1.本发明涉及汽车零件制造模具领域,具体为一种特殊的汽车油箱泵锁紧环零件的特殊工艺机构。
背景技术:
2.汽车油箱泵的锁紧环,在缩颈状态下不能出现汽油渗漏的现象,所以锁紧环的产品公差要求高,精度高,对产品的安全性要求极其高,但由于该零件的特殊形状,目前在行业里面都是用单工程模具来制作,并需要多个工序来加工成此特殊形状,这样就产品质量不稳定,精度较低,报废率高,需要多道工序多个工人进行加工,生产效率低下。
技术实现要素:
3.针对上述现有技术存在的不足,本发明提供了一种特殊的汽车油箱泵锁紧环零件的特殊工艺机构,避免采用单工程模具加工,使用多道工序加工锁紧环,出现精度低,生产效率较低的问题。
4.为解决上述技术问题,本发明所采取的技术方案是,一种特殊的汽车油箱泵锁紧环零件的特殊工艺机构,包括多个用于压紧折弯半成品锁紧环的折弯结构,在折弯结构上方设有用于驱动折弯结构的上模结构,在折弯结构下方设有用于固定工艺机构的下模结构,在工艺机构中间设有用于同步驱动折弯结构压紧锁紧环的中心驱动块,所述上模结构包括滑块座子、防侧压块、脱料板、内滑块压块,所述折弯结构包括成型公,与成型公相对应设置的外成型公,以及与中心驱动块相适配接触的内滑块成型块,内滑块成型块连接有用于限位内滑块成型块、并且在加工完成后将内滑块成型块复位的内滑块回程氮气模块,以及与成型公相连接的外滑块,在外滑块上设有驱动外滑块运动进而推动成型公完成锁紧环折弯的外滑块驱动。
5.进一步,在滑块座子上设有用于将外滑块复位的外滑块回程氮气模块。
6.进一步,在中心驱动块下端边缘设有与上模结构数量相对应的第一斜面,在内滑块成型块上端设有与第一斜面相对应的第二斜面。
7.进一步,在上模结构上设有用于压紧防侧压块、脱料板、内滑块压块、防止锁紧环弹起的压力氮气模块。
8.进一步,在内滑块回程氮气模块下方以及下模块上设有用于支撑内滑块回程氮气模块的氮气支撑块。
9.进一步,所述下模结构包括设于中心驱动块下方设有限位中心驱动块防止其一直向下运动的驱动对顶块,以及设于内滑块成型块下方的防止其滑动的内滑块耐磨板。
10.本发明一种特殊的汽车油箱泵锁紧环零件的特殊工艺机构的有益效果是:设置上模结构、下模结构同步工作,采用了连续模具的工艺,在上模机构中设置防侧压块、脱料板、内滑块压块,采用的是吊冲斜楔,同时结合下模结构以及折弯结构,利用它们之间的相互运动原理,进行组合设计,做到先后工作的顺序,并且使它们成为了一个整体的结构,并且节
省了模具空间,实现了在连续模具上生产的效果,上模结构通过压力氮气模块、中心驱动块的作用使内滑块成型块克服回程氮气,完成先到指定的位置侧面压住锁紧环相关部分,同时利用上模结构的驱动机构也让上模结构的防侧压块、脱料板、内滑块压块起到导向和定位的稳定作用,折弯结构极大的缩小各个滑块所占的空间,有利于减少工艺工序的排布节约模具数量,减少生产设备,提高生产效率,且对零件质量的稳定性,量产性以及尺寸公差的关键点都得到了解决。
附图说明
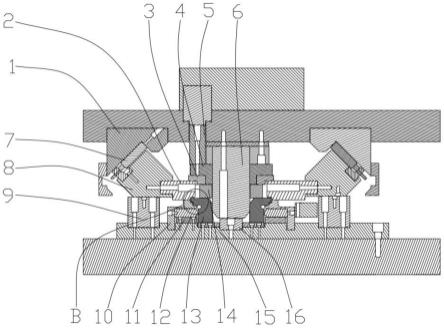
11.图1是本发明a-a剖视结构示意图;
12.图2是本发明b处结构示意图;
13.图3是本发明俯视示意图;
14.图4是本发明锁紧环的立体示意图。
具体实施方式
15.下面结合附图及具体实施例对本发明做详细说明。
16.如图1-4所示,一种特殊的汽车油箱泵锁紧环零件的特殊工艺机构,包括多个用于压紧折弯半成品锁紧环17的折弯结构,在折弯结构上方设有用于驱动折弯结构的上模结构,在折弯结构下方设有用于固定工艺机构的下模结构,在工艺机构中间设有用于同步驱动折弯结构压紧锁紧环17的中心驱动块6,所述上模结构包括滑块座子1、防侧压块3、脱料板4、内滑块压块14,所述折弯结构包括成型公2,与成型公2相对应设置的外成型公10,以及与中心驱动块6相适配接触的内滑块成型块13,内滑块成型块13连接有用于限位内滑块成型块13、并且在加工完成后将内滑块成型块13复位的内滑块回程氮气模块12,以及与成型公2相连接的外滑块8,在外滑块8上设有驱动外滑块8运动进而推动成型公2完成锁紧环17折弯的外滑块驱动9,在滑块座子1上设有用于将外滑块8复位的外滑块回程氮气模块7,在中心驱动块6下端边缘设有与上模结构数量相对应的第一斜面,在内滑块成型块13上端设有与第一斜面相对应的第二斜面,在上模结构上设有用于压紧防侧压块3、脱料板4、内滑块压块14、防止锁紧环17弹起的压力氮气模块5,在内滑块回程氮气模块12下方以及下模块上设有用于支撑内滑块回程氮气模块12的氮气支撑块11,所述下模结构包括设于中心驱动块6下方设有限位中心驱动块6防止其一直向下运动的驱动对顶块16,以及设于内滑块成型块13下方的防止其滑动的内滑块耐磨板15。
17.工作流程如下:上模结构包括防侧压块3、脱料板4、内滑块压块14,防侧压块3、脱料板4、内滑块压块14同步运动,下行至与外成型公10接触,然后压力氮气模块5压住防侧压块3、脱料板4、内滑块压块14,防止上模结构反向运行,压力氮气模块5继续压缩,中心驱动块6下行,第一斜面与第二斜面相接触,驱动着内滑块成型块13至压住产品内侧,中心驱动块6直身位沿内滑块成型块13侧壁继续下行,内滑块成型块13停止运动,同时成型公2固定在外滑块8上,在外滑块8驱动9的作用下沿滑块座子1内滑动,实现成型公2对产品折弯,本发明实现了产品全周八处同时成型,上述为其中一处成型工作原理,其余七处与该机构原理一样,实现了锁紧环17一次成型。
18.上述说明并非对本发明的限制,本发明也并不局限于上述举例,本领域技术人员
在本发明的实质范围内所做出的变化、改型、添加或替换,也应属于本发明的保护范围。
技术特征:
1.一种特殊的汽车油箱泵锁紧环零件的特殊工艺机构,其特征在于:包括多个用于压紧折弯半成品锁紧环的折弯结构,在折弯结构上方设有用于驱动折弯结构的上模结构,在折弯结构下方设有用于固定工艺机构的下模结构,在工艺机构中间设有用于同步驱动折弯结构压紧锁紧环的中心驱动块,所述上模结构包括滑块座子、防侧压块、脱料板、内滑块压块,所述折弯结构包括成型公,与成型公相对应设置的外成型公,以及与中心驱动块相适配接触的内滑块成型块,内滑块成型块连接有用于限位内滑块成型块、并且在加工完成后将内滑块成型块复位的内滑块回程氮气模块,以及与成型公相连接的外滑块,在外滑块上设有驱动外滑块运动进而推动成型公完成锁紧环折弯的外滑块驱动。2.根据权利要求1所述的一种特殊的汽车油箱泵锁紧环零件的特殊工艺机构,其特征在于:在滑块座子上设有用于将外滑块复位的外滑块回程氮气模块。3.根据权利要求2所述的一种特殊的汽车油箱泵锁紧环零件的特殊工艺机构,其特征在于:在中心驱动块下端边缘设有与上模结构数量相对应的第一斜面,在内滑块成型块上端设有与第一斜面相对应的第二斜面。4.根据权利要求3所述的一种特殊的汽车油箱泵锁紧环零件的特殊工艺机构,其特征在于:在上模结构上设有用于压紧防侧压块、脱料板、内滑块压块、防止锁紧环弹起的压力氮气模块。5.根据权利要求4所述的一种特殊的汽车油箱泵锁紧环零件的特殊工艺机构,其特征在于:在内滑块回程氮气模块下方以及下模块上设有用于支撑内滑块回程氮气模块的氮气支撑块。6.根据权利要求5所述的一种特殊的汽车油箱泵锁紧环零件的特殊工艺机构,其特征在于:所述下模结构包括设于中心驱动块下方设有限位中心驱动块防止其一直向下运动的驱动对顶块,以及设于内滑块成型块下方的防止其滑动的内滑块耐磨板。
技术总结
本发明公开了一种特殊的汽车油箱泵锁紧环零件的特殊工艺机构,包括折弯结构,上模结构,下模结构,在工艺机构中间设有中心驱动块,上模结构包括滑块座子、防侧压块、脱料板、内滑块压块,折弯结构包括成型公,外成型公,以及内滑块成型块,内滑块成型块连接有内滑块回程氮气模块,以及与成型公相连接的外滑块,在外滑块上设有外滑块驱动,在滑块座子上设有外滑块回程氮气模块,压力氮气模块,在内滑块回程氮气模块下方氮气支撑块,采用本模具使折弯结构极大的缩小各个滑块所占的空间,减少工艺工序的排布节约模具数量,减少生产设备,提高生产效率,且对零件质量的稳定性,量产性以及尺寸公差的关键点都得到了解决。公差的关键点都得到了解决。公差的关键点都得到了解决。
技术研发人员:苏晓伟 林琦 王怀国
受保护的技术使用者:青岛海瑞德金属科技有限公司
技术研发日:2022.11.11
技术公布日:2022/12/30
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。