1.本技术涉及中药生产智能化改造技术领域,尤其是涉及一种中药提取生产动态排程实现方法。
背景技术:
2.中药的提取是中药生产过程重要的单元操作,其工艺方法、工工艺流程的选择和设备配置都将直接关系到中药的质量和临床效果,不同类别、不同用途的中药其生产工艺流程也不同,一种中药的生产工艺流程通常包含多个生产工序,且每一个生产工序包含多个操作单元,不同生产工艺流程可以包含相同的操作单元。
3.在实际生产过程中,由于中药种类多,批次多,以及每个操作单元的工作时间不确定,操作单元经常处于等待状态,不能够高效利用,导致生产效率低下。
4.针对上述中的相关技术,申请人提出了一种中药提取生产动态排程实现方法。
技术实现要素:
5.本技术的目的按照中药提取的实际排产方法,提供一种中药提取生产动态排程实现方法,通过对待生产信息进行排程获得排程结果,提高了中药提取生产工艺流程中操作单元的利用率,进而提高了中药提取的生产效率。
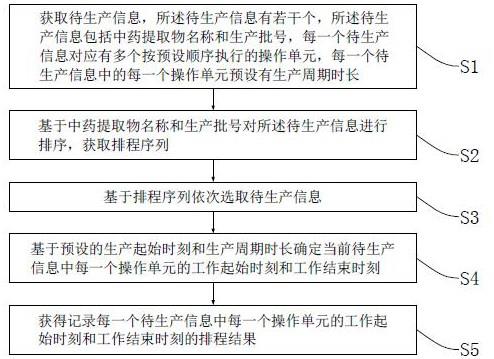
6.第一方面,本技术提供的一种中药提取生产动态排程实现方法采用如下的技术方案:一种中药提取生产动态排程实现方法,所述方法包括:获取待生产信息,所述待生产信息有若干个,所述待生产信息包括中药提取物名称和生产批号,每一个待生产信息对应有多个按预设顺序执行的操作单元,每一个待生产信息中的每一个操作单元预设有生产周期时长;基于中药提取物名称和生产批号对所述待生产信息进行排序,获取排程序列;基于排程序列依次选取待生产信息;基于预设的生产起始时刻和生产周期时长确定当前待生产信息中每一个操作单元的工作起始时刻和工作结束时刻;获得记录每一个待生产信息中每一个操作单元的工作起始时刻和工作结束时刻的排程结果。
7.通过采用上述技术方案,对指定时间段内的所有待生产信息进行排序生成排程序列,根据排成序列对所有待生产信息进行排程,获得记录每一个待生产信息中每一个操作单元的工作起始时刻和工作结束时刻的排程结果,即该排程结果记录了所有操作单元进行生产的时间规划。
8.根据该排程结果指导生产,使得每一个操作单元的生产工作有条不紊的进行,能够提高生产管理水平和生产效率,并为用户提供有效的生产过程信息化管理手段。
9.可选的,所述基于预设的生产起始时刻和生产周期时长确定当前待生产信息中每
一个操作单元的工作起始时刻和工作结束时刻包括:基于预设顺序依次选取操作单元;判断当前操作单元是否首次排程;若当前操作单元是首次排程,判断当前操作单元是否为当前待生产信息的第一个操作单元;若当前操作单元是当前待生产信息的第一个操作单元,将预设的生产起始时刻作为当前操作单元的工作起始时刻;若当前操作单元不是当前待生产信息的第一个操作单元,将当前待生产信息中在当前操作单元前一个的操作单元的工作结束时刻作为当前操作单元的工作起始时刻;若当前操作单元不是首次排程,比较在先的待生产信息中的相同操作单元的工作结束时刻和当前的待生产信息中的前一个操作单元的工作结束时刻,选取较晚的工作结束时刻作为当前操作单元的工作起始时刻;基于工作起始时刻和预设的生产周期时长确定当前操作单元的工作结束时刻;判断当前操作单元是否为当前待生产信息的最后一个操作单元;若当前操作单元是当前待生产信息的最后一个操作单元,选取下一个待生产信息;若当前操作单元不是当前待生产信息的最后一个操作单元,选取下一个操作单元。
10.可选的,所述操作单元预设有停工休息时段,所述基于工作起始时刻和预设的生产周期时长确定当前操作单元的工作结束时刻之前还包括:基于工作起始时刻和预设的生产周期时长确定当前操作单元的预计工作时段;判断所述停工休息时段和所述预计工作时段是否冲突;若所述停工休息时段和所述预计工作时段冲突,将停工休息时段的结束时刻作为当前操作单元的工作起始时刻。
11.可选的,所述操作单元预设有设备维保信息,所述设备维保信息包括设备维保时段、设备维保类型,其中,设备维保类型包括按周期维保和按批次维保,所述基于工作起始时刻和预设的生产周期时长确定当前操作单元的工作结束时刻之前还包括:基于工作起始时刻和预设的生产周期时长确定当前操作单元的预计工作时段;判断所述设备维保时段和所述预计工作时段是否冲突;若所述设备维保时段和所述预计工作时段冲突,获取该操作单元的设备维保类型,并判断所述设备维保类型是按周期维保/按批次维保;若所述设备维保类型是按周期维保,选取下一个待生产信息进行排程;若所述设备维保类型是按批次维保,将设备维保时段的结束时刻作为当前操作单元的工作起始时刻。
12.可选的,所述设备维保类型是按周期维保之后,所述选取下一个待生产信息进行排程之前还包括:取消当前待生产信息已排程操作单元的排程。
13.可选的,所述取消当前待生产信息已排程操作单元的排程还包括:对取消排程的待生产信息添加第一标识,所述第一标识与待生产信息一一对应;
所述选取下一个待生产信息进行排程包括:判断当前待生产信息是否具有第一标识;若当前待生产信息具有第一标识,基于预设顺序依次选取操作单元;当遇到预计工作时段和设备维保时段冲突、且设备维保类型为按周期维保时,将设备维保时段的结束时刻作为当前操作单元的工作起始时刻。
14.可选的,所述方法还包括:获取生产条件信息,所述生产条件信息包括物料信息和操作单元信息;基于物料信息和操作单元信息判断物料和操作单元是否准备就绪;若物料和操作单元未准备就绪,生产起始时刻确定为生产条件恢复时刻。
15.可选的,所述基于中药提取物名称和生产批号对所述待生产信息进行排序,获取排程序列包括:基于中药提取物名称对所述待生产信息进行一级排序,获得一级序列;对一级序列内多个中药提取物名称相同的待生产信息,基于生产批号进行二级排序,获得排程序列。
16.可选的,所述方法还包括:获取工作人员对排程序列进行调整生成的修正排程序列;将排程序列替换为修正排程序列。
17.可选的,所述方法还包括:获取工作人员对排程结果进行调整生成的修正排程结果;判断修正排程结果是否符合所有操作单元的时间要求;若修正排程结果符合所有操作单元的时间要求,将排程结果替换为修正排程结果;若修正排程结果不符合所有操作单元的时间要求,显示不符合时间要求的操作单元。
18.综上所述,本技术包括以下至少一种有益技术效果:1.提供人工调整生产排程和自动验证方式,方便用户自主干涉生产排程结果,以解决诸如个别生产批号提前排程、临时取消部分生产批号排程等实际问题;2.通过不同品种中药提取物的生产工艺流程对生产工序和设备不同要求,智能化避开设备维保等待要求,缩短等待设备时间;3.通过获取生产条件信息,根据生产条件信息确定生产起始时刻,使得根据排程结果指导生产过程中,面临突发状况时,如物料不足或设备故障,自动暂停当前生产批号排程,并在确定生产恢复日期和时刻后,对未完成的生产批号重新排程,使得中药提取生产更加自动化和智能化;4.推动中药提取生产的自动化和智能化应用,为中药提取生产企业提供有效的生产过程信息化管理手段,帮助客户提高生产管理水平和生产效率,为客户获得更大的收益。
附图说明
19.图1是本技术提供的一种中药提取生产动态排程实现方法的流程图;图2是本技术提供的一种中药提取生产动态排程实现方法的排程过程的流程图;
图3是本技术提供的一种中药提取生产动态排程实现方法的操作单元预设有停工休息时段的排程过程的流程图;图4是本技术提供的一种中药提取生产动态排程实现方法的操作单元预设有设备维保时段的排程过程的流程图。
具体实施方式
20.以下结合附图1-附图4,对本技术作进一步详细说明。
21.实施例一:图1是本技术提供的一种中药提取生产动态排程实现方法的流程图,参照图1,一种中药提取生产动态排程实现方法,包括以下步骤:s1.获取待生产信息,待生产信息有若干个,待生产信息包括中药提取物名称和生产批号,每一个待生产信息对应有多个按预设顺序执行的操作单元,每一个待生产信息中的每一个操作单元预设有生产周期时长。
22.其中,待生产信息是指定时间段内需要生产的订单信息,例如一天或者一周的生产计划,需要完成多少订单的生产。订单信息包括所要生产的中药提取物名称和该订单对应的生产批号,生产批号在订单信息首次存入数据库中时自动生成。
23.订单信息中包含的中药提取物具有相对应的生产工艺流程,每一个中药提取生产工艺流程由n道生产工序组成,n≥1,生产工序严格按照先后顺序执行。每1道生产工序包含m个操作单元,m≥1,其他生产活动如备料、粗品检验和精品检验分别作为一个操作单元。操作单元严格按照先后顺序执行。
24.每一个操作单元都预设有生产周期时长,生产周期时长只与工艺流程及实际生产过程相关,因此,不同的生产工艺流程中相同的操作单元的生产周期时长可以不同,每一个待生产信息中的所有操作单元都预设有对应的生产周期时长。
25.在本实施例中,生产周期时长的单位为小时。生产周期时长包括生产完成后的清场工作时长、半成品进行下一个操作单元前的放置时长。生产周期时长是通过对该操作单元的最近的若干个批次的实际生产周期时长进行统计和计算获得的。在本实施例中,通过记录最近十个批次的生产周期时长的最大值、最小值和平均值,采用以下公式自动计算预估生产周期时长:预设生产周期时长=(最大生产周期时长 4
×
平均生产周期时长 最小生产周期时长)/6。由于操作单元在持续生产过程中有效工作时长可能会发生变化,选取近十个生产批号的实际生产周期时长计算,可以避免预估生产周期时长偏差过大。
26.s2.基于中药提取物名称和生产批号对待生产信息进行排序,获取排程序列。
27.排程序列是指获取到所有待生产信息后,进行排程的执行序列。排程序列是对指定的若干个待生产信息按照指定规则进行排序而生成。排程序列的具体排序方式包括基于中药提取物名称对待生产信息进行一级排序,获得一级序列;对一级序列内多个中药提取物名称相同的待生产信息,基于生产批号进行二级排序,获得排程序列。
28.在实际生产过程中,既定的排序规则不能够满足所有的生产需求,例如某个订单信息需要加急生产,就需要将该条待生产信息在排程序列中前置进行排程。当遇到上述情况后,工作人员会对排程序列进行调整,获取工作人员对排程序列进行调整生成的修正排程序列;将排程序列替换为修正排程序列。
29.s3.基于排程序列依次选取待生产信息。
30.获取到排程序列之后,依照该排程序列依次选取生产信息进行排程,以获得排程结果。
31.s4.基于预设的生产起始时刻和生产周期时长确定当前待生产信息中每一个操作单元的工作起始时刻和工作结束时刻。
32.其中,生产起始时刻是指进行排程的所有待生产信息的预计开始时刻,例如,取工作人员开始工作的时间点作为生产起始时刻。实际上,生产起始时刻的确定还受生产条件信息的制约,生产条件信息是指物料信息和操作单元信息,确定的生产起始时刻必须是在物料和操作单元就绪的时间段内。当工作人员就绪后,确认生产起始时刻包括获取生产条件信息,生产条件信息包括物料信息和操作单元信息;基于物料信息和操作单元信息判断物料和操作单元是否准备就绪;若物料和操作单元未准备就绪,生产起始时刻确定为生产条件恢复时刻。
33.通过将生产条件恢复时刻确定为生产起始时刻,即当系统按照已经完成的排程结果进行生产时,遇到物料不足或者操作单元的设备故障,原先的排程结果中的还未执行的每一个操作单元的工作起始时刻都会受到影响,因此需要重新进行排程。生产条件恢复时刻就是重新排程的生产起始时刻。
34.工作起始时刻是指对选取的操作单元进行排程时确定的预计开始工作时间。工作结束时刻是指该操作单元根据工作起始时刻和预设的生产周期时长计算而来的预计结束工作时间。
35.每一个待生产信息中的多个操作单元其执行先后顺序确定,依次选取操作单元确定其工作起始时刻和工作结束时刻,其中,第一个操作单元的工作起始时刻由生产起始时刻确定。
36.图2是本技术提供的一种中药提取生产动态排程实现方法的排程过程的流程图,参照图2,基于预设的生产起始时刻和生产周期时长确定当前待生产信息中每一个操作单元的工作起始时刻和工作结束时刻包括:s401.基于预设顺序依次选取操作单元。
37.选取到待生产信息之后,需要对该条待生产信息中的所有操作单元依次进行排程,按照预设的顺序依次选取操作单元。
38.s402.判断当前操作单元是否首次排程。
39.操作单元的工作起始时刻受到在先的待生产信息中相同操作单元的工作结束时刻的影响,即,该操作单元必须先执行完在先的待生产信息,才能够执行当前的待生产信息。例如,对某一种中药进行煎制的操作单元,其中会用到药罐这一设备,该药罐必须煎完在先的待生产信息中的中药,才能开始煎新的中药。
40.s403.若当前操作单元是首次排程,判断当前操作单元是否为当前待生产信息的第一个操作单元。
41.操作单元的工作起始时刻受到同一个待生产信息中前一个操作单元的工作结束时刻的影响,即,必须前一个操作单元执行完该条待生产信息,当前操作单元才能够开始执行。例如,对中药进行浓缩的操作单元必须等前一个对中药进行煎制的操作单元完成之后,即,前一个操作单元的成品是作为当前操作单元的待加工品。
42.s404.若当前操作单元是当前待生产信息的第一个操作单元,将预设的生产起始时刻作为当前操作单元的工作起始时刻。
43.该操作单元是首次排程,说明在先的待生产信息中没有相同的操作单元排程,并且该操作单元是该待生产信息的第一个操作单元,说明同一个待生产信息中没有前一个操作单元的排程,因此,工作起始时刻只和预设的生产起始时刻有关,即,工作起始时刻确定为预设的生产起始时刻。在根据排程结果指导生产时,可以立即开始生产。
44.s405.若当前操作单元不是当前待生产信息的第一个操作单元,将当前待生产信息中在当前操作单元前一个的操作单元的工作结束时刻作为当前操作单元的工作起始时刻。
45.该操作单元是首次排程,说明在先的待生产信息中没有相同的操作单元排程,该操作单元不是该待生产信息的第一个操作单元,说明该操作单元之前有其他操作单元的排程,因此,工作起始时刻和前一个操作单元的工作结束时刻有关,即,前一个操作单元的工作结束时刻确定为该操作单元的工作起始时刻。
46.s406.若当前操作单元不是首次排程,比较在先的待生产信息中的相同操作单元的工作结束时刻和当前的待生产信息中的前一个操作单元的工作结束时刻,选取较晚的工作结束时刻作为当前操作单元的工作起始时刻。
47.该操作单元不是首次排程,说明在先的待生产信息中有相同的操作单元排程,该操作单元的工作起始时刻与在先的待生产信息中相同操作单元的工作结束时刻有关。此时,存在两种情况,该操作单元所在的待生产信息中是否有在该操作单元之前的操作单元,如果没有,该操作单元的工作起始时刻只和在先的待生产信息中相同操作单元的工作结束时刻有关;如果有,则该操作单元的工作起始时刻与在先的待生产信息中相同操作单元的工作结束时刻、同一个待生产信息中该操作单元的前一个操作单元的工作结束时刻有关。
48.也就是说,若当前操作单元不是首次排程,只需要比较在先的待生产信息中相同操作单元的工作结束时刻和同一个待生产信息中该操作单元的前一个操作单元的工作结束时刻,较晚的工作时刻作为当前操作单元的工作起始时刻。其中,同一个待生产信息中该操作单元的前一个操作单元的工作结束时刻可能不存在,此时,直接将在先的待生产信息中相同操作单元的工作结束时刻作为当前操作单元的工作起始时刻。
49.s407.基于工作起始时刻和预设的生产周期时长确定当前操作单元的工作结束时刻。
50.在获得当前操作单元的工作起始时刻后,从工作起始时刻开始向后推算,即可获得当前操作单元的工作结束时刻。确定了工作起始时刻和工作结束时刻后,即完成当前操作单元的排程。
51.s408.判断当前操作单元是否为当前待生产信息的最后一个操作单元。
52.完成当前操作单元的排程后,需要对其在所有待生产信息中的位置进行判断,以选取新的操作单元或者新的待生产信息进行排程。
53.s409.若当前操作单元是当前待生产信息的最后一个操作单元,选取下一个待生产信息。
54.当前操作单元是当前待生产信息的最后一个操作单元,说明当前待生产信息已经完成排程,直接选取下一个待生产信息进行排程。
55.s410.若当前操作单元不是当前待生产信息的最后一个操作单元,选取下一个操作单元。
56.当前操作单元不是当前待生产信息的最后一个操作单元,说明当前待生产信息还未完成排程,直接选取下一个操作单元进行排程。
57.可知,当前操作单元的工作起始时刻和预设的生产起始时刻、在先的待生产信息中相同操作单元的工作结束时刻、同一个待生产信息中该操作单元的前一个操作单元的工作结束时刻有关。
58.s5.获得记录每一个待生产信息中每一个操作单元的工作起始时刻和工作结束时刻的排程结果。
59.从排程序列中依次选取待生产信息,对每一个待生产信息中的每个操作单元进行排程,最后得到一个记录每一个待生产信息中每一个操作单元的工作起始时刻和工作结束时刻的排程结果。根据该排程结果指导生产,即可提高设备的利用率。
60.在获得排程结果之后,对于每一个操作单元都有预计的工作时间,实际上,多个操作单元的设备往往有多种临时状况,这个时候就需要工作人员对排程结果进行调整,然后在根据调整后的排程结果指导生产。对排程结果调整包括获取工作人员对排程结果进行调整生成的修正排程结果;判断修正排程结果是否符合所有操作单元的时间要求;若修正排程结果符合所有操作单元的时间要求,将排程结果替换为修正排程结果;若修正排程结果不符合所有操作单元的时间要求,显示不符合时间要求的操作单元。通过人工调整排程结果,使得排程结果更贴近实际生产,使其发挥更大的指导生产作用。
61.判断经人工调整的修正排程结果其是否符合所有操作单元的工作时间要求,如果符合,即按照人工调整过的生产排程结果执行生产;如果不符合,自动显示告警信息并提示人工重新调整,直到生产排程符合所有操作单元的工作时间要求。
62.提供人工调整生产排程和自动验证方式,方便用户自主干涉生产排程结果,以解决诸如个别生产批号提前排程、临时取消部分生产批号排程等实际问题。
63.推动中药提取生产的自动化和智能化应用,为中药提取生产企业提供有效的生产过程信息化管理手段,帮助客户提高生产管理水平和生产效率,为客户获得更大的收益。
64.本实施例的实施原理为:通过对每一个待生产信息中的每一个操作单元进行排程,具体是确定每一个操作单元的工作起始时刻和工作结束时刻。得到一个对于每一个操作单元什么时刻开始工作,什么时刻结束工作,以及各个时间段内分别执行哪个待生产信息所对应的中药提取物。
65.通过对每一个操作单元的具体工作进行了详细排程,该排程结果能够提高操作单元的使用效率,具有指导生产的作用。
66.实施例二:图3是本技术提供的一种中药提取生产动态排程实现方法的操作单元预设有停工休息时段的排程过程的流程图,参照图3,本实施例和实施例一的区别在于本实施例中操作单元预设有停工休息时段,在确定当前操作单元的工作起始时刻后,还包括:s4611.基于工作起始时刻和预设的生产周期时长确定当前操作单元的预计工作时段。
67.其中,预计工作时段是指在对操作单元进行排程的过程中,通过工作起始时刻和
预设的生产周期时长计算出的该操作单元的预计工作时段。例如,工作起始时刻确定为8点,预设的生产周期时长为1小时,则预计工作时段为8点到9点的时间段。
68.s4612.判断停工休息时段和预计工作时段是否冲突。
69.例如,预计的工作时段是8点到9点的时间段,若停工休息时段的开始时刻在8点到9点这一时间段内,则说明停工休息时段和预计工作时段冲突。
70.s4613.若停工休息时段和预计工作时段冲突,将停工休息时段的结束时刻作为当前操作单元的工作起始时刻。
71.当停工休息时段和预计工作时段发生冲突时,说明当前操作单元确定的工作起始时刻无法顺利完成工作,需要将其进行调整,具体方式是将停工休息时段的结束时刻作为当前操作单元的工作起始时刻。例如,预计工作时段是8点到9点这一时间段,停工休息时段是8点半到9点半这一时间段,预计工作时段和停工休息时段冲突了,即将停工休息时段的结束时刻9点半作为当前操作单元的工作起始时刻,再根据新的工作起始时刻确定工作结束时刻。
72.通过顺延操作单元的工作起始时刻,使得在根据排程结果指导生产时,能够避开各个操作单元的停工休息时段,从而提高操作单元的效率。
73.本实施例的实施原理为:当操作单元有停工休息时段,例如12点到14点工作人员休息,对应的操作单元也停工休息。在实际生产中,停工休息时段无法正常工作,因此在排程过程中当操作单元的预计工作时段与停工休息时段冲突时,将停工休息时段的结束时刻作为该操作单元的工作起始时刻,通过这样排程,根据该排程结果指导生产时,操作单元进行生产可以避开停工休息时段。
74.实施例三:图4是本技术提供的一种中药提取生产动态排程实现方法的操作单元预设有设备维保时段的排程过程的流程图,参照图4,本实施例和实施例一的区别在于本实施例中操作单元预设有设备维保信息,设备维保信息包括设备维保时段和设备维保类型,设备维保类型有按周期维保和按批次维保,在确定当前操作单元的工作起始时刻后,还包括:s4621.基于工作起始时刻和预设的生产周期时长确定当前操作单元的预计工作时段。
75.其中,预计工作时段是指在对操作单元进行排程的过程中,通过工作起始时刻和预设的生产周期时长计算出的该操作单元的预计工作时段。例如,工作起始时刻确定为8点,预设的生产周期时长为1小时,则预计工作时段为8点到9点的时间段。
76.s4622.判断设备维保时段和预计工作时段是否冲突。
77.例如,预计的工作时段是8点到9点的时间段,若设备维保时段的开始时刻在8点到9点这一时间段内,则说明设备维保时段和预计工作时段冲突。
78.s4623.若设备维保时段和预计工作时段冲突,获取该操作单元的设备维保类型,并判断设备维保类型是按周期维保/按批次维保。
79.其中,设备维保类型是指设备按周期维保或者按批次维保。按周期维保是指该设备间隔指定时间段即进行维保,例如,在三七总皂苷提取的工艺流程中,每8小时要更换树脂。按批次维保是指该设备每生产固定批次即进行维保,例如,在三七总皂苷提起的工艺流
程中,每生产5批次,需要用丙酮处理一次树脂柱。
80.s4624.若设备维保类型是按周期维保,选取下一个待生产信息进行排程。
81.当前操作单元的设备按周期维保时,首先取消当前待生产信息已排程操作单元的排程,选取下一个待生产信息进行排程,尝试寻找无需使用该操作单元或者该操作单元的预计工作时段和设备维保时段不冲突的待生产信息。
82.跳过的待生产信息仍需对其进行排程,为此,取消当前待生产信息已排程操作单元的排程还包括:对取消排程的待生产信息添加第一标识,第一标识与待生产信息一一对应。选取下一个待生产信息进行排程包括:判断当前待生产信息是否具有第一标识;若当前待生产信息具有第一标识,基于预设顺序依次选取操作单元;当遇到预计工作时段和设备维保时段冲突、且设备维保类型为按周期维保时,将设备维保时段的结束时刻作为当前操作单元的工作起始时刻。
83.通过判断当前待生产信息是否具有第一标识,当所有后续待生产信息都无法跳过该操作单元的设备维保时段,即选取的待生产信息具有第一标识时,对其进行排程,在排到预计工作时段和设备维保时段冲突的操作单元时,直接顺延该操作单元的工作起始时刻,将设备维保时段的结束时刻作为该操作单元的工作起始时刻。
84.s4625.若设备维保类型是按批次维保,将设备维保时段的结束时刻作为当前操作单元的工作起始时刻。
85.当前操作单元的设备按批次维保时,其设备维保时段无法跳过,即第x批次操作单元进行生产后必须进行维保,因此,设备维保时段的起始时刻为第x批次操作单元完成生产的工作结束时刻。例如,第x批次的操作单元的工作结束时刻为14点,预设的设备维保时段是1小时,则该操作单元完成维保的时间为15点,即将第n 1批次操作单元的工作起始时刻确定为15点。
86.本实施例的实施原理为:当操作单元有设备维保时段,并且按周期维保时,例如每8小时维保1小时,在排程过程中,当该操作单元的预计工作时段与设备维保时段冲突时,通过选取其他的待生产信息以跳过该操作单元的维保时段,避免顺延该操作单元的工作起始时刻导致后续的操作单元的工作起始时刻一同延后。
87.如果所有的待生产信息都无法跳过该设备维保时段,则只好选择顺延该操作单元的工作起始时刻。当设备按批次维保时,其设备维保时段也无法避开,只能选择顺延该操作单元的工作起始时刻。通过这样排程,根据该排程结果指导生产时,操作单元进行生产可以避开设备维保时段。
88.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。