1.本发明涉及光伏发电技术领域,尤其涉及一种双面光伏组件及其制备方法。
背景技术:
2.光伏技术是指可直接将太阳的光能转换为电能的技术,用此技术制作的光伏电池使用方便,特别是近年来微小型半导体逆变器迅速发展,促使其应用更加快捷。美、日、欧和发展中国家都制定出庞大的光伏技术发展计划,开发方向是大幅度提高光伏电池转换效率和稳定性,降低成本,不断扩大产业。已有80多个国家和地区形成商业化、半商业化生产能力,年均增长达16%以上,市场开拓从空间转向地面系统应用,甚至用于驱动交通工具。据报道,全球发展、建造太阳能住宅(光电池作屋顶、外墙、窗户等建材用)投资规模为600亿美元,而到2005年还会再翻一倍达1200亿美元,光伏技术制作的光伏电池有望成为21世纪的新能源。
3.现有的光伏组件具有以下缺陷:
4.1.颜色单一,不美观;
5.2.层压后易出现薄膜褶皱、气泡、脱层等不良现象;
6.3.光伏组件表面容易腐蚀、老化、渗水;
7.4.光伏组件的输出效率低,且表面光滑,不便于携带;
8.5.不能双面发电。
技术实现要素:
9.发明目的:针对现有技术中的存在的问题与不足,本发明提供了一种双面光伏组件及其制备方法,可以进行悬挂,能够双面发电,输出效率高,颜色多样,能避免层压后易出现薄膜褶皱、气泡、脱层等不良现象。
10.具体技术方案如下:
11.一种双面光伏组件的制备方法,包括:
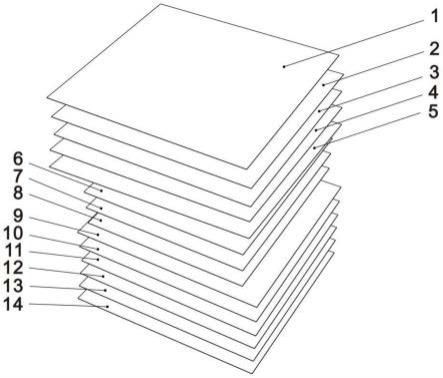
12.s1层叠:将第一耐高温隔热布、透明pet层、第一eva层、第一玻纤布层、第二eva层、kpf层、第三eva层、第四eva层、电池片层、第五eva层、第二玻纤布层、第六eva层、氟膜、第二耐高温隔热布从下至上依次铺设,形成铺装件准备层压,所述耐高温隔热布为带有纹理的耐高温隔热布;
13.s2层压:将步骤s1层叠好的铺装件通过输送带输送至层压机的抽真空腔室进行抽真空及去湿,然后将铺装件输送至层压机的层压空腔室进行层压,形成层压件,将层压件送至层压机的降温空腔室进行降温处理;
14.s3激光切割:将步骤s2降温处理后的层压件进行激光切割,将层压件的角切割为特定形状,所述特定形状包括:圆形,方形,椭圆形,菱形;
15.s4打孔:在s3激光切割后的层压件的角附近进行打孔。
16.优选的,可以在层压件的2个角或4个角附近打孔。
17.进一步地,所述的kpf层为带有丝印的镂空的kpf层,所述丝印的位置与电池片层对应,丝印的颜色为任意颜色。
18.进一步地,所述第一eva层、第二eva层、第五eva层和第六eva层的长宽尺寸相同,第三eva层、电池片层和第四eva层的长宽尺寸相同,且第一eva层的长宽尺寸均大于第三eva层的长宽尺寸。
19.进一步地,第一eva层、第二eva、第三eva层、第四eva层、第五eva层和第六eva层的颜色均为透明色。
20.进一步地,所述耐高温隔热布为带有颗粒纹理的耐高温隔热布。
21.进一步地,将步骤s2层叠好的铺装件通过输送带输送至层压机的抽真空腔室进行抽真空及去湿之前,将层压机设置温度在100-105℃。
22.进一步地,将铺装件输送至层压机的层压空腔室进行层压,包括:
23.层压时间为70-80分钟。
24.进一步地,将层压件送至层压机的降温空腔室进行降温处理,包括:
25.先将层压机加热关闭,待加热台温度降至100-105℃时再开盖将层压件输出。
26.本发明还提供一种光伏组件,由所述的双面光伏组件的制备方法制备得到。
27.有益效果:本技术制备的光伏组件可以进行悬挂,能双面发电,输出效率高,颜色多样,能避免层压后易出现薄膜褶皱、气泡、脱层等不良现象,同时可以防止光伏组件表面腐蚀、老化、渗水。
附图说明
28.图1为本技术的双面光伏组件一种实施例结构示意图;
29.图2为本技术的双面光伏组件正面图;
30.图3为本技术的双面光伏组件背面图;
具体实施方式
31.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。
32.实施例
33.如图1-3所示,本发明实施例提供了一种双面光伏组件及制备方法。
34.一种双面光伏组件的制备方法,包括:
35.s1层叠:将第一耐高温隔热布14、抗冲击层13、第一eva层12、第一玻纤布层11、第二eva层10、kpf层9、第三eva层8、第四eva层7、电池片层6、第五eva层5、第二玻纤布层4、第六eva层3、氟膜2、第二耐高温隔热布1从下至上依次铺设,形成铺装件准备层压,所述耐高温隔热布为带有纹理的耐高温隔热布;玻纤布为玻璃纤维布的缩写。
36.电池片层由多块电连接的太阳能电池片组成。
37.优选的,电池层为双面晶硅太阳电池、n-ibc电池、薄膜电池或钙钛矿染料敏化电池;电池层为perc电池或其他晶硅电池时,采用焊带互联,或叠瓦互联。
38.优选的,抗冲击层可以为透明pet层,透明pet层的作用为加强层,起到加强光伏组件的作用。透明pet层可以为掺杂有玻璃纤维的pet,pet与玻璃纤维的质量比为100:20,玻
璃纤维的直径≤20μm,长度为0.5~3mm。
39.优选的,pet与玻璃纤维的质量比为100:18,玻璃纤维的直径≤20μm且长度为0.5~6mm。
40.s2层压:将步骤s1层叠好的铺装件通过输送带输送至层压机的抽真空腔室进行抽真空及去湿,然后将铺装件输送至层压机的层压空腔室进行层压,形成层压件,将层压件送至层压机的降温空腔室进行降温处理;
41.s3激光切割:将步骤s2降温处理后的层压件进行激光切割,将层压件的角切割为特定形状,所述特定形状包括:圆形,方形,椭圆形,菱形;
42.优选的,激光切割的过程具体为:
43.将光伏层压件通过输送带输送至激光切割机上料台,并根据上料台输送带预先划定区域调整其位置;激光切割机工作台输送带以0.1~0.3m/s速度运行时,两侧激光头(其功率保持在50w~90w区间)沿不粘胶内侧边沿同时切割宽出的前膜层和粘接膜层;再输送至另一台激光切割机切除另外两侧;使得上述膜层四周均比基板小10~15mm。
44.s4打孔:在s3激光切割后的层压件的角附近进行打孔。孔的形状为任意形状。
45.打孔的数量可以为2或4,也可以是其他数量,根据实际情况而定。
46.对打孔后的光伏组件进行耐压绝缘性能检测、el检测,电性能检测。
47.对通过检测的光伏组件安装接线盒。
48.进一步地,所述的kpf层为带有丝印的镂空的kpf层,所述丝印的位置与电池片层对应,丝印的颜色为任意颜色。
49.进一步地,所述第一eva层、第二eva层、第五eva层和第六eva层的长宽尺寸相同,第三eva层、电池片层和第四eva层的长宽尺寸相同,且第一eva层的长宽尺寸均大于第三eva层的长宽尺寸。优选的,第一eva层的长宽尺寸均大于第三eva层的长宽尺寸10mm。
50.进一步地,第一eva层、第二eva、第三eva层、第四eva层、第五eva层和第六eva层的颜色均为透明色。
51.进一步地,所述耐高温隔热布为带有颗粒纹理的耐高温隔热布。
52.需要说明的是,在s3层压时,最上面和最下面的耐高温隔热布的颗粒纹理会印在光伏组件的表面,既可以防滑,又可以解决光伏组件因反光造成的输出效率低的问题,如图2-3所示。
53.进一步地,将步骤s2层叠好的铺装件通过输送带输送至层压机的抽真空腔室进行抽真空及去湿之前,将层压机设置温度在100-105℃。
54.进一步地,将铺装件输送至层压机的层压空腔室进行层压,包括:
55.层压时间为70-80分钟。
56.进一步地,将层压件送至层压机的降温空腔室进行降温处理,包括:
57.先将层压机加热关闭,待加热台温度降至100-105℃时再开盖将层压件输出。
58.本发明还提供一种光伏组件,由所述的双面光伏组件的制备方法制备得到。
59.有益效果:本技术制备的光伏组件可以进行悬挂,输出效率高,能双面发电,颜色多样,能避免层压后易出现薄膜褶皱、气泡、脱层等不良现象,同时可以防止光伏组件表面腐蚀、老化、渗水。
60.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。