技术特征:
1.一种船舶推进器用铣削加工方法,推进器包括主轴以及连接在主轴圆周外壁上的数个叶片,叶片的断面呈翼型状,且叶片的展长方向与主轴的向后延长线的夹角为50
°
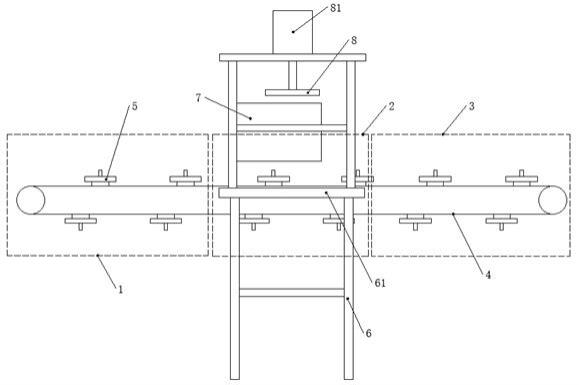
,其特征在于:铣削加工方法包括下述步骤:s1 :首先,准备好加工主轴、叶片所需的主轴半成品、叶片半成品,其中,主轴半成品的直径与主轴成品的直径相同,主轴半成品的长度大于主轴成品的长度,叶片半成品的尺寸大于叶片成品的尺寸;s2 :然后,将准备好的主轴半成品、叶片半成品焊接形成推进器半成品,并在主轴半成品的长轴方向的一侧加工出定位孔;s3 :再将焊接好后的推进器半成品送至专用的铣削加工系统处进行铣削加工,所述专用的铣削加工系统包括依次设置的进料区、铣削加工区、出料区;输送单元,用于实现工件在进料区、铣削加工区、出料区之间的流转,至少包括输送带以及输送电机,在输送带上安装有若干沿着输送带的输送方向并列分布的工件放置座,所述工件放置座包括活动座、固定座,活动座与固定座之间滚动配合,在活动座的上端面上还设置有竖直设置的容主轴半成品套装的定位柱;设置在铣削加工区的铣削单元,包括铣削基座、用于对工件进行铣削的铣削组件、用于对工件进行压紧的压紧组件、用于对工件的初始位置进行校准的校准组件以及用于驱动活动座进行转动的旋转组件;检测控制单元,所述检测单元包括用于对铣削加工区处是否存在工件进行检测的光电传感器、用于对铣削加工区处的工件进行实时监测的摄像仪、用于对铣削组件的上下移动位置进行检测的位移传感器以及用于进行控制的控制器,所述光电传感器、摄像仪、位移传感器均接入控制器的输入端,控制器的输出端与输送电机、校准组件、铣削组件、旋转组件相连,用于控制输送电机、校准组件、铣削组件、旋转组件的动作;由人工将焊接好的推进器半成品工件放置在工件放置座上,由输送带带动推进器半成品在进料区、铣削加工区、出料区之间进行移动;s4 :由控制器给到信号给输送电机,通过输送电机启动来驱动输送带工作,并带动推进器半成品从进料区移动至铣削加工区;s5 :由光电传感器对铣削加工区处是否存在推进器半成品工件进行检测,并由光电传感器将信号传输给控制器,若检测到有推进器半成品工件达到指定位置,则进入步骤s6;若没有检测到推进器半成品工件达到指定位置,则重复步骤s5;s6 :由控制器给到信号给输送电机,通过输送电机停止工作使得输送带停止输送,由摄像仪对推进器半成品进行拍摄检测,并将拍摄的影像发送给控制器,由控制器对接收到的影像数据进行判断是否需要对推进器半成品的位置进行校准,若需要进行校准则进入步骤s7,若不需要进行校准则进入步骤s8;s7 :由控制器给到信号给校准组件,利用校准组件驱动推进器半成品旋转一定的角度,使得推进器半成品的第一个叶片半成品旋转至所需的加工位置,并在旋转到位后,由控制器控制校准组件停止进行校准;s8 :由控制器给到信号给铣削组件,利用铣削组件对叶片半成品进行铣削加工,并由位移传感器对铣削组件的移动位置进行检测, 并将检测的位置信号传输给控制器,控制器
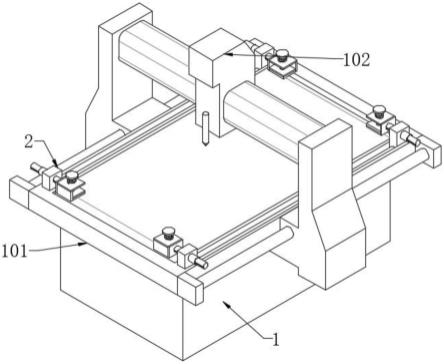
在接收到位置好后判断铣削组件是否铣削到位,若铣削到位则进入步骤s9,若没有铣削到位,则重复步骤s8;s9 :铣削组件退回原位,再由摄像仪对推进器半成品进行拍摄检测,并将拍摄的影像发送给控制器,由控制器对接收到的影像数据进行判断是否所有的叶片半成品均进行了铣削加工,若没有,则进入步骤s10,若已全部完成铣削加工,则进入步骤s11;s10 :由控制器给到信号给旋转组件,由旋转组件驱动活动座旋转固定角度,从而带动推进器半成品也相对应的旋转固定角度,使得推进器半成品的下一个叶片半成品旋转至加工位置,并重复步骤s8,对叶片半成品进行铣削加工;s11 :由控制器给到信号给输送电机,通过输送电机启动来使得输送带进行工作,带动铣削加工好的推进器半成品从铣削加工区移动至出料区,完成对推进器半成品的铣削加工。2.根据权利要求1所述的船舶推进器用铣削加工方法,其特征在于:所述输送单元包括第一输送支架、第二输送支架,且第一输送支架位于铣削基座的进料侧处,第二输送支架位于铣削基座的出料侧处,在第一输送支架、第二输送支架上安装有环形输送带,在输送带上安装有若干沿着输送带的输送方向并列分布的工件放置座,所述工件放置座包括上下依次分布的活动座、固定座,固定座直接固定在输送带上,活动座与固定座之间滚动配合,在活动座的上端面上还设置有竖直设置的容主轴半成品套装的定位柱;所述铣削单元包括铣削基座、铣削组件、压紧组件、校准组件以及旋转组件;所述铣削基座包括铣削支架以及安装在铣削支架上的加工底板,所述加工底板位于输送带内;所述铣削组件包括安装在铣削支架上的铣削座、铣削刀具,铣削座包括竖直设置的第一铣座、第二铣座,其中,第一铣座直接固定在铣削支架上,在第一铣座的侧端还安装有一对并列分布的导轨,两个导轨均倾斜设置,且导轨向上的延长线与竖直平面之间的夹角为50
°
,在第二铣座的侧端安装有与导轨相配合的滑块,在两个导轨之间还设置有丝杠,在第二铣座上还安装有与丝杠相配合的丝杠螺母,所述丝杠由安装在第一铣座上的电机驱动进行转动,并带动第二铣座沿着导轨进行往复移动,所述铣削刀具安装在第二铣座上,并由安装在第二铣座上的铣削电机驱动进行转动;所述压紧组件包括设置于加工底板上方的压紧板,该压紧板由压紧缸驱动靠近或远离加工底板,所述压紧板与压紧缸之间活动连接;所述校准组件包括校准电机、校准齿轮,校准电机安装在铣削支架上,在校准电机的输出端连接有校准齿轮,在活动座的外壁还设置有与校准齿轮相啮合的齿形结构,校准齿轮位于加工底板的一侧;所述旋转组件包括旋转电机、旋转齿轮,旋转电机安装在铣削支架上,在旋转电机的输出端连接有一旋转齿轮,旋转齿轮与活动座的齿形结构相啮合,所述旋转齿轮位于加工底板的另一侧。3.根据权利要求2所述的船舶推进器用铣削加工方法,其特征在于:所述活动座与固定座之间的滚动配合具体为:在活动座的底端开有第一凹槽,该第一凹槽呈t字形状,在固定座的顶端连接有嵌入第一凹槽的第一凸起,所述第一凸起呈t字形状,在第一凸起与第一凹槽之间还设置有第一平面轴承。
4.根据权利要求2所述的船舶推进器用铣削加工方法,其特征在于:所述压紧板与压紧缸之间的连接为:在压紧板的顶端开有容压紧缸的活塞杆嵌入安装的第二凹槽,第二凹槽呈倒t字形状,压紧缸的活塞杆嵌入第二凹槽中的一段也呈倒t字形状,在压紧缸的活塞杆与第二凹槽之间还设置有第二平面轴承。
技术总结
本发明涉及一种船舶推进器用铣削加工方法,准备好加工主轴、叶片所需的主轴半成品、叶片半成品,主轴半成品的直径与主轴成品的直径相同,主轴半成品的长度大于主轴成品的长度,叶片半成品的尺寸大于叶片成品的尺寸,再将准备好的主轴半成品、叶片半成品焊接形成推进器半成品,并在主轴半成品的长轴方向的一侧加工出定位孔,再将焊接好后的推进器半成品送至专用的铣削加工系统处进行铣削加工,完成对推进器半成品的铣削加工。本发明的铣削方法,采用先焊接后铣削的方式,并通过专用的铣削加工系统的配合来实现精准的铣削,只需一次铣削就可确保铣削后的叶片的展长方向与主轴的向后延长线的夹角为50
技术研发人员:姜兵 张文军 薛志平 陆宏建 张武平
受保护的技术使用者:江苏瑞海船舶工程有限公司
技术研发日:2022.11.08
技术公布日:2022/12/30
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。