1.本发明具体涉及一种核电厂模块化建造方法。
背景技术:
2.模块化技术是一种先进的设计建造技术,将其应用于核电厂设计和建造能够显著减少现场施工量、降低安全隐患、缩短建造工期和降低工程造价,是核电厂设计建造技术提升的有效手段。国外主流核电供应商都在各自的核电堆型设计中不同程度的应用了模块化技术,其中,日本东芝和日立联合开发的abwr堆型在建造中实现了模块化技术的大规模应用,其柏崎-刈羽核电站6、7号机组实现了37个月的建造周期(fcd~fld);日本三菱重工和法国阿海珐联合开发的atmea1和韩国电力apr1400也都广泛采用模块化技术,目标建造周期(fcd~fld)分别为40个月和41.5个月;美国西屋公司90年代初研发的ap1000大规模采用了模块化技术,设计有不同规模和不同架构等级的350多个模块,目标建造周期缩短至36个月(fcd~fld);此外,加州大学伯克利分校最新设计的球床熔岩堆mk1 pb-fhr应用了更加先进的模块化技术,整个核岛由10个大型模块组成,进一步缩短了建造周期(注:mk1功率为100mwe)。
3.核电厂模块化设计和建造技术虽然已经进入成熟期,以ap1000为代表的模块化技术在模块复杂度和应用广度上都实现了极大的突破,但是,在ap1000示范项目模块化工程实践中,ap1000并未实现36个月(fcd-fld)目标,即便是优化后的最短总工期仍为48个月(fcd-fld),总工期52个月。模块化技术缩短工期的优势不仅不明显,反而还出现了在同等工程量的情况下,采用传统钢筋混凝土结构施工工期更短的情况。
4.造成这一现象的主要原因之一在于:单个模块的“完成度”仍然较低,没能从根本上改变传统的施工时序,如ap1000共有350多个模块,这些模块被清晰的划分为结构模块和设备模块,其中结构模块细分为结构模块、模板模块、钢结构模块、楼梯模块等,设备模块又包括机械模块和管道模块等,没能将结构模块和设备模块综合在一起的综合功能模块。
5.纵观核电厂模块化设计和建造技术的发展历程,从安全壳钢衬里穹顶的模块化吊装施工到ap1000模块化规模化应用,再到apr1400的复合模块设计,核电模块化技术一直向着大型化和复合化方向发展,我们可以认为核电模块化技术未来的发展趋势仍将是在模块的广度和深度上的进一步拓展,单个模块的规模将越来越大,功能完备性将越来越强,终极目标是实现类似于船舶大型分段建造,获得最小化的建造周期和灵活化的用户选择。
6.从核电模块化技术发展趋势和ap1000模块化设计建造实践中遇到的困难中,我们可以发现目前的核电模块化技术还存在模块规模仍然不大、完成度仍然不高,即“不大不全”的问题,而影响核电模块“做大做全”最主要的制约因素是大型模块的吊装就位,当前模块化建造所采用的起重机吊装就位方式受大型履带吊车起吊能力、站位、净空高度等因素的影响较大,核电厂大型模块的整备质量已经达到重型起重机吊装能力的极限。而从核电厂设计建造技术发展的历程来看,大型起重机技术的发展对核电厂建造方式的影响是巨大的,图1展示了起重机起吊能力对核电厂安全壳建造方式的影响。虽然核电厂建造施工中应
用的大型履带吊车的起吊能力已经从几百吨发展到5000吨(英国hpc项目),但是这种对模块重量、规模、形态、位置等特征的限制使得起重机吊装模块就位方式成为核电模块化技术发展的制约因素。
技术实现要素:
7.本发明所要解决的技术问题是针对现有技术中存在的上述不足,提供一种核电厂模块化建造方法,能够显著提升核电厂模块的规模和完成度,进而提升核电厂模块化设计建造水平,显著降低核电厂建造周期,提升经济性。
8.解决本发明技术问题所采用的技术方案是:
9.本发明提供一种核电厂模块化建造方法,包括:
10.将核岛厂房从上至下划分为多个模块,并分别进行框架制造,得到多个框架模块,
11.将第一层框架模块运输至施工现场后进行浇筑,形成第一层成型模块,
12.在第一层成型模块一侧建造与其齐平的第一搭接平台,将第二层框架模块抬升至第一搭接平台上,再经第一搭接平台运输至第一层成型模块上后进行浇筑,形成第二层成型模块,
13.在第一搭接平台上建造与第二层成型模块齐平的第二搭接平台,将第三层框架模块先抬升至第一搭接平台上,后经第一搭接平台抬升至第二搭接平台上,再经第二搭接平台运输至第二层成型模块上后进行浇筑,形成第三层成型模块,
14.以此类推,直至完成所有模块的施工。
15.可选地,采用顶升平移装置对框架模块进行抬升,所述顶升平移装置包括:
16.移动机构和支撑平台,所述支撑平台用于支撑框架模块,
17.所述移动机构包括自行走车、爬杆和攀爬驱动部,
18.所述爬杆贯穿支撑平台,其下端与自行走车相连,其上端从框架模块中穿出,所述攀爬驱动部与支撑平台相连,用于带动支撑平台相对爬杆上下移动,或带动爬杆相对支撑平台上下移动,所述自行走车用于驱动顶升平移装置平移,
19.采用所述顶升平移装置对框架模块进行抬升,具体包括:
20.s1:顶升平移装置通过启动自行走车将上一层框架模块平移至相应的搭接平台旁,
21.s2:攀爬驱动部带动支撑平台在爬杆上向上攀爬,至支撑平台底面与搭接平台之间的距离大于等于一个自行走车的高度,
22.s3:提升顶升平移装置平移方向上第一排未升起的爬杆,至与该排爬杆相连的自行走车底面与搭接平台顶面平齐,顶升平移装置前移,至与该排爬杆相连的自行走车支撑在搭接平台的顶面,
23.s4:重复步骤s3,直至所有的自行走车均支撑在搭接平台的顶面。
24.可选地,采用所述顶升平移装置将上一层框架模块经搭接平台运输至下一层成型模块上,具体包括:
25.s5:顶升平移装置前移至下一层成型模块上,在下一层成型模块和上一层框架模块之间设置顶升机构,使其顶升上一层框架模块至脱离支撑平台,再将爬杆拆除,并将自行走车与支撑平台相连,顶升平移装置后移,至其从下一层成型模块和上一层框架模块之间
的撤出;
26.s6:顶升平移装置继续后移,至顶升平移装置后移方向上第一排未下降的自行走车悬空,将爬杆穿过支撑平台后与悬空的自行走车相连,并解除悬空的自行走车与支撑平台的连接,下放爬杆,至与其相连的自行走车着地/支撑在下一层搭接平台上,
27.s7:重复步骤s6,直至所有的自行走车均着地/支撑在下一层搭接平台上,
28.s8:所述顶升机构回缩至下一层成型模块和/或上一层框架模块内,以使上一层框架模块支撑在下一层成型模块上。
29.可选地,所述步骤s3之前还包括:
30.在支撑平台的前缘底面安装第一搭接车,且使其支撑在搭接平台上;
31.所述步骤s3和步骤s4之间还包括:
32.拆除支撑平台前缘底面安装的第一搭接车。
33.可选地,所述在支撑平台的前缘底面安装第一搭接车,且使其支撑在搭接平台上,具体包括:
34.顶升平移装置前移,至支撑平台的前缘伸入搭接平台的上部空间,将支撑于搭接平台上且位于支撑平台前缘下方的第一搭接车与支撑平台可拆卸相连。
35.可选地,所述步骤s4中,在提升顶升平移装置前进方向上最后一排未升起的爬杆之前,还包括:
36.在支撑平台底面位于倒数两排爬杆之间的位置安装第二搭接车,且使其支撑在搭接平台上;
37.所述步骤s6和步骤s7之间还包括:
38.拆除支撑平台底面安装的第二搭接车。
39.可选地,所述在支撑平台底面位于倒数两排爬杆之间的位置安装第二搭接车,且使其支撑在搭接平台上,具体包括:
40.顶升平移装置前移,至支撑平台待安装第二搭接车的部位进入搭接平台的上部空间,将支撑于搭接平台上且位于支撑平台待安装第二搭接车部位下方的第二搭接车与支撑平台可拆卸相连。
41.可选地,所述步骤s7中,在下放顶升平移装置前进方向上最后一排未升起的爬杆之前,还包括:
42.在支撑平台的前缘底面安装第三搭接车,且使其支撑在搭接平台上;
43.所述步骤s7中,在所有的自行走车均着地之后,还包括:
44.拆除支撑平台底面安装的第三搭接车。
45.可选地,所述下一层成型模块的顶面和/或所述上一层框架模块的底面具有能够容置回缩后的顶升机构的容置槽,
46.所述步骤s5中,所述在下一层成型模块和上一层框架模块之间设置顶升机构,具体包括:
47.在所述容置槽中设置顶升机构;
48.所述步骤s8中,所述顶升机构回缩至下一层成型模块和/或上一层框架模块内,具体包括:
49.所述顶升机构回缩至所述容置槽中。
50.可选地,所述上一层框架模块的顶面具有与所述容置槽连通的第一通道,所述顶升机构能够经所述第一通道送入容置槽中,或从容置槽中经所述第一通道移出。
51.可选地,所述攀爬驱动部包括多个千斤顶,多个千斤顶呈环向间隔分布在爬杆周围,所述千斤顶与支撑平台固连,且为所述支撑平台提供支撑动力,
52.所述千斤顶重复其固定部和伸缩部之一与爬杆固连,另一与爬杆解除连接-千斤顶伸缩-其固定部和伸缩部之一与爬杆解除连接,另一与爬杆固连-千斤顶复位的动作顺序,以使支撑平台相对爬杆升降,或使爬杆相对支撑平台升降。
53.可选地,所述支撑平台中设有安置孔,所述爬杆经所述安置孔贯穿支撑平台,所述攀爬驱动部位于所述安置孔中。
54.可选地,所述顶升平移装置的平移机构设有两列,两列平移机构并行设置,且分设于上一层框架模块的纵向中心面的两侧,
55.每个搭接平台均包括并行设置的两堵墙,所述第一搭接平台的两堵墙建造在汽轮机厂房厂址上,且与汽轮机厂房待建的两面相对的墙的墙址,以及所述顶升平移装置的两列平移机构一一对应,上一层搭接平台的两堵墙分设在下一层搭接平台的两堵墙上,且与下一层搭接平台的两堵墙一一对应,
56.核岛厂房施工完成后,对汽轮机厂房厂址上的搭接平台进行拆建,形成汽轮机厂房的两面墙体。
57.所述核岛厂房包括:安全壳结构和辅助厂房,所述安全壳结构、辅助厂房和汽轮机厂房沿顶升平移装置平移方向依次布设,
58.所述将核岛厂房从上至下划分为多个模块,并分别进行框架制造,得到多个框架模块,具体包括:
59.将辅助厂房从上至下划分为n个辅助厂房模块,将安全壳结构从上至下划分为n 1个安全壳模块,并分别进行框架制造,得到n个辅助厂房框架模块和n 1个安全壳框架模块,第m个辅助厂房框架模块与第m个安全壳框架模块等高设置,n≥2,m≥1;
60.所述将第一层框架模块运输至施工现场后进行浇筑,形成第一层成型模块,具体包括:
61.将第一层安全壳框架模块和第一层辅助厂房框架模块先后运输至相应的施工现场后进行浇筑,得到第一层安全壳成型模块和第一层辅助厂房成型模块;
62.所述在第一层成型模块一侧建造与其齐平的第一搭接平台,将第二层框架模块抬升至第一搭接平台上,再经第一搭接平台运输至第一层成型模块上后进行浇筑,形成第二层成型模块,具体包括:
63.在汽轮机厂房厂址上建造与第一层安全壳成型模块齐平的第一搭接平台,并延伸至与第一层辅助厂房成型模块相接,先将第二层安全壳框架模块抬升至第一搭接平台上,再经第一搭接平台和第一层辅助厂房成型模块运输至第一层安全壳成型模块上,后将第二层辅助厂房框架模块抬升至第一搭接平台上,再经第一搭接平台运输至第一层辅助厂房成型模块上,浇筑,形成第二层安全壳成型模块和第二层辅助厂房成型模块;
64.所述在第一搭接平台上建造与第二层成型模块齐平的第二搭接平台,将第三层框架模块先抬升至第一搭接平台上,后经第一搭接平台抬升至第二搭接平台上,再经第二搭接平台运输至第二层成型模块上后进行浇筑,形成第三层成型模块,具体包括:
65.在第一搭接平台上建造与第二层安全壳成型模块齐平的第二搭接平台,并延伸至与第二层辅助厂房成型模块相接,先将第三层安全壳框架模块先抬升至第一搭接平台上,后经第一搭接平台抬升至第二搭接平台上,再经第二搭接平台和第二层辅助厂房成型模块运输至第二层安全壳成型模块上,后将第三层辅助厂房框架模块先抬升至第一搭接平台上,后经第一搭接平台抬升至第二搭接平台上,再经第二搭接平台运输至第二层辅助厂房成型模块上,浇筑,形成第三层安全壳成型模块和第三层辅助厂房成型模块;
66.所述以此类推,直至完成所有模块的施工,具体包括:
67.以此类推,直至完成第n层安全壳成型模块和第n层辅助厂房成型模块的施工,再将第n 1层安全壳框架模块沿第一搭接平台、第二搭接平台
……
第n搭接平台依次抬升,再经第n搭接平台和第n层辅助厂房成型模块运输至第n层安全壳成型模块上,浇筑,形成第n 1层安全壳成型模块。
68.可选地,还包括:
69.完成汽轮机厂房和附属厂房的建造。
70.可选地,所述支撑平台顶面开设有通槽,所述通槽沿支撑平台的平移方向延伸且用于供顶升机构穿行,其包括沿支撑平台的平移方向依次分布的第一通槽,第二通槽,
……
第n通槽,第一通槽贯穿所述支撑平台平移方向的前侧面,第n通槽贯穿所述支撑平台平移方向的后侧面,n≥2,
71.第m 1通槽前端升起的顶升机构的中心轴线与所述支撑平台前侧面的距离小于等于第m通槽后端升起的顶升机构的中心轴线与所述支撑平台前侧面的距离,m≥1,
72.所述步骤s5的具体过程包括:
73.s5.1:顶升平移装置前移至下一层成型模块上,
74.s5.2:在下一层成型模块和支撑平台底面之间布设顶升机构,所述顶升机构包括第一顶升机构和第二顶升机构,第一顶升机构和第二顶升机构沿支撑平台的周向间隔分布,其中,第二顶升机构从第n通槽中升起以顶升大型模块的底面后缘,第一顶升机构设于目的地与支撑平台底面前缘之间,且第一组第一顶升机构从第一通槽中升起以顶升大型模块的底面前缘,以使大型模块顶升至脱离支撑平台,
75.s5.3:将爬杆拆除,并将自行走车与支撑平台相连,
76.s5.5:顶升平移装置开始平移以从上一层框架模块和下一层成型模块之间撤出,行至第一组第一顶升机构位于第一通槽的后端时,第二组第一顶升机构从第二通槽中穿过以顶升上一层框架模块的底面前缘,同时第一组第一顶升机构下降至支撑平台底面以下,从而顶升平移装置能够继续撤出,以此类推,直至第n组第一顶升机构从第n通槽中穿过以顶升上一层框架模块的底面前缘,完成顶升平移装置从目的地和上一层框架模块之间的撤出。
77.可选地,所述上一层框架模块垂直于支撑平台平移方向的两端相对支撑平台向外伸出,
78.所述步骤s5.2中,还包括:在下一层成型模块和上一层框架模块底面垂直于支撑平台平移方向的一端之间布设第三顶升机构,在下一层成型模块和上一层框架模块底面垂直于支撑平台平移方向的另一端之间布设第四顶升机构。
79.可选地,第m通槽和倒数第m通槽对应设置,m≥1,第m通槽和倒数第m通槽共用一组
第一顶升机构。
80.可选地,第一通槽,第二通槽,
……
第n通槽均设有多个,每一种通槽的多个通槽均沿垂直于支撑平台平移的方向间隔布置,
81.且每一种通槽的多个通槽投影至所述支撑平台上表面的图形关于支撑平台上表面平行于其平移方向的直径对称。
82.可选地,所述支撑平台包括支撑平台本体和多个支撑臂,所述支撑臂转动连接于支撑平台本体的边缘,多个支撑臂沿支撑平台本体的周向间隔布置,
83.多个支撑臂能够绕各自的铰接点旋转至展开状态,以使多个支撑臂和支撑平台本体构成支撑框架模块的支撑结构;
84.多个支撑臂还能够在所述框架模块被其底面边缘布设的顶升机构顶升至脱离支撑平台后,绕各自的铰接点旋转至回收状态,多个支撑臂均位于回收状态时,所述顶升平移装置能够从下一层成型模块和上一层框架模块之间撤出;
85.或,
86.所述支撑平台包括两个支撑单元,两个支撑单元沿支撑平台的平移方向并行设置,且关于上一层框架模块的纵向中心面对称设置,所述移动机构相应设有两个,两个移动机构与两个支撑单元一一对应,
87.每个支撑单元包括支撑平台本体和多个支撑臂,所述支撑臂转动连接于相应支撑平台本体的边缘,多个支撑臂沿相应支撑平台本体的周向间隔布置,
88.多个支撑臂能够绕各自的铰接点旋转至展开状态,以使多个支撑臂和两个支撑平台本体构成支撑框架模块的支撑结构;
89.多个支撑臂还能够在所述框架模块被其底面边缘布设的顶升机构顶升至脱离支撑平台后,绕各自的铰接点旋转至回收状态,多个支撑臂均位于回收状态时,所述顶升平移装置能够从下一层成型模块和上一层框架模块之间撤出;
90.所述步骤s5的具体过程包括:
91.s5.1:顶升平移装置前移至下一层成型模块上,
92.s5.2:在下一层成型模块和上一层框架模块底面边缘之间布设顶升机构,顶升机构将上一层框架模块顶升至脱离支撑平台,多个支撑臂绕各自的铰接点旋转至回收状态,
93.s5.3:将爬杆拆除,并将自行走车与支撑平台本体相连,
94.s5.4:顶升平移装置平移以从上一层框架模块和下一层成型模块之间撤出。
95.可选地,所述顶升机构设有多个,多个顶升机构沿上一层框架模块的周向间隔分布。
96.本发明将核电厂大型模块建造常规的吊装就位方式转变成逐级顶升平移就位方式,从而能够突破起重机起吊能力对模块规模和重量的限制,显著提升核电厂模块的规模和完成度,进而提升核电厂模块化设计建造水平,显著降低核电厂建造周期,提升经济性。
附图说明
97.图1为本发明实施例1提供的核电厂模块化建造方法的施工流程图;
98.图2为为本发明实施例1提供的核电厂模块化建造方法的示意图;
99.图3为本发明实施例1提供的顶升平移装置的结构示意图;
100.图4为顶升平移装置平移运输大型模块的结构示意图;
101.图5为大型模块被转运装置顶升的示意图;
102.图6为第一搭接车安装后的示意图;
103.图7为前排爬杆和自行走车被提升的示意图;
104.图8为第二搭接车安装后的示意图;
105.图9为大型模块就位示意图;
106.图10为顶升机构将大型模块顶升至脱离支撑平台的示意图;
107.图11为拆除爬杆后的示意图;
108.图12为装置后退至后排自行走车悬空的示意图;
109.图13为后排爬杆安装后的示意图;
110.图14为后排爬杆被下放的示意图;
111.图15为第二搭接车拆除后的示意图;
112.图16为第三搭接车安装后的示意图;
113.图17为前排爬杆安装后的示意图;
114.图18为顶升平移装置退至下一级轨道上的示意图;
115.图19为顶升机构下放上一级大型模块至下一级大型模块上的示意图;
116.图20为移出顶升机构后的示意图;
117.图21为顶升机构安装示意图;
118.图22为本发明实施例1提供的支撑平台的结构示意图;
119.图23为本发明实施例1提供的支撑平台撤回的示意图;
120.图24为本发明实施例2提供的支撑平台的结构示意图;
121.图25为本发明实施例2提供的支撑平台撤回的示意图。
具体实施方式
122.下面将结合本发明中的附图,对发明中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明的范围。
123.在本发明的描述中,需要说明的是,属于“上”等指示方位或位置关系是基于附图所示的方位或者位置关系,仅是为了便于和简化描述,而并不是指示或者暗示所指的装置或者元件必须设有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
124.在本发明的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或者暗示相对重要性。
125.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“连接”、“设置”、“安装”、“固定”等应做广义理解,例如可以是固定连接也可以是可拆卸地连接,或者一体地连接;可以是直接相连,也可以是通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
126.本发明提供一种核电厂模块化建造方法,包括:
127.将核岛厂房从上至下划分为多个模块,并分别进行框架制造,得到多个框架模块,
128.将第一层框架模块运输至施工现场后进行浇筑,形成第一层成型模块,
129.在第一层成型模块一侧建造与其齐平的第一搭接平台,将第二层框架模块抬升至第一搭接平台上,再经第一搭接平台运输至第一层成型模块上后进行浇筑,形成第二层成型模块,
130.在第一搭接平台上建造与第二层成型模块齐平的第二搭接平台,将第三层框架模块先抬升至第一搭接平台上,后经第一搭接平台抬升至第二搭接平台上,再经第二搭接平台运输至第二层成型模块上后进行浇筑,形成第三层成型模块,
131.以此类推,直至完成所有模块的施工。
132.实施例1:
133.如图1所示,本实施例提供一种核电厂模块化建造方法,包括:
134.将核岛厂房从上至下划分为多个模块,并分别进行框架制造,得到多个框架模块,
135.将第一层框架模块运输至施工现场后进行浇筑,形成第一层成型模块,
136.在第一层成型模块一侧建造与其齐平的第一搭接平台,将第二层框架模块抬升至第一搭接平台上,再经第一搭接平台运输至第一层成型模块上后进行浇筑,形成第二层成型模块,
137.在第一搭接平台上建造与第二层成型模块齐平的第二搭接平台,将第三层框架模块先抬升至第一搭接平台上,后经第一搭接平台抬升至第二搭接平台上,再经第二搭接平台运输至第二层成型模块上后进行浇筑,形成第三层成型模块,
138.以此类推,直至完成所有模块的施工。
139.由此,本发明将核电厂大型模块建造常规的吊装就位方式转变成逐级顶升平移就位方式,从而能够突破起重机起吊能力对模块规模和重量的限制,显著提升核电厂模块的规模和完成度,进而提升核电厂模块化设计建造水平,显著降低核电厂建造周期,提升经济性。
140.本实施例中,顶升平移装置的平移机构设有两列,两列平移机构并行设置,且分设于上一层框架模块3的纵向中心面的两侧,
141.如图2所示,
142.每个搭接平台均包括并行设置的两堵墙,第一搭接平台的两堵墙建造在汽轮机厂房厂址上,且与汽轮机厂房待建的两面相对的墙的墙址,以及顶升平移装置的两列平移机构一一对应,上一层搭接平台的两堵墙分设在下一层搭接平台6的两堵墙上,且与下一层搭接平台6的两堵墙一一对应.
143.本实施例中,具体地,核岛厂房包括:安全壳结构和辅助厂房,安全壳结构、辅助厂房和汽轮机厂房沿顶升平移装置平移方向依次布设,其中,安全壳结构包括安全壳及其周边设施,上述核电厂模块化建造方法具体包括:
144.1)在电厂设计初期既考虑超级模块化的应用,按照“分段设计,整体考虑”的原则开展核电厂的具体设计工作;
145.2)在电厂设计工作成果(三维模型)的基础之上,将辅助厂房从上至下划分为n个辅助厂房超大型分段模块,将安全壳结构从上至下划分为n 1个安全壳超大型分段模块,本实施例中,以按照超级模块化要求修改的华龙一号设计方案为基础,n=4,也即,辅助厂房
共三层超级模块,安全壳结构共四层超级模块,辅助厂房的某一分段模块与安全壳结构相应的分段模块等高设置;
146.3)将单个超级模块划分成多个子模块,子模块的划分需考虑子模块的通用性、可运输性(公路、铁路、船舶)等因素;
147.4)根据功率规模和安全配置要求选择特定的通用子模块并在模块工厂中进行加工制造,子模块加工的同时,开展厂址范围内的其他施工工作,包括负挖、底板浇筑等;
148.5)将制造完成的子模块运输至分段模块组装工厂或核电建设现场进行超级模块框架制造,大型模块拼装过程中,同步开展超大型分段模块内仪器、设备、管道、电缆的安装和调试工作,得到n个辅助厂房框架模块和n 1个安全壳框架模块,进行超级框架模块建造的同时,开展汽轮机厂房基础的建造工作,在汽轮机厂房筏板基础上铺设第一层轨道,并延伸至安全壳结构厂址,为超级框架模块提供顶升基础和平移通道;
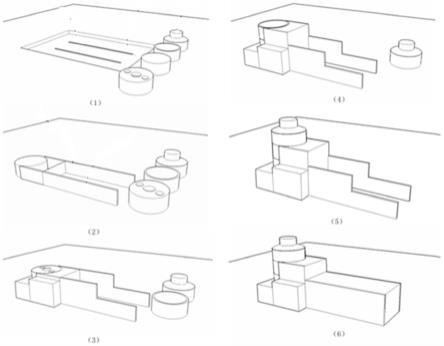
149.6)采用顶升平移装置将第一层安全壳框架模块和第一层辅助厂房框架模块沿第一层轨道先后运输至相应的施工现场,如图2的(1)图所示;相应模块对应位置的混凝土底板上预先设置的多台液压千斤顶提升高度至模块上的就位点,同时启动千斤顶承接超级模块,撤出提升平台,提升平台按原路返回提升点,随后降低千斤顶使超级模块就位并由混凝土底板支撑,随后从侧边孔道将千斤顶从就位点撤出;
150.7)安装第一层安全壳框架模块和第一层辅助厂房框架模块,安装工作包括连接底板混凝土预留插筋焊接、管线连接、电缆的连接等工作,再进行混凝土浇筑,得到第一层安全壳成型模块和第一层辅助厂房成型模块;
151.3)拆除汽轮机厂房厂址上的第一层轨道,再在汽轮机厂房厂址上建造与第一层安全壳成型模块齐平的第一搭接平台,且在第一搭接平台上铺设第二层轨道,并经第一层辅助厂房成型模块延伸至第一层安全壳成型模块,如图2的(2)图所示;接着先将第二层安全壳框架模块抬升至第一搭接平台上,再经第二层轨道运输至第一层安全壳成型模块上,后将第二层辅助厂房框架模块抬升至第一搭接平台上,再经第二层轨道运输至第一层辅助厂房成型模块上,完成核岛厂房上第二层轨道的拆卸,以及第二层框架模块的安装和浇筑工作,形成第二层安全壳成型模块和第二层辅助厂房成型模块;
152.4)拆除第一搭接平台上靠近核岛厂房处的第二层轨道,并在该位置建造与第二层安全壳成型模块齐平的第二搭接平台,在第二搭接平台上铺设第三层轨道,并经第二层辅助厂房成型模块延伸至第二层安全壳成型模块(可与第二层框架模块的安装和浇筑工作同步进行),如图2的(3)图所示;先将第三层安全壳框架模块先抬升至第一搭接平台上,后经第一搭接平台抬升至第二搭接平台上,再经第三层轨道运输至第二层安全壳成型模块上,后将第三层辅助厂房框架模块先抬升至第一搭接平台上,后经第一搭接平台抬升至第二搭接平台上,再经第三层轨道运输至第二层辅助厂房成型模块上,完成核岛厂房上第三层轨道的拆卸,以及第三层框架模块的安装和浇筑工作,形成第三层安全壳成型模块和第三层辅助厂房成型模块,如图2的(4)图所示;
153.5)以此类推,直至完成第n层安全壳成型模块和第n层辅助厂房成型模块的施工,再将第n 1层安全壳框架模块沿第一搭接平台、第二搭接平台
……
第n搭接平台依次抬升,再经第n层轨道运输至第n层安全壳成型模块上,完成核岛厂房上第n 1层轨道的拆卸,以及第n 1层框架模块的安装和浇筑工作,形成第n 1层安全壳成型模块,如图2的(5)图所示。
154.6)在进行第n 1层框架模块的安装和浇筑工作的同时,对汽轮机厂房厂址上的搭接平台进行拆建,形成汽轮机厂房的两面墙体,其完成汽轮机厂房其余墙体以及屋顶的建造;同时完成附属厂房的建造,如图2的(6)图所示。
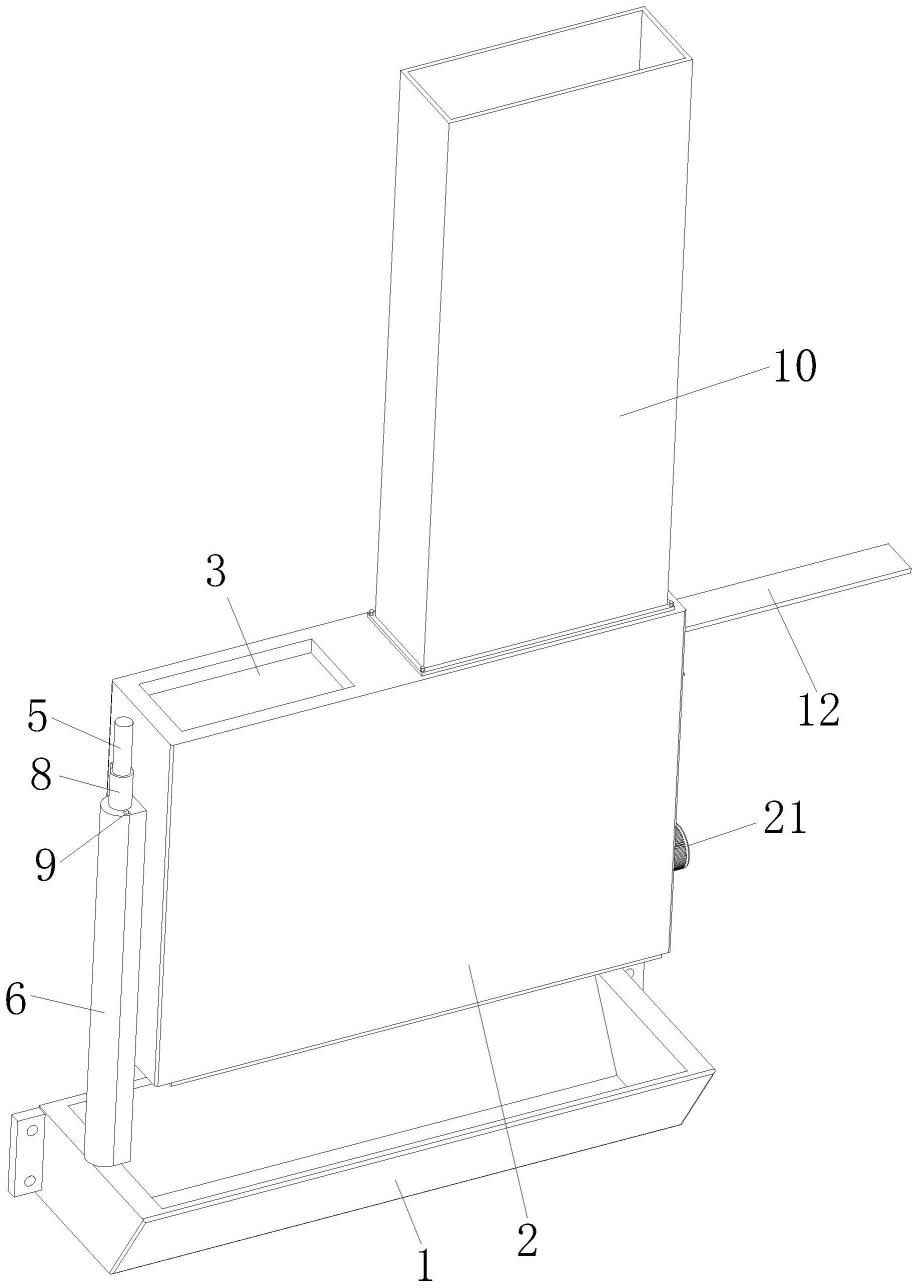
155.本实施例中,采用顶升平移装置对框架模块进行抬升,如图3所示,顶升平移装置包括:
156.移动机构和支撑平台4,支撑平台4用于支撑框架模块,
157.移动机构包括:自行走车5和攀爬机构2,攀爬机构2包括爬杆12和攀爬驱动部,
158.爬杆12贯穿支撑平台4,其下端与自行走车5相连,其上端从大型模块中穿出,攀爬驱动部与支撑平台4相连,用于驱动支撑平台4相对爬杆12升降,或驱动爬杆12相对支撑平台4升降,自行走车5用于驱动顶升平移装置平移。
159.由此,该顶升平移装置可作为核岛厂房竖向拼装建造的运输工具,将上一级大型分段模块经运输-抬升至下一级大型模块上。
160.本实施例中,攀爬驱动部包括多个伸缩缸10,多个伸缩缸10呈环向间隔分布在爬杆12周围,伸缩缸10与支撑平台4固连,且为支撑平台4提供支撑动力,
161.伸缩缸10重复其固定部和伸缩部之一与爬杆12相连,另一与爬杆12解除连接-伸缩缸10伸缩-其固定部和伸缩部之一与爬杆12解除连接,另一与爬杆12相连-伸缩缸10复位的动作顺序,以使支撑平台4相对爬杆12升降,或使爬杆12相对支撑平台4升降。
162.本实施例中,伸缩缸10的伸缩部位于其固定部的下方,上述攀爬机构实现支撑平台4相对爬杆12上升的过程如下:固定部与爬杆12相连,伸缩部与爬杆12解除连接-伸缩缸10回缩-固定部与爬杆12解除连接,伸缩部与爬杆12相连-伸缩缸10伸长,以此类推,从而实现支撑平台4在相对爬杆12的上升。
163.攀爬机构实现支撑平台4相对爬杆12下降的过程与上述上升过程相反,在此不再赘述。
164.上述攀爬机构实现某一排的爬杆12相对支撑平台4上升或下降的过程,与其实现支撑平台4相对爬杆12上升或下降的过程相同,在此不再赘述。
165.本实施例中,伸缩缸10的固定部和伸缩部均通过咬齿11与爬杆12相连。
166.本实施例中,支撑平台4中设有安置孔43和贯穿孔42,贯穿孔42与安置孔43同轴设置且贯穿支撑平台4的上下表面,贯穿孔42与爬杆12匹配,爬杆12经贯穿孔42贯穿支撑平台4,攀爬驱动部位于安置孔43中。
167.采用顶升平移装置对框架模块进行抬升,具体包括:
168.s1:如图4所示,运载上一层框架模块3的顶升平移装置沿着轨道7由高度相对较低的一级核电厂汽轮机厂房框架结构6平移至高度相对较高的搭接平台旁;
169.s2:如图5所示,攀爬驱动部带动支撑平台4及其承载的上一层框架模块3在爬杆12上向上攀爬,至支撑平台4底面与搭接平台之间的距离大于等于一个自行走车5的高度;
170.s3:如图6所示,顶升平移装置前移,至支撑平台4的前缘伸入搭接平台的上部空间,将支撑于搭接平台上且位于支撑平台4前缘下方的第一搭接车8与支撑平台4可拆卸相连,其中,第一搭接车8设立的目的是使其承受支撑平台4及上一层框架模块3的部分重量,避免第一排移动机构提升后,本装置发生倾倒,从而为收回第一排移动机构提供条件;
171.s4:如图7所示,在第一搭接车8的支撑下,提升顶升平移装置前进方向上第一排未
升起的爬杆12,至与该排爬杆12相连的自行走车5底面与搭接平台顶面平齐,顶升平移装置前移,至与该排爬杆12相连的自行走车5支撑在搭接平台的顶面;
172.s5:拆除支撑平台4前缘底面安装的第一搭接车8;
173.s6:如图8所示,重复步骤s4,直至除最后一排外,其余所有的自行走车5均支撑在搭接平台的顶面;顶升平移装置前移,至支撑平台4底面位于倒数两排爬杆12之间的部位进入搭接平台的上部空间,将支撑于搭接平台上且位于支撑平台4底面位于倒数两排爬杆12之间的位置下方的第二搭接车15与支撑平台4可拆卸相连,使其支撑本装置的尾部,为收回最后一级移动机构提供条件;
174.s7:如图9所示,提升顶升平移装置前进方向上最后一排未升起的爬杆12,至与该排爬杆12相连的自行走车5底面与搭接平台顶面平齐,顶升平移装置前移,至与该排爬杆12相连的自行走车5支撑在下一层成型模块1的顶面,即完成框架模块的抬升。
175.本实施例中,
176.采用顶升平移装置将上一层框架模块3经搭接平台运输至下一层成型模块1上,具体包括:
177.s8:如图10所示,顶升平移装置继续前移,至上一层框架模块3就位于下一层成型模块1的上方,在下一层成型模块1和上一层框架模块3之间设置顶升机构9,使其顶升上一层框架模块3至脱离支撑平台4,为本装置的撤出提供条件;
178.具体地,如图21所示,上一层框架模块3的底面具有能够容置回缩后的顶升机构9的容置槽17,且上一层框架模块3的顶面具有与容置槽17连通的第一通道14,
179.顶升机构9经人工从第一通道14送入容置槽17中,顶升机构9提升后抵接于下一层成型模块1和上一层框架模块3之间。
180.s9:如图11所示,再将爬杆12拆除,并将自行走车5与支撑平台4相连;
181.s10:如图12所示,顶升平移装置后移,至其从下一层成型模块1和上一层框架模块3之间的撤出;顶升平移装置继续后移,至顶升平移装置后移方向上第一排未下降的自行走车5悬空,为安装爬杆12提供条件;
182.s11:如图13所示,将爬杆12穿过支撑平台4后与悬空的自行走车5相连,并解除悬空的自行走车5与支撑平台4的连接;
183.s12:如图14所示,下放爬杆12,至与其相连的自行走车5下行至高度相对较低的轨道上并为支撑平台提供支撑,为拆除第二搭接车15提供条件;
184.s13:如图15所示,拆除第二搭接车15;
185.s14:如图16所示,重复步骤s10-s12,直至除后退方向上最后一排外,其余的自行走车5均下行至高度相对较低的轨道上,再在支撑平台4的前缘底面安装第三搭接车16,且使其支撑在搭接平台上;
186.s15:如图17所示,顶升平移装置后移,至顶升平移装置后退方向上最后一排自行走车5悬空,为其安装爬杆12;
187.s16:如图18所示,下放最后一排爬杆12,至与其相连的自行走车5下行至高度相对较低的轨道上,再拆除第三搭接车16,移走顶升平移装置;
188.s17:如图19所示,顶升机构9回缩至上一层框架模块3底面的容置槽17内,以使上一层框架模块3支撑在下一层成型模块1上;
189.s18:如图20所示,人工经第一通道14从容置槽17中将顶升机构9回收,即可开展上一层框架模块3与下一级大型模块的连接施工。
190.其中,支撑平台4为钢结构平台,根据载荷要求设置多台连接有自行走车5的攀爬机构,攀爬机构由液压走形器、咬齿11、和爬杆12组成,液压走形器作为攀爬驱动部,其固定部和伸缩部均通过咬齿11与爬杆12相连。
191.大型分段模块经过适应性设计,模块内部设置有与爬杆对应的第二通道13,以供爬杆12穿过,还设有便于顶升机构送入容置槽或从容置槽中取出的第一通道14;此外,各搭接车与移动机构的自行走车5为相同结构,均为步履式顶推行走器。
192.由此,本发明将顶升平移技术巧妙地应用于核电设计和建设当中,能够实现核电厂真正意义上的超级模块化设计和建造,显著缩短建造周期的同时,灵活满足用户需求。
193.具体地,发明人提出的核电厂超级模块化设计和建造方法,具体为:在设计方面,将核电厂施工关键路径上的核岛厂房在轴向上划分成多个超大型分段模块,每个超大型分段模块都由尺寸相似,并在工厂加工制造的标准子模块在工厂建造完成。大型模块拼装过程中,同步开展超大型分段模块内仪器、设备、管道、电缆的安装和调试工作,将完成建造和调试的超大型分段模块运输至施工现场。在建造方面,将传统的起重机吊装施工方式转变为“顶升-平移”施工方式,突破了起重机起吊能力对模块规模和重量的限制。其中,“顶升-平移”方法是核电厂超级模块化设计和建造方法成功的关键。
194.按照超级模块化方法,核电厂核岛大型模块分段普遍规模巨大,如反应堆厂房分段模块的直径超过40米,高度超过20米,重达3000吨以上,如何将如此规模的大型模块分段顶升平移至安装位置是超级模块化方法首先要解决的问题。
195.为了确保核电厂大型模块分段提升的稳定性,发明人提出将核岛厂房划分为多个分段并进行逐级抬升(顶升行程越长,其支撑稳定性越差)。
196.利用加固后的汽轮机厂房框架结构作为超大型分段模块多级抬升的平台和运输通道,结合本发明的“顶升-平移”方法(本发明采用顶升和平移交替进行的方式实现大型模块分段的顶升平移就位),实现核岛厂房的竖向拼装建造。
197.此外,通过调整构成分段模块的子模块类型和规模,可调整该分段模块的类型,结合对分段模块内相关设备类型、数量、容量以及轴向高度的调整,可根据用户需求灵活实现不同功率规模和安全系统配置的核电厂设计,使核电厂成为真正的模块化系统。
198.本实施例中,如图22所示,支撑平台4顶面开设有通槽46,通槽46沿支撑平台4的平移方向延伸且用于供顶升机构穿行,其包括沿支撑平台4的平移方向依次分布的第一通槽,第二通槽,
……
第n通槽,第一通槽贯穿支撑平台4平移方向的前侧面,第n通槽贯穿支撑平台4平移方向的后侧面,n≥2,
199.第m 1通槽前端升起的顶升机构的中心轴线与支撑平台4前侧面的距离小于等于第m通槽后端升起的顶升机构的中心轴线与支撑平台4前侧面的距离,m≥1,
200.步骤s8-s10的具体过程包括:
201.s8.1:顶升平移装置继续前移,至上一层框架模块3就位于下一层成型模块1的上方,
202.s8.2:在下一层成型模块1和支撑平台4底面之间布设顶升机构9,如图23所示,顶升机构9包括第一顶升机构91和第二顶升机构92,第一顶升机构91和第二顶升机构92沿支
撑平台4的周向间隔分布,其中,第二顶升机构92从第n通槽中升起以顶升大型模块的底面后缘,第一顶升机构91设于目的地与支撑平台4底面前缘之间,且第一组第一顶升机构91从第一通槽中升起以顶升大型模块的底面前缘,以使大型模块顶升至脱离支撑平台4,为本装置的撤出提供条件;
203.s9:将爬杆12拆除,并将自行走车5与支撑平台4相连,
204.s10.1:顶升平移装置开始平移以从上一层框架模块3和下一层成型模块1之间撤出,行至第一组第一顶升机构91位于第一通槽的后端时,第二组第一顶升机构91从第二通槽中穿过以顶升上一层框架模块3的底面前缘,同时第一组第一顶升机构91下降至支撑平台4底面以下,从而顶升平移装置能够继续撤出,以此类推,直至第n组第一顶升机构91从第n通槽中穿过以顶升上一层框架模块3的底面前缘,完成顶升平移装置从目的地和上一层框架模块3之间的撤出;
205.s10.2:顶升平移装置继续后移,至顶升平移装置后移方向上第一排未下降的自行走车5悬空,为安装爬杆12提供条件。
206.由此,通过对支撑大型框架模块的支撑平台4进行巧妙的设计,再通过在上一层框架模块的底面前缘和下一层成型模块之间布设与通槽对应的顶升机构,顶升平移装置行至前一组顶升机构位于前一列通槽的后端时,后一组顶升机构从后一列通槽中升起,以和平移方向另一端的顶升机构共同平稳顶升大型模块,同时前一组顶升机构下降至支撑平台4底面以下,从而顶升平移装置能够从上一层框架模块和下一层成型模块之间完全撤出。
207.本实施例中,
208.上一层框架模块3垂直于支撑平台4平移方向的两端相对支撑平台4向外伸出,
209.步骤s10.1中,还包括:在下一层成型模块1和上一层框架模块3底面垂直于支撑平台4平移方向的一端之间布设第三顶升机构,在下一层成型模块1和上一层框架模块3底面垂直于支撑平台4平移方向的另一端之间布设第四顶升机构。
210.本实施例中,第m通槽和倒数第m通槽对应设置,m≥1,从而第m通槽和倒数第m通槽能够共用同一组顶升机构,以减少顶升机构的布置,节约成本。
211.为保证支撑平台的支撑强度,第m 1通槽前端升起的顶升机构的中心轴线与支撑平台4前侧面的距离优选等于第m通槽后端升起的顶升机构的中心轴线与支撑平台4前侧面的距离。
212.上述情况下,为避免通槽槽壁干涉顶升机构的升起,通槽4设计为腰型孔,腰型孔两端的半圆孔与顶升机构匹配。
213.为实现大型模块的平稳顶升,沿支撑平台平移方向的两端对大型模块进行顶升的顶升机构通过需要多个,从而本实施例中,第一通槽,第二通槽,
……
第n通槽均设有多个,每一种通槽的多个通槽均沿垂直于支撑平台4平移的方向间隔布置,
214.且每一种通槽的多个通槽投影至支撑平台4上表面的图形关于支撑平台4上表面平行于其平移方向的直径对称。
215.本实施例中,n等于3。参见图1,第一通槽和第三通槽数量为三个且对应设置,中间通槽的上述投影自身关于上述直径对称,两侧的通槽投影关于上述直径对称。第二通槽设有四个,其投影为两两关于上述直径对称。
216.实施例2:
217.本实施例与实施例1的不同点在于:
218.支撑平台4包括支撑平台本体41和多个支撑臂45,支撑平台本体41能够在自行走车5停车时支撑框架模块,支撑臂45通过铰链44转动连接于支撑平台本体41的边缘,多个支撑臂45沿支撑平台本体41的周向间隔布置,
219.多个支撑臂45能够绕各自的铰接点旋转至展开状态,以使多个支撑臂45和支撑平台本体41构成能够在自行走车5行走时平稳支撑框架模块的支撑结构;
220.多个支撑臂45还能够绕各自的铰接点旋转至回收状态,以在框架模块被其底面边缘布设的顶升机构9顶升至脱离支撑平台4后,使得顶升平移装置能够从下一层成型模块1和上一层框架模块3之间撤出;
221.或,
222.如图24所示,支撑平台4包括两个支撑单元,两个支撑单元沿支撑平台4的平移方向并行设置,且关于上一层框架模块3的纵向中心面对称设置,移动机构相应设有两个,两个移动机构与两个支撑单元一一对应,
223.每个支撑单元包括支撑平台本体41和多个支撑臂45,两个支撑平台本体41能够在自行走车5停车时支撑框架模块,支撑臂45转动连接于相应支撑平台本体41的边缘,多个支撑臂45沿相应支撑平台本体41的周向间隔布置,
224.多个支撑臂45能够绕各自的铰接点旋转至展开状态,以使多个支撑臂45和两个支撑平台本体41构成能够在自行走车5行走时平稳支撑框架模块的支撑结构;
225.多个支撑臂45还能够绕各自的铰接点旋转至回收状态,以在框架模块被其底面边缘布设的顶升机构9顶升至脱离支撑平台4后,顶升平移装置能够从下一层成型模块1和上一层框架模块3之间撤出;
226.本实施例中,优选第二种方案,由此,上一层框架模块3底面沿支撑平台撤回方向的两端,以及垂直于支撑平台撤回方向的两端均可布设顶升机构且不会对两个支撑单元的撤回造成干涉,从而能够实现较大体积和重量的大型模块的平稳转运和顶升。
227.步骤s8-s10的具体过程包括:
228.s8.1:顶升平移装置继续前移,至上一层框架模块3就位于下一层成型模块1的上方,
229.s8.2:多个支撑臂45绕各自的铰接点旋转至回收状态,
230.在下一层成型模块1和上一层框架模块3底面边缘之间布设顶升机构9,具体地,如图25所示,在上一层框架模块3底面垂直于支撑平台4平移方向的一端和下一层成型模块之间设置第一顶升机构91,在上一层框架模块3底面垂直于支撑平台4平移方向的另一端和下一层成型模块之间设置第二顶升机构92,在上一层框架模块3底面沿支撑平台4平移方向的一端和下一层成型模块之间设置第三顶升机构93,在上一层框架模块3底面沿支撑平台4平移方向的另一端和下一层成型模块之间设置第四顶升机构94,使得上一层框架模块3被平稳顶升至脱离支撑平台。而后将多个支撑臂5绕各自的铰接点旋转至回收状态;
231.s9:将爬杆12拆除,并将自行走车5与支撑平台4相连,
232.s10:顶升平移装置平移以从上一层框架模块3和下一层成型模块1之间撤出。
233.由此,通过在支撑平台4的四周设置可展开和回收的支撑臂5,支撑臂5展开时能够和支撑平台4共同托住大型模块7,以防止其在运输过程中晃动至从支撑平台4上掉落,在将
大型模块7运输至目的地后,由于相邻支撑臂5之间具有空间,从而大型模块底面垂直于支撑平台4撤回方向的两端和目的地之间能够对称布设顶升机构,以将大型模块7顶升至脱离支撑平台,在支撑臂5回收后,对称布置的顶升机构不会对转运装置的撤出造成干涉,从而本发明能够实现大型模块7的平稳运输和为转运装置的撤出提供条件的双重目的。
234.支撑臂5的长度、铰接位置等根据现场布设的顶升机构灵活设置,保证顶升机构顶升大型模块至脱离支撑平台后,顶升机构不干涉支撑臂5的回收,且不干涉转运装置的撤回。
235.本实施例中,如图25所示,支撑臂5回收后,其在经过支撑平台1上表面的平面上的正投影位于支撑平台1的上表面上。
236.可以理解的是,以上实施方式仅仅是为了说明本发明的原理而采用的示例性实施方式,然而本发明并不局限于此。对于本领域内的普通技术人员而言,在不脱离本发明的精神和实质的情况下,可以做出各种变型和改进,这些变型和改进也视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。