1.本发明属于机械制造技术领域,尤其涉及一种换热器封头及方法。
背景技术:
2.核电站用rps大型换热器封头,一般在结构上有一个半球结构,两个管嘴结构,通常的制造方案是将与半球同轴线的一个管嘴与半球一体锻造加工,另一个管嘴作为独立的零件单独加工,然后通过焊接或法兰连接的方式组合为成品,由于不是一体化结构,该制造方式存在连接处强度不足的风险。
3.申请号为2018220493293的专利公开了核电厂换热器用管板管箱结构及其换热器,其包括:管板;封头,开设有孔洞,并与管板的一端固定连接;壳体,与管板的另一端固定连接,内部设置有隔热板,隔热板上设置有多个通孔;管侧接管,固定在封头孔洞位置,并与封头连通;以及多根换热管,设置于壳体内,一端穿过隔热板的通孔后与管板固定连接;其中,壳体上开设有通孔,通孔处连接有壳侧接管,壳侧接管与壳体空腔连通。其管箱排气管嘴、管箱排水管嘴、管侧接管均通过焊接与封头形成连接,非一体化设置。
4.因此,需要一款管嘴能够与封头一体化制备的核电站用换热器封头。
技术实现要素:
5.为解决上述技术问题,本发明提供了一种换热器封头及方法,可以解决核电站用换热器封头中管嘴于封头不是一体化制备的问题。
6.本发明通过以下技术方案得以实现。
7.本发明提供的一种换热器封头,包括封头主体,底座,所述底座通过支撑座a、支撑座b与封头主体形成连接。
8.优选地,所述封头主体呈半圆形设置,封头主体的一端设置有封头端a,封头主体的另一端设置有封头端b,封头主体的一侧设置有封头端c。
9.优选地,所述支撑座a上设置有压板a,所述压板a的一端与封头端a连接。
10.优选地,所述底座上设置有压板b,定位面,所述压板b的一端与封头端封头端b连接。
11.优选地,所述底座设置有调节螺杆,所述调节螺杆的一端与封头端c连接。
12.优选地,所述封头端b的一侧设置有尖棱。
13.一种换热器封头的制备方法,包括以下步骤:
14.s1:使用锻压设备锻压形成接近封头主体轮廓的锻件毛坯,然后进行调质热处理,得到封头毛坯a,
15.s2:封头毛坯a开口直径较大一端作为封头端b,在车床上装夹封头端b,光出作为封头端a的外圆和端面作为粗基准,夹持作为封头端a处光出的粗基准面,调整封头毛坯a轴线的位置,车出内球面和外球面的不干涉部分,封头端b的端面车平并留余量加工成工艺定位夹头,记录工艺定位夹头的端面到封头端b圆心的距离值,然后使车床夹持工艺定位夹
头,通过工艺定位夹头找封头主体的正轴线,并定位球心,车加工封头端a处的外圆、相邻外球面的不干涉部分及过渡圆角,钻、镗封加工封头端a处的孔,使用车床车内球面的过渡圆角,车封头端a的端面,得到封头毛坯b,
16.s3:使用铣床固定封头毛坯b,通过工艺定位夹头定位球心以及竖直方向轴线,沿该轴线转动封头毛坯b确保作为封头端c处的余量均匀,使用铣头铣外球面以及作为封头端c处的外形、过渡圆角,并与车成的球面接平,制备得到封头主体,
17.s4:将底座安装到铣床的上,调整底座的方向,使定位面与龙门铣床的侧铣头轴线方向垂直,固定好底座,将封头主体吊到底座上,通过设置压板a和压板b夹紧封头主体,用侧铣头加工封头端c的孔及过渡圆角,
18.s5:最后在车床上车削去除工艺定位夹头,再车出尖棱,对尖棱处进行防护,即完成制备。
19.优选地,所述步骤s4中,使用调节螺杆调节找正封头端c的轴线,再通过设置压板a和压板b夹紧封头主体,然后拆除调节螺杆。
20.优选地,所述步骤s4中,使得封头端c低于水平位置,然后使用调节螺杆结合百分表调节找正封头端c的轴线,再通过设置压板a和压板b夹紧封头主体。
21.优选地,所述步骤s5中,在形成尖棱处贴厚纸板进行防护。
22.本发明的有益效果在于:
23.本发明换热器封头的制备方法实现了用常规设备完成大型双管嘴封头的加工,通过在封头端b处留工艺定位夹头的方式,确保了重复定位的精度;其次,产品封头端b的斜面处形成尖棱,并通过最后去除封头端b处的工艺定位夹头,确保了尖棱不被压伤。本发明换热器封头的制备方法生产效率高、加工成本低,可适应批量的加工生产。
附图说明
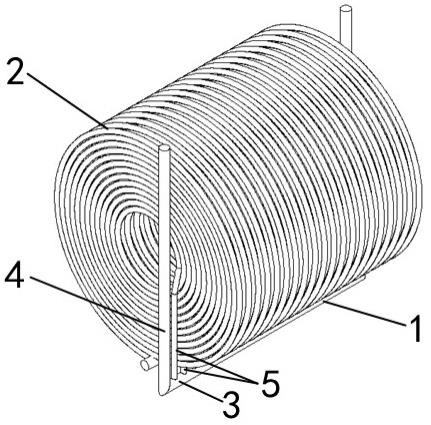
24.图1是本发明的结构示意图;
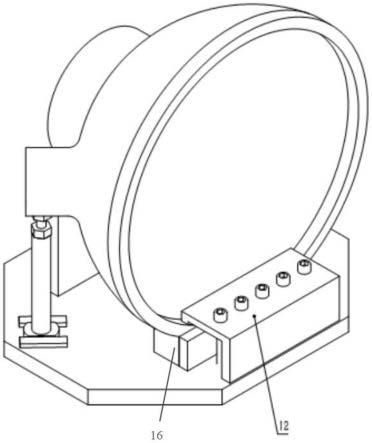
25.图2是本发明的结构示意图;
26.图3是本发明封头主体的结构示意图;
27.图4是本发明封头主体的结构示意图;
28.图5是本发明封头端a不干涉部分的示意图;
29.图中:1-封头端a,2-封头端c,3-外球面,4-工艺定位夹头,5-内球面,6-封头端b,7-球心,8-调节螺杆,9-定位面,10-底座,11-压板a,12-压板b,13-尖棱,14-封头主体,15-支撑座a,16-支撑座b,17-车刀。
具体实施方式
30.下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
31.实施例1:
32.如图1至5所示,一种换热器封头,包括封头主体14,底座10,所述底座10通过支撑座a15、支撑座b16与封头主体14形成连接。
33.所述封头主体14呈半圆形设置,封头主体14的一端设置有封头端a1,封头主体14的另一端设置有封头端b6,封头主体14的一侧设置有封头端c2。其中,封头端a1、封头端b6、
封头端c2均为管嘴。
34.所述支撑座a15上设置有压板a11,所述压板a11的一端与封头端a1连接。
35.所述底座10上设置有压板b12,定位面9,所述压板b12的一端与封头端封头端b6连接。
36.所述底座10设置有调节螺杆8,所述调节螺杆8的一端与封头端c2连接,调节螺杆8可调节封头端c2的水平高度。
37.所述封头端b6的一侧设置有尖棱13,尖棱13的设置是为了满足后续对封头进行探伤的要求,探伤后需加工焊接坡口,加工坡口不在本技术范围内。
38.一种换热器封头的制备方法,包括以下步骤:
39.s1:使用锻压设备锻压形成接近封头主体14轮廓的锻件毛坯,然后进行调质热处理,得到封头毛坯a,所述调质处理步骤为:进行正火(随炉升温至915
±
10℃,保温2.5-3小时,空冷至室温) 回火(随炉升温至650
±
10℃,保温4-4.5小时,空冷至室温),
40.s2:封头毛坯a开口直径较大一端作为封头端b6,在车床上装夹封头端b6,光出作为封头端a1的外圆和端面作为粗基准,用四爪卡盘夹持作为封头端a1处光出的粗基准面,调整封头毛坯a轴线的位置(调整轴线的目的是使封头端b6的内、外壁加工余量均匀,避免局部车不到),使得封头端b6处口部余量均匀,车出内球面5和外球面3的不干涉部分,封头端b6的端面车平并留余量加工成工艺定位夹头4,便于加工过程中的夹持固定,并记录工艺定位夹头4的端面到封头端b6圆心(封头端b6的圆心与封头主体14的球心7不一定重合,应记录工艺定位夹头4的端面到球心7的距离用于后续加工定位)的距离值,用于后续加工定位球心7,然后使车床夹持工艺定位夹头4,通过工艺定位夹头4找封头主体14的正轴线,并定位球心7,车加工封头端a1处的外圆、相邻外球面3的不干涉部分(距封头端a1端面240mm范围的外轮廓面车加工时不干涉车刀17,a点为不干涉点,见图5)及过渡圆角,钻、镗封加工封头端a1处的孔,使用车床车内球面5的过渡圆角,车封头端a1的端面,得到封头毛坯b,
41.s3:使用龙门铣床固定封头毛坯b,通过工艺定位夹头4定位球心7以及竖直方向轴线,沿该轴线转动封头毛坯b确保作为封头端c2处的余量均匀(转动封头毛坯b的目的是定位侧向的封头端c2,并均分加工余量),使用铣头铣外球面3以及作为封头端c2处的外形、过渡圆角,并与车成的球面接平(因为车球面效率更高,因此外球面3的一部分先使用车床车好,外球面3剩下无法车加工的部分使用铣床铣加工,铣加工时铣出的外球面部分要与车出的外球面部分接平,防止在封头主体14的外壁出现较大差异),制备得到封头主体14,
42.s4:将底座10安装到龙门铣床的工作台上,调整底座10的方向,使定位面9与龙门铣床的侧铣头轴线方向垂直,固定好底座10,将封头主体14吊到底座10上,通过设置压板a11和压板b12夹紧封头主体14,用侧铣头加工封头端c2的孔及过渡圆角,
43.s5:最后在立式车床上车削去除工艺定位夹头4,再车出尖棱13,对尖棱13处进行防护,即完成制备。
44.所述步骤s4中,使用调节螺杆8调节找正封头端c2的轴线,再通过设置压板a11和压板b12夹紧封头主体14,然后拆除调节螺杆8。
45.所述步骤s4中,使得封头端c2低于正确安装的水平位置,以方便调节螺8向上顶起并调节,然后使用调节螺杆8结合百分表调节找正封头端c2的轴线,再通过设置压板a11和压板b12夹紧封头主体14。
46.所述步骤s5中,在形成尖棱13处贴厚纸板进行防护,防止尖棱13处受损。
47.换热器封头的制备方法中,球心7是封头主体14的设计基准,外球面3、内球面5的球心及工艺定位夹头4的定位均使用封头主体14的球心7可确保产品精度;后续定位侧向封头端c2的轴线通过球心7定位也较为方便。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。