂机喷射出的砂粒具有极高的速度,可以撞击、划擦、打磨金刚石线表面的镍层,金刚石线移动的速度可提升至5~7m/s,同样长度的一卷线的作业时间缩短至约95分钟,加工效率提升约26~56%。
23.金刚石线经喷砂后,表面会残留大量粉尘,对去除金属层后的金刚石线进行吹扫,去除金刚石线表面残留的杂质,并将吹扫的杂质收集起来,从中筛选出合规砂粒进行回收再次使用以节约成本,去除金刚石线表面的杂质还可以避免切割过程中杂质颗粒对切割材料表面产生刮擦、划痕等。
24.开刃,即去除金刚石线表面的金属层,使金属层外固结的磨粒裸露出来,开刃率即单位线径长度下,裸露出来的固结磨粒数量占总体固结磨粒数量的比值,此数值越高表示金刚石线上的固结磨粒分布越均匀,后续的切割效果更优。传统打磨石的开刃方式,其开刃率仅50%~60%,而本实施例中的开刃方式开刃率可达到80%以上,甚至可达到100%。
25.以硬脆材料4寸蓝宝石晶棒的切割效果为例,未开刃的金刚石线切割后蓝宝石衬底的翘曲约在52.98μm,传统打磨石开刃后的金刚石线切割蓝宝石晶棒,得到的蓝宝石衬底的翘曲约在42.65μm,经本实施例的喷砂方法开刃后的金刚石线切割蓝宝石晶棒,得到的蓝宝石衬底的翘曲约在35.35μm,大幅降低了蓝宝石衬底的翘曲值,提高了蓝宝石衬底的质量,更有利于后续的加工制程。
26.如上所述,本发明提供的金刚石线开刃方法开刃率高,可达到80%以上,能大幅减小切割后的衬底的翘曲程度,提高了衬底的质量,更有利于后续的加工制程,经本发明所述的开刃方法得到的金刚石线,在使用初期也能达到较好的切割效果,另外,喷砂所使用的的砂粒可以回收利用,节省物料,降低加工成本。
27.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
