一种导向座内装o圈机及其装配方法
技术领域
1.本发明属于导向座生产技术领域,尤其涉及一种导向座内装o圈机及其装配方法。
背景技术:
2.导向座是起到导向作用的零部件,被广泛应用于各类机械装置中,而减震器内的导向座是减震器中一个重要部件,其在减震时为活塞杆的上下运动起到导向作用,以保证活塞杆在运行过程中的平顺性,降低汽车在行驶中的颠簸,而为了保证导向座的使用效果,通常在导向座的内壁上开设环形槽,并在环形槽内装配o圈(即橡胶o形圈),保证导向座与活塞杆之间的软接触,避免磨损和卡滞,进一步保证活塞杆在运行过程中的平顺性。
3.传统的内装o圈通常采用人工进行,不仅o圈装配难度高,工作效率低,而且人工成本高,如中国专利申请号为(cn202010531101.7)公开了一种o型圈装配装置,包括套筒、芯轴和弹性件,套筒设有通孔、滑槽以及用于容置o型圈的环形槽;芯轴可沿轴向移动地设于通孔内,芯轴设有压头、卡销,卡销可活动地穿设于滑槽且突出于环形槽的槽底面;该申请可替代操作人员手动拿取,实现o型圈装配,降低装配难度,提高装配效率,但其还是需要采用人工手持装配装置,虽然降低了装配难度,提高了装配效率,但人工成本还是较高,且装配效率容易受到人工因素的影响,有待改进。
技术实现要素:
4.本发明的目的是针对上述存在的技术问题,提供一种导向座内装o圈机及其装配方法,达到了降低人工成本,提高装配效率,实现自动化装配o圈的效果。
5.有鉴于此,本发明提供一种导向座内装o圈机,包括:
6.机架,机架包括第一支撑件、第二支撑件和第三支撑件;
7.内装机构,内装机构安装在第二支撑件上,且用于o圈内装在导向座内;
8.第一上料机构,第一上料机构安装在第一支撑件上,且用于为内装机构提供导向座的上料;
9.第二上料机构,第二上料机构安装在第三支撑件上,且用于为内装机构提供o圈的上料;
10.下料机构,下料机构安装在内装机构下方,且用于内装o圈后的导向座的下料。
11.在本技术方案中,通过第一上料机构提供导向座的上料,第二上料机构提供o圈的上料,并通过内装机构将o圈装配进导向座内,最后通过下料机构下料,自动化装配,不需要人工装配,有效降低了人工成本,提高了装配效率。
12.在上述技术方案中,进一步的,内装机构包括:
13.第一安装架,第一安装架底面与第二支撑件顶面连接,顶面呈斜面,且位于顶面低位的一侧设有加工位;
14.第二安装架,第二安装架位于第一安装架呈斜面的顶面上;
15.第一推圈组件,第一推圈组件位于第二安装架上,且用于o圈前端进入导向座;
16.第二推圈组件,第二推圈组件位于第二安装架上,且用于o圈后端移动至导向座上方;
17.第三推圈组件,第三推圈组件位于第一安装架上,且用于o圈后端进入导向座。
18.在本技术方案中,通过第一推圈组件将o圈前端推进导向座,在通过第二推圈组件将o圈后端推至导向座上方,而后通过第三推圈组件将o圈后端下压至导向座内,完成o圈的装配,o圈装配工艺简单,有效保证装配效率,其中,第一安装座顶面成斜面,便于沿斜面倾斜将o圈装配进导向座,保证装配的可靠性。
19.在上述技术方案中,进一步的,第一推圈组件包括:
20.第一气缸,第一气缸安装在第二安装架上,且其输出轴与第一安装架呈斜面的顶面平行设置;
21.第一推板,第一推板安装在第一气缸的输出轴上;
22.第二气缸,第二气缸安装在第一推板上,且其输出轴与第一安装架呈斜面的顶面垂直设置;
23.第一推杆,第一推杆安装在第一气缸的输出轴上,且底端前侧开设有与o圈相适配的第一弧形槽。
24.在本技术方案中,通过第二气缸带动第一推杆抬升时,o圈进入第一安装架呈斜面的顶面,而后第二气缸带动第一推杆下落,使得o圈套设在第一推杆底端,一方面避免o圈沿第一安装架顶面下滑,另一方面便于后续第一推杆对o圈前端的推动,而第一气缸推动第一推板带动第二气缸和第一推杆沿第一安装架顶面下滑,进而带动o圈前端下滑,最后第一推杆推动o圈前端进入导向座内。
25.在上述技术方案中,进一步的,第二推圈组件包括:
26.第三气缸,第三气缸安装在第一安装架呈斜面的顶面处于高位的一端,且其输出轴与第二安装架连接,并用于驱动第二安装架在第一安装架上滑动;
27.第二推杆,第二推杆安装在第二安装架的底端,且由第三气缸驱动沿第一安装架呈斜面的顶面滑动;
28.其中,第一推杆位于第二推杆的前侧,且第二推杆靠近第一推杆的一面呈垂直与第二支撑件设置的斜面。
29.在本技术方案中,通过第三气缸推动第二推杆沿着第一安装架呈斜面的顶面下滑,进而将o圈后端推至导向座的上方,便于后续第三推圈组件将o圈后端压入导向座内。
30.在上述技术方案中,进一步的,第三推圈组件包括:
31.第四气缸,第四气缸安装在第二安装架上,且输出轴与第二支撑件垂直设置;
32.连接架,连接架安装在第四气缸的输出轴上;
33.压杆,压杆安装在连接架的底端,且由第四气缸驱动上下移动;
34.其中,压杆上位于第一推杆和第二推杆之间,且开设有用于第一推杆穿过的第一槽孔。
35.在本技术方案中,通过第四气缸推动连接架下压,进而推动压杆下压,将o圈后端压入导向座内,完成装配,而第一槽孔的开设,便于第一推杆穿过压杆,进而便于第一推杆、压杆以及第二推杆的设置。
36.在上述技术方案中,进一步的,第一上料机构包括:
37.供料仓,供料仓安装在第一支撑件上;
38.供料组件,供料组件安装在供料仓下方;
39.上料斗,上料斗安装在供料组件远离供料仓一侧的下方,且底端开设有滑槽;
40.顶板,顶板滑动连接在滑槽内,且顶面呈向靠近第二支撑件一侧倾斜的斜面;
41.驱动组件,驱动组件位于上料斗下方,且用于驱动顶板上下滑动,并包括第一电机、安装在第一电机输出端的圆盘以及两端分别与顶板底端以及圆盘远离轴心一侧铰连接的连杆;
42.筛料组件,筛料组件安装在第一支撑件上,且位于顶板呈向靠近第二支撑件一侧倾斜的斜面低位一侧,并用于对导向座正反侧的区分和筛选;
43.上料轨道,上料轨道安装在筛料组件远离上料斗的一侧,并包括一个进料口和两个出料口,且一个进料口与筛料组件连通;
44.翻料轨道,翻料轨道为两个,均通过设有第一支架安装在第二支撑件上,且分别连接并连通两个出料口;
45.第一进料轨道,第一进料轨道为两个,均安装在第二支撑件上,且分别连接并连通两个翻料轨道,并倾斜设置;
46.其中,内装机构为两个,且两个进料轨道位于低位的一侧分别连通两个内装机构。
47.在本技术方案中,通过驱动组件推动顶板沿滑槽上下滑动,从而使得顶板顶起侧立并贴在上料斗内壁上的导向座(其他形态落回上料斗),侧立的导向座沿顶板倾斜设置的顶面滚动,进入筛料组件,由筛料组件对侧立的导向座进行正反侧的区分和筛选,具体的,侧立的导向座内壁上用于安装o圈的环形槽靠近左侧从上料轨道的一个出料口出料,靠近右侧的从上料轨道的另一个出料口出料,而翻转轨道,便于将侧立的导向座扶正,具体的,导向座内壁上用于安装o圈的环形槽更靠近导向座顶面时为正放的导向座,同时通过两个内装机构,便于对两个出料口出来的导向座均进行o圈的装配,保证装配效率。
48.在上述技术方案中,进一步的,筛料组件包括:
49.第二支架,第二支架一端第一支撑件侧面连接,另一侧与上料轨道位于进料口的一侧连接;
50.第二电机,第二电机安装在第二支架上;
51.转盘,转盘安装在第二电机的输出轴上,且远离轴心的一侧圆周等间距开设有与导向座相适配的第二弧形槽;
52.第三支架,第三支架一侧与第二支架铰连接,另一侧与第二支架之间设有补偿件;
53.第五气缸,第五气缸安装在第三支架上;
54.顶针,顶针一端与第五气缸的输出端连接,另一端与转盘的第二弧形槽相对应设置;
55.稳针座,稳针座安装在第三支架靠近转盘的一侧,且安装设有导向筒,并在导向筒内开设有与顶针相适配的导孔;
56.其中,补偿件包括安装在第三支架底面并贯穿第二支架的支杆、套设在支杆表面的弹簧以及安装在支杆远离第三支架一端的紧固块,且第二支架上开设有与支杆相对应的第二槽孔,而弹簧两端分别与第二支架底面以及紧固块抵接。
57.在本技术方案中,通过第二电机带动转盘间歇式转动,保证对内装机构提供导向
座上料的稳定性,避免出现扎堆的情况,并且第五气缸推动顶针伸入导向座内,当环形槽更靠近左侧时,顶针顶入环形槽内,并将导向座推入更靠近左侧出料口,转盘在第二电机的作用下对导向座放料,导向座进入左侧出料口,当环形槽更靠近右侧时,顶针不顶入环形槽内,在补偿件的作用下,顶针打滑,顶针在第五气缸的作用下回缩后,转盘在第二电机的作用下对导向座放料,导向座进入右侧出料口,实现导向座正反侧的区分和筛选;同时稳针座对顶针起到导向和稳定作用,保证顶针在第五气缸作用下推出和回缩的稳定性。
58.在上述技术方案中,进一步的,第二上料机构包括:
59.上料振动盘,上料振动盘安装在第三支撑件上,且用于为内装机构提供o圈;
60.第二进料轨道,第二进料轨道安装在第二支撑件上,且两端分别与上料振动盘以及内装机构连通,并与第一安装座呈斜面的顶面平行设置。
61.在本技术方案中,通过上料振动盘对o圈进行上料,而与第一安装座呈斜面的顶面平行设置(即第二进料轨道倾斜设置),便于o圈从而第二进料轨道进入第一安装座顶面,进而便于后续对o的装配。
62.在上述技术方案中,进一步的,下料机构包括:
63.下料口,下料口开设在第一安装架上,且与加工位相邻设置;
64.下料斗,下料斗安装在第二支撑件内,且与下料口相对应设置;
65.推料组件,推料组件用于将导向座从加工位推至下料口,并复位;
66.其中,推料组件包括:
67.第六气缸,第六气缸安装在第二支撑件上;
68.第二推板,第二推板滑动连接在第一安装架上,且位于加工位的一端开设有与导向座相适配的第三弧形槽。
69.在本技术方案中,通过第六气缸推动第二推板,将第二推板的第三弧形槽内内装配好的导向座从加工位移动至下料口上,从而从下料口下落进入下料斗,下料斗对装配好的导向座下落起到导向的作用,便于收集。
70.本发明提供一种导向座内装o圈机的装配方法,包括以下步骤:
71.s1、启动:
72.设备启动,且通过第一上料机构和第二上料机构开始上料;
73.s2、上料:
[0074]ⅰ、导向座上料:
[0075]
①
:供料组件将供料仓内的导向座输送至上料斗内,且在上料斗内导向座过多时停止对上料斗的供料;
[0076]
②
:第一电机驱动圆盘转动,经过连杆和顶板对筛料组件进行上料;
[0077]
③
:第二电机驱动转盘进行间断上料,且通过第五气缸推动顶针对导向座正反两侧进行区分并筛选;
[0078]
④
:导向座经过上料轨道、翻料轨道以及第一进料轨道进入加工位上,并位于第二推板的第三弧形槽内;
[0079]ⅱ、o圈上料:
[0080]
①
:上料振动盘向第二进料轨道输送o圈;
[0081]
②
:o圈经过第二上料轨道进入第一安装架顶面;
[0082]
s3:内装:
[0083]
①
:第二气缸推动第一推杆下移,o圈套设在第一推杆底端;
[0084]
②
:第三气缸推动第二安装架和第二推杆沿第一安装架顶面下滑,o圈在第一推杆和第二推杆的作用下移动至导向座上方,且o圈后端被顶起;
[0085]
③
:第一气缸推动第一推板、第一气缸和第一推杆,o圈前端抵在第一弧形槽内,并被推动进入导向座内;
[0086]
④
:第四气缸推动连接架和压杆下压,o圈后端沿第二推杆上的斜面下滑并进入导向座内;
[0087]
s4:下料:
[0088]
第六气缸推动第二推板将导向座移动至下料口上方,导向座下落至下料斗后下料。
[0089]
在本技术方案中,通过控制第一电机、第二电机以及第一气缸、第二气缸、第三气缸、第四气缸、第五气缸和第六气缸,实现导向座和o圈的自动上料,并且内装机构实现对导向座内o圈的自动装配,自动化程度高,可以实现无人作业,只需要间隔向供料仓和上料振动盘进行投料即可,有效减少人工成本,提高装配效率。
[0090]
本发明的有益效果为:
[0091]
1.通过第一上料机构提供导向座的上料,第二上料机构提供o圈的上料,并通过内装机构将o圈装配进导向座内,最后通过下料机构下料,自动化装配,不需要人工装配,有效降低了人工成本,提高了装配效率。
[0092]
2.通过第一推圈组件将o圈前端推进导向座,在通过第二推圈组件将o圈后端推至导向座上方,而后通过第三推圈组件将o圈后端下压至导向座内,完成o圈的装配,o圈装配工艺简单,有效保证装配效率,其中,第一安装座顶面成斜面,便于沿斜面倾斜将o圈装配进导向座,保证装配的可靠性。
[0093]
3.通过第五气缸推动顶针伸入导向座内,当环形槽更靠近左侧时,顶针顶入环形槽内,并将导向座推入更靠近左侧出料口,转盘在第二电机的作用下对导向座放料,导向座进入左侧出料口,当环形槽更靠近右侧时,顶针不顶入环形槽内,在补偿件的作用下,顶针打滑,顶针在第五气缸的作用下回缩后,转盘在第二电机的作用下对导向座放料,导向座进入右侧出料口,实现导向座正反侧的区分和筛选。
附图说明
[0094]
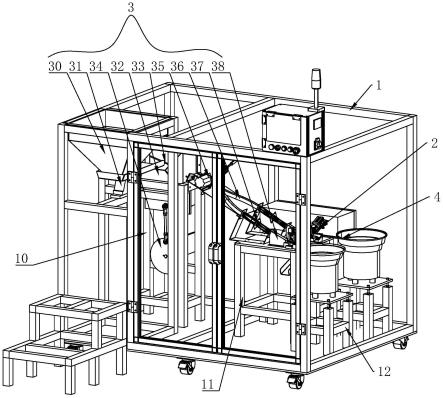
图1是本发明的结构示意图;
[0095]
图2是本发明的局部示意图;
[0096]
图3是本发明位于筛料组件的局部剖视图;
[0097]
图4是本发明图3中a处的放大图;
[0098]
图5是本发明位于翻料轨道处的局部结构示意图;
[0099]
图6是本发明位于第二支撑件处的局部结构示意图;
[0100]
图7是本发明图6中b处的放大图;
[0101]
图8是本发明位于内装机构的局部剖视图;
[0102]
图9是本发明图8中c处的放大图;
[0103]
图10是本发明导向座正立时的剖视图;
[0104]
图11是本发明导向座侧立时的剖视图;
[0105]
图中标记表示为:1、机架;10、第一支撑件;11、第二支撑件;12、第三支撑件;2、内装机构;20、第一安装架;200、加工位;21、第二安装架;22、第一推圈组件;220、第一气缸;221、第一推板;222、第二气缸;223、第一推杆;2230、第一弧形槽;23、第二推圈组件;230、第三气缸;231、第二推杆;24、第三推圈组件;240、第四气缸;241、连接架;242、压杆;2420、第一槽孔;3、第一上料机构;30、供料仓;31、供料组件;32、上料斗;320、滑槽;33、顶板;34、驱动组件;340、第一电机;341、圆盘;342、连杆;35、筛料组件;350、第二支架;351、第二电机;352、转盘;、3520、第二弧形槽;353、第三支架;354、补偿件;3540、支杆;3541、弹簧;3542、紧固块;3543、第二槽孔;355、第五气缸;356、顶针;357、稳针座;358、导向筒;359、导孔;36、上料轨道;360、进料口;361、出料口;37、翻料轨道;370、第一支架;38、第一进料轨道;4、第二上料机构;40、上料振动盘;41、第二进料轨道;5、下料机构;50、下料口;51、下料斗;52、推料组件;520、第六气缸;521、第二推板;5210、第三弧形槽;6、导向座;7、o圈。
具体实施方式
[0106]
下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员获得的所有其他实施例,都属于本技术保护的范围。
[0107]
实施例1:
[0108]
本实施例提供了一种导向座内装o圈机,包括:
[0109]
机架1,机架1包括第一支撑件10、第二支撑件11和第三支撑件12;
[0110]
内装机构2,内装机构2安装在第二支撑件11上,且用于o圈7内装在导向座6内;
[0111]
第一上料机构3,第一上料机构3安装在第一支撑件10上,且用于为内装机构2提供导向座6的上料;
[0112]
第二上料机构4,第二上料机构4安装在第三支撑件12上,且用于为内装机构2提供o圈7的上料;
[0113]
下料机构5,下料机构5安装在内装机构2下方,且用于内装o圈7后的导向座6的下料;
[0114]
其中,第一支撑件10高度尺寸依次大于第二支撑件11高度尺寸大于第三支撑件12高度尺寸。
[0115]
本实施例可以看出,通过第一上料机构3提供导向座6的上料,第二上料机构4提供o圈7的上料,并通过内装机构2将o圈7装配进导向座6内,最后通过下料机构5下料,自动化装配,不需要人工装配,有效降低了人工成本,提高了装配效率。
[0116]
实施例2:
[0117]
本实施例提供了一种导向座内装o圈机,除了包括上述实施例的技术方案外,还具有以下技术特征,内装机构2包括:
[0118]
第一安装架20,第一安装架20底面与第二支撑件11顶面连接,顶面呈斜面,且位于顶面低位的一侧设有加工位200;
[0119]
第二安装架21,第二安装架21位于第一安装架20呈斜面的顶面上;
[0120]
第一推圈组件22,第一推圈组件22位于第二安装架21上,且用于o圈7前端进入导向座6;
[0121]
第二推圈组件23,第二推圈组件23位于第二安装架21上,且用于o圈7后端移动至导向座6上方;
[0122]
第三推圈组件24,第三推圈组件24位于第一安装架20上,且用于o圈7后端进入导向座6;
[0123]
其中,第一安装架20优选采用螺栓与第二支撑件11连接固定,第二安装架21滑动连接在第一安装架20顶面。
[0124]
本实施例可以看出,通过第一推圈组件22将o圈7前端推进导向座6,在通过第二推圈组件23将o圈7后端推至导向座6上方,而后通过第三推圈组件24将o圈7后端下压至导向座6内,完成o圈7的装配,o圈7装配工艺简单,有效保证装配效率,其中,第一安装座顶面成斜面,便于沿斜面倾斜将o圈7装配进导向座6,保证装配的可靠性。
[0125]
实施例3:
[0126]
本实施例提供了一种导向座内装o圈机,除了包括上述实施例的技术方案外,还具有以下技术特征,第一推圈组件22包括:
[0127]
第一气缸220,第一气缸220安装在第二安装架21上,且其输出轴与第一安装架20呈斜面的顶面平行设置;
[0128]
第一推板221,第一推板221安装在第一气缸220的输出轴上;
[0129]
第二气缸222,第二气缸222安装在第一推板221上,且其输出轴与第一安装架20呈斜面的顶面垂直设置;
[0130]
第一推杆223,第一推杆223安装在第一气缸220的输出轴上,且底端前侧开设有与o圈7相适配的第一弧形槽2230;
[0131]
其中,第一气缸220优选通过螺栓与第二安装架21连接固定,第一推板221两侧分别与第一气缸220的输出轴以及第二气缸222螺栓连接固定,第一推杆223优选为倒置的l形,且与第二气缸222的输出轴之间优选采用螺栓连接固定。
[0132]
本实施例可以看出,通过第二气缸222带动第一推杆223抬升时,o圈7进入第一安装架20呈斜面的顶面,而后第二气缸222带动第一推杆223下落,使得o圈7套设在第一推杆223底端,一方面避免o圈7沿第一安装架20顶面下滑,另一方面便于后续第一推杆223对o圈7前端的推动,而第一气缸220推动第一推板221带动第二气缸222和第一推杆223沿第一安装架20顶面下滑,进而带动o圈7前端下滑,最后第一推杆223推动o圈7前端进入导向座6内。
[0133]
实施例4:
[0134]
本实施例提供了一种导向座内装o圈机,除了包括上述实施例的技术方案外,还具有以下技术特征,第二推圈组件23包括:
[0135]
第三气缸230,第三气缸230安装在第一安装架20呈斜面的顶面处于高位的一端,且其输出轴与第二安装架21连接,并用于驱动第二安装架21在第一安装架20上滑动;
[0136]
第二推杆231,第二推杆231安装在第二安装架21的底端,且由第三气缸230驱动沿第一安装架20呈斜面的顶面滑动;
[0137]
其中,第一推杆223位于第二推杆231的前侧,且第二推杆231靠近第一推杆223的一面呈垂直与第二支撑件11设置的斜面;第三气缸230与第一安装架20之间优选采用螺栓
连接固定,且第二推杆231优选通过螺栓固定在第二安装架21底面,且第二安装架21与第三气缸230的输出轴螺栓连接固定。
[0138]
本实施例可以看出,通过第三气缸230推动第二推杆231沿着第一安装架20呈斜面的顶面下滑,进而将o圈7后端推至导向座6的上方,便于后续第三推圈组件24将o圈7后端压入导向座6内。
[0139]
实施例5:
[0140]
本实施例提供了一种导向座内装o圈机,除了包括上述实施例的技术方案外,还具有以下技术特征,第三推圈组件24包括:
[0141]
第四气缸240,第四气缸240安装在第二安装架21上,且输出轴与第二支撑件11垂直设置;
[0142]
连接架241,连接架241安装在第四气缸240的输出轴上;
[0143]
压杆242,压杆242安装在连接架241的底端,且由第四气缸240驱动上下移动;
[0144]
其中,压杆242上位于第一推杆223和第二推杆231之间,且开设有用于第一推杆223穿过的第一槽孔2420;连接架241两端分别与第四气缸240输出端以及压杆242之间优选采用螺栓连接。
[0145]
本实施例可以看出,通过第四气缸240推动连接架241下压,进而推动压杆242下压,将o圈7后端压入导向座6内,完成装配,而第一槽孔2420的开设,便于第一推杆223穿过压杆242,进而便于第一推杆223、压杆242以及第二推杆231的设置。
[0146]
实施例6:
[0147]
本实施例提供了一种导向座内装o圈机,除了包括上述实施例的技术方案外,还具有以下技术特征,第一上料机构3包括:
[0148]
供料仓30,供料仓30安装在第一支撑件10上;
[0149]
供料组件31,供料组件31安装在供料仓30下方;
[0150]
上料斗32,上料斗32安装在供料组件31远离供料仓30一侧的下方,且底端开设有滑槽320;
[0151]
顶板33,顶板33滑动连接在滑槽320内,且顶面呈向靠近第二支撑件11一侧倾斜的斜面;
[0152]
驱动组件34,驱动组件34位于上料斗32下方,且用于驱动顶板33上下滑动,并包括第一电机340、安装在第一电机340输出端的圆盘341以及两端分别与顶板33底端以及圆盘341远离轴心一侧铰连接的连杆342;
[0153]
筛料组件35,筛料组件35安装在第一支撑件10上,且位于顶板33呈向靠近第二支撑件11一侧倾斜的斜面低位一侧,并用于对导向座6正反侧的区分和筛选;
[0154]
上料轨道36,上料轨道36安装在筛料组件35远离上料斗32的一侧,并包括一个进料口360和两个出料口361,且一个进料口360与筛料组件35连通;
[0155]
翻料轨道37,翻料轨道37为两个,均通过设有第一支架370安装在第二支撑件11上,且分别连接并连通两个出料口361;
[0156]
第一进料轨道38,第一进料轨道38为两个,均安装在第二支撑件11上,且分别连接并连通两个翻料轨道37,并倾斜设置;
[0157]
其中,内装机构2为两个,且两个进料轨道位于低位的一侧分别连通两个内装机构
2;供料仓30与机架1之间优选采用螺栓连接,供料组件31优选采用传送带输送(传送带为现有技术,此处不过多赘诉),且上料轨道36、翻料轨道37以及第一进料轨道38均倾斜设置,且倾斜角度以导向座6能够沿上料轨道36、翻转轨道以及第一进料轨道38滑落为准,优选为25
°
;同时翻转轨道优选采用多根(优选为6根)弯曲的金属棒引导侧立的导向座6翻转呈正立的导向座6。
[0158]
本实施例可以看出,通过驱动组件34推动顶板33沿滑槽320上下滑动,从而使得顶板33顶起侧立并贴在上料斗32内壁上的导向座6(其他形态落回上料斗32),侧立的导向座6沿顶板33倾斜设置的顶面滚动,进入筛料组件35,由筛料组件35对侧立的导向座6进行正反侧的区分和筛选,具体的,侧立的导向座6内壁上用于安装o圈7的环形槽靠近左侧从上料轨道36的一个出料口361出料,靠近右侧的从上料轨道36的另一个出料口361出料,而翻转轨道,便于将侧立的导向座6扶正,具体的,导向座6内壁上用于安装o圈7的环形槽更靠近导向座6顶面时为正放的导向座6,同时通过两个内装机构2,便于对两个出料口361出来的导向座6均进行o圈7的装配,保证装配效率。
[0159]
实施例7:
[0160]
本实施例提供了一种导向座内装o圈机,除了包括上述实施例的技术方案外,还具有以下技术特征,筛料组件35包括:
[0161]
第二支架350,第二支架350一端第一支撑件10侧面连接,另一侧与上料轨道36位于进料口360的一侧连接;
[0162]
第二电机351,第二电机351安装在第二支架350上;
[0163]
转盘352,转盘352安装在第二电机351的输出轴上,且远离轴心的一侧圆周等间距开设有与导向座6相适配的第二弧形槽3520;
[0164]
第三支架353,第三支架353一侧与第二支架350铰连接,另一侧与第二支架350之间设有补偿件354;
[0165]
第五气缸355,第五气缸355安装在第三支架353上;
[0166]
顶针356,顶针356一端与第五气缸355的输出端连接,另一端与转盘352的第二弧形槽3520相对应设置;
[0167]
稳针座357,稳针座357安装在第三支架353靠近转盘352的一侧,且安装设有导向筒358,并在导向筒358内开设有与顶针356相适配的导孔359;
[0168]
其中,补偿件354包括安装在第三支架353底面并贯穿第二支架350的支杆3540、套设在支杆3540表面的弹簧3541以及安装在支杆3540远离第三支架353一端的紧固块3542,且第二支架350上开设有与支杆3540相对应的第二槽孔3543,而弹簧3541两端分别与第二支架350底面以及紧固块3542抵接;转盘352与第二电机351的输出轴之间优选采用过盈配合,而第二支架350两侧均优选用螺栓连接固定,而支杆3540优选为螺纹杆,并与紧固块3542螺纹连接固定。
[0169]
本实施例可以看出,通过第二电机351带动转盘352间歇式转动,保证对内装机构2提供导向座6上料的稳定性,避免出现扎堆的情况,并且第五气缸355推动顶针356伸入导向座6内,当环形槽更靠近左侧时,顶针356顶入环形槽内,并将导向座6推入更靠近左侧出料口361,转盘352在第二电机351的作用下对导向座6放料,导向座6进入左侧出料口361,当环形槽更靠近右侧时,顶针356不顶入环形槽内,在补偿件354的作用下,第三支架353靠近导
向座6的一端上移,弹簧3541被压缩,顶针356打滑;顶针356在第五气缸355的作用下回缩后,转盘352在第二电机351的作用下对导向座6放料,导向座6进入右侧出料口361,实现导向座6正反侧的区分和筛选;同时稳针座357对顶针356起到导向和稳定作用,保证顶针356在第五气缸355作用下推出和回缩的稳定性。
[0170]
实施例8:
[0171]
本实施例提供了一种导向座内装o圈机,除了包括上述实施例的技术方案外,还具有以下技术特征,第二上料机构4包括:
[0172]
上料振动盘40,上料振动盘40安装在第三支撑件12上,且用于为内装机构2提供o圈7;
[0173]
第二进料轨道41,第二进料轨道41安装在第二支撑件11上,且两端分别与上料振动盘40以及内装机构2连通,并与第一安装座呈斜面的顶面平行设置;
[0174]
其中,第二进料轨道41优选采用螺栓安装固定在第二支撑件11上。
[0175]
本实施例可以看出,通过上料振动盘40对o圈7进行上料,而与第一安装座呈斜面的顶面平行设置(即第二进料轨道41倾斜设置),便于o圈7从而第二进料轨道41进入第一安装座顶面,进而便于后续对o的装配。
[0176]
实施例9:
[0177]
本实施例提供了一种导向座内装o圈机,除了包括上述实施例的技术方案外,还具有以下技术特征,下料机构5包括:
[0178]
下料口50,下料口50开设在第一安装架20上,且与加工位200相邻设置;
[0179]
下料斗51,下料斗51安装在第二支撑件11内,且与下料口50相对应设置;
[0180]
推料组件52,推料组件52用于将导向座6从加工位200推至下料口50,并复位;
[0181]
其中,推料组件52包括:
[0182]
第六气缸520,第六气缸520安装在第二支撑件11上;
[0183]
第二推板521,第二推板521滑动连接在第一安装架20上,且位于加工位200的一端开设有与导向座6相适配的第三弧形槽5210;
[0184]
其中,下料斗51优选采用螺栓安装固定,第六气缸520优选采用螺栓安装固定在第二支撑件11上。
[0185]
本实施例可以看出,通过第六气缸520推动第二推板521,将第二推板521的第三弧形槽5210内内装配好的导向座6从加工位200移动至下料口50上,从而从下料口50下落进入下料斗51,下料斗51对装配好的导向座6下落起到导向的作用,便于收集。
[0186]
实施例10:
[0187]
本实施例提供了一种导向座内装o圈机的装配方法,其特征在于,包括以下步骤:
[0188]
s1、启动:
[0189]
设备启动,且通过第一上料机构3和第二上料机构4开始上料;
[0190]
s2、上料:
[0191]ⅰ、导向座6上料:
[0192]
①
:供料组件31将供料仓30内的导向座6输送至上料斗32内,且在上料斗32内导向座6过多时停止对上料斗32的供料;
[0193]
②
:第一电机340驱动圆盘341转动,经过连杆342和顶板33对筛料组件35进行上
料;
[0194]
③
:第二电机351驱动转盘352进行间断上料,且通过第五气缸355推动顶针356对导向座6正反两侧进行区分并筛选;
[0195]
④
:导向座6经过上料轨道36、翻料轨道37以及第一进料轨道38进入加工位200上,并位于第二推板521的第三弧形槽5210内;
[0196]ⅱ、o圈7上料:
[0197]
①
:上料振动盘40向第二进料轨道41输送o圈7;
[0198]
②
:o圈7经过第二上料轨道36进入第一安装架20顶面;
[0199]
s3:内装:
[0200]
①
:第二气缸222推动第一推杆223下移,o圈7套设在第一推杆223底端;
[0201]
②
:第三气缸230推动第二安装架21和第二推杆231沿第一安装架20顶面下滑,o圈7在第一推杆223和第二推杆231的作用下移动至导向座6上方,且o圈7后端被顶起;
[0202]
③
:第一气缸220推动第一推板221、第一气缸220和第一推杆223,o圈7前端抵在第一弧形槽2230内,并被推动进入导向座6内;
[0203]
④
:第四气缸240推动连接架241和压杆242下压,o圈7后端沿第二推杆231上的斜面下滑并进入导向座6内;
[0204]
s4:下料:
[0205]
第六气缸520推动第二推板521将导向座6移动至下料口50上方,导向座6下落至下料斗51后下料。
[0206]
本实施例可以看出,通过控制第一电机340、第二电机351以及第一气缸220、第二气缸222、第三气缸230、第四气缸240、第五气缸355和第六气缸520,实现导向座6和o圈7的自动上料,并且内装机构2实现对导向座6内o圈7的自动装配,自动化程度高,可以实现无人作业,只需要间隔向供料仓30和上料振动盘40进行投料即可,有效减少人工成本,提高装配效率。
[0207]
上面结合附图对本技术的实施例进行了描述,在不冲突的情况下,本技术中的实施例及实施例中的特征是可以相互组合的,本技术并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本技术的启示下,在不脱离本技术宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本技术的保护之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。