一种peek熔覆钛一体化修复支架的制备方法与产品
技术领域
1.本发明属于口腔种植科医用材料制备相关技术领域,更具体地,涉及一种peek(polyetheretherketone,聚醚醚酮)熔覆钛一体化修复支架的制备方法与产品。
背景技术:
2.牙列缺损或牙列缺失的传统治疗方式是采用活动义齿进行修复治疗,然而其存在着固位差、患者异物感强、咀嚼效率较低的问题。随着口腔种植技术的飞速发展,种植修复已成为患者的理想治疗手段。其中,种植固定义齿可极大的改善义齿的固位与稳定,改善其生活质量。
3.种植体的长期稳定与种植体上部修复体密切相关,种植固定义齿的上部修复体主要包括支架材料与饰面材料。目前,种植修复上部支架结构使用的材料主要为钛合金和氧化锆。其中,钛合金拥有着较为良好的力学、化学和生物学性能。然而,进一步的研究表明,钛合金支架在临床应用过程中存在着多种并发症的问题:一方面,钛金属本身为灰黑色且存在着导致腐蚀和降解的可能性,这会产生金属色透显、牙龈染色美学并发症破坏口腔的红色美学;另一方面,钛金属支架弹性模量过高,还容易发生“崩瓷”的机械性并发症,即饰面材料的破裂或脱落。对于全口种植修复而言,5年、10年的崩瓷率达到了33.3%、66.6%。无论饰面材料是树脂还是陶瓷,崩瓷后的再次修复都会降低患者的满意度。相比之下,氧化锆材料具有更好的美学效果,但其存在密度大、脆性高的缺点,在使用cad/cam技术切削瓷块时要受到高度的限制,在修复空间过大、长跨度支架设计时,其对被动就位的要求更高,进而对加工工艺的要求也更为复杂。
4.因此,本领域亟需对此作出进一步的研究改进,以便获得在机械性能、生物活性和美学效果等多方面均得以提升的支架产品。
技术实现要素:
5.针对现有技术的以上缺陷或需求,本发明的目的在于提供一种peek熔覆钛一体化修复支架的制备方法与产品,其中通过对整个制备工艺的关键材料及核心步骤进行设计,采用将钛支架表面熔覆peek后再进行增材制造成型的工作路线,相应不仅可在复合支架与种植体连接的部位即下部结构更为充分地利用钛自身的优良机械性能,而且上部peek结构具备优异的弹性模量、美学效果和生物相容性,同时有效避免了现有技术中采用数控铣削方式制备peek试件的不足。
6.为实现上述目的,按照本发明的一个方面,提供了一种peek熔覆钛一体化修复支架的制备方法,其特征在于,该方法包括下列步骤:
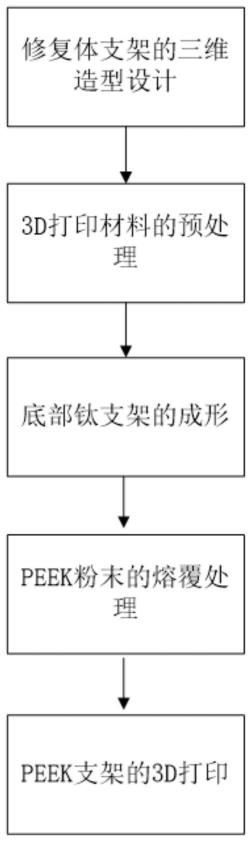
7.步骤一、修复体支架的三维造型设计
8.在单个位置采集牙齿表面的三维数据点云,然后不断将不同位置采集的三维数据点云相叠加,直至形成口腔内修复体支架的完整三维数据模型,其中该三维数据模型包含底部钛支架和顶部peek支架;
9.步骤二、3d打印材料的预处理
10.取足量peek粉末放入激光粉末床熔融3d打印装备,对peek粉末进行热处理;然后待peek粉末冷却至室温后,取出并过筛处理;
11.步骤三、底部钛支架的成形
12.按照步骤一设计的三维数据模型,采用数控机床切削钛饼,一次性成形制备对应的底部钛支架;
13.步骤四、peek粉末的熔覆处理
14.在步骤三成形的底部钛支架的上表面也即与顶部peek支架相连接的面,激光处理形成沟槽表面;接着将该底部钛支架加热至高于peek粉末熔点的温度,并将步骤二预处理后的peek粉末涂布到该底部钛支架的上表面,使其熔化后再冷却,由此在该底部钛支架的上表面形成一个顶部平整的peek表面;
15.步骤五、peek支架的3d打印
16.按照步骤一设计的三维数据模型,采用步骤二预处理后的peek粉末执行激光粉末床熔融3d打印,层层烧结直至获得与该底部钛支架保持连接的顶部peek支架,由此形成所需的复合支架产品。
17.通过以上构思,一方面,peek属于高性能特种聚合物材料,具有良好的生物相容性以及和人体骨接近的弹性模量,大大降低了由于金属材料和人体骨骼弹性模量差距过大而造成的应力遮挡、骨吸收、骨发炎、二次手术的问题自身颜色也能做到兼顾美学效果,综合性能优异,是理想的口腔修复材料;另一方面,本发明中还进一步针对性采用激光粉末床熔融3d打印,可有效克服现有技术中通常采用数控铣削获得peek试件的不足,它直接从材料的三维数学模型获得数据,采用逐层累加的方法来制备材料,避免了传统的加工过程中原材料和能量在原材料的成形和最终精密化过程中有的巨大浪费;最后,通过将钛支架表面熔覆peek后再进行增材制造成形,复合支架与种植体连接的部位即下部结构充分利用了钛的机械性能,同时上部peek结构具备优异的弹性模量、美学效果和生物相容性,这种熔覆有peek的钛支架与现有类似产品相比能为种植修复提供更好的修复效果,并且有着作为颌面部缺损赝复体支架的应用潜力。
18.作为进一步优选地,上述方法还优选包括:
19.步骤六、复合支架的后处理
20.取出步骤五获得的复合支架,对其进行清洁和表面喷砂,然后进行精密抛光处理,由此形成最终的修复体支架产品。
21.作为进一步优选地,在步骤一中,优选采用口内扫描仪通过三维成像方式在单个位置采集牙齿表面的三维数据点云,然后在口内扫描仪移动过程中,不断将不同位置采集的三维数据点云相叠加,直至形成口腔内修复体支架的完整三维数据模型。
22.作为进一步优选地,在步骤二中,所述对peek粉末的热处理优选采用氩气作为保护气,并在280℃-290℃的温度下,进行6小时-8小时的预铺粉。
23.作为进一步优选地,在步骤二中,所述过筛处理优选采用80目-120目的筛目。
24.作为进一步优选地,在步骤三中,优选采用cam设备-高速切削加工中心来完成底部钛支架的成形过程。
25.作为进一步优选地,在步骤四中,底部钛支架优选加热至400℃-600℃的温度,并
将步骤二预处理后的peek粉末涂布到该底部钛支架的上表面。
26.作为进一步优选地,在步骤六中,所述喷砂处理优选为在0.2mpa-0.5mpa的压力下,用200μm-250μm的氧化铝微粒作为喷砂颗粒处理1分钟以上。
27.按照本发明的另一方面,还提供了相应的peek熔覆钛一体化修复支架产品。
28.作为进一步优选地,该修复支架的上颌的悬臂梁长度优选小于10mm,下颌的悬臂梁长度优选小于15mm。
29.总体而言,通过本发明所构思的以上技术方案与现有技术相比,主要具备以下技术优点:
30.(1)本发明对整个制备工艺的关键材料进行了设计,其中通过采用具有优异性能的peek作为支架上部结构的材料,从材料性能的角度避免了目前临床上其余材料可能发生的大多数机械并发症和美学并发症;与此相匹配地,通过选用钛金属作为修复支架的下部结构材料,提高了整个支架结构的机械性能,避免了纯peek支架可能出现的断裂现象;
31.(2)本发明还对整个制备工艺的核心步骤及成形机理进行了设计,其中通过选用3d打印的方式对peek粉末进行加工,可以避免pekk传统加工方式数控切削带来的余料的浪费,大幅降低单个支架的制作成本;与此同时通过将钛支架表面熔覆peek后再进行增材制造成形,复合支架与种植体连接的部位即下部结构充分利用了钛的机械性能,同时上部peek结构具备优异的弹性模量、美学效果和生物相容性,
32.(3)本发明的peek熔覆钛一体化修复支架可根据个体不同的口腔结构进行个性化定制,更加符合人体结构,同时具备高精度、高效率和低成本等优点,因而具备广阔的应用前景。
附图说明
33.图1是按照本发明的peek熔覆钛一体化修复支架的制备方法的整体工艺流程图;
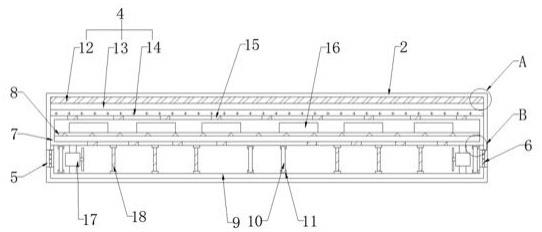
34.图2是用于示范性显示按照本发明的peek熔覆钛一体化修复支架的上部结构即peek熔覆示意图;
35.图3是用于示范性显示按照本发明的peek熔覆钛一体化修复支架的下部结构即钛金属示意图。
具体实施方式
36.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.图1是按照本发明的peek熔覆钛一体化修复支架的制备方法的整体工艺流程图。下面将结合图1来更为具体地解释本发明。
38.首先,是修复体支架的三维造型设计步骤。
39.在此步骤中,在单个位置采集牙齿表面的三维数据点云,然后不断将不同位置采集的三维数据点云相叠加,直至形成口腔内修复体支架的完整三维数据模型,其中该三维数据模型包含底部钛支架和顶部peek支架。
40.更具体地,优选可利用口内扫描仪通过三维成像方法在单个位置采集到牙齿表面的三维数据点云;然后在口内相机移动过程中,不断将不同位置采集的三维数据叠加,最后形成完整的患者口内三维数据模型。在得到3d扫描数据后,并譬如可使用exocad进行修复体设计。其中,选择对应的种植体数据的对应的平台尺寸的cad数据扫描杆与扫描数据上的扫描杆部分依次对齐,完成最佳匹配,分别生成底部钛支架、同钛支架匹配的顶部peek支架的stl文件,设计的支架应满足上颌的悬臂梁长度为10mm,下颌的悬臂梁长度为14mm。
41.接着,是3d打印材料的预处理步骤。
42.在此步骤中,取足量peek粉末放入激光粉末床熔融3d打印装备,对peek粉末进行热处理;然后待peek粉末冷却至室温后,取出并过筛处理。
43.更具体地,按照本发明所给出了一个具体实施例,可以取足量peek粉末放入激光粉末床熔融3d打印装备的送粉腔和成形腔中,应用hust 3dp控制软件,在280℃的温度下,进行8小时的预铺粉作为对peek粉的热处理,增强其流动性。所述热处理过程需要通氩气作为保护气,优选的,氩气压强保持在0.2mpa;所述红外辐射热处理的加热系数为0.6,加热功率在2000w,具体加热功率要根据实际成形腔内温度进行调节;所述热处理过程中铺粉的单层层厚为0.2mm。热处理完成后,待peek粉降至室温,将成形腔中的peek粉取出,用100目的筛网过筛。
44.接着,是底部钛支架的成形步骤。
45.在此步骤中,按照前面设计的三维数据模型,采用数控机床切削钛饼,一次性成形制备对应的底部钛支架。
46.更具体地,优选可将设计好的钛支架的数据输出到cam设备-高速切削加工中心,按照设计好的支架尺寸,cnc切削钛饼,一次成形制备底部钛支架。
47.接着,是peek粉末的熔覆处理步骤。
48.在此步骤中,在前面成形的底部钛支架的上表面也即与顶部peek支架相连接的面,激光处理形成沟槽表面;接着将该底部钛支架加热至高于peek粉末熔点的温度,并将前面预处理后的peek粉末涂布到该底部钛支架的上表面,使其熔化后再冷却,由此在该底部钛支架的上表面形成一个顶部平整的peek表面。
49.接着,是peek支架的3d打印步骤。
50.在此步骤中,按照前面设计的三维数据模型,采用预处理后的peek粉末执行激光粉末床熔融3d打印,层层烧结直至获得与该底部钛支架保持连接的顶部peek支架,由此形成所需的复合支架产品。
51.更具体地,按照本发明所给出的另一具体实施例,譬如可将准备好的peek粉加入激光粉末床熔融3d打印装备的送粉腔和成形腔中,将计好的peek支架的三维造型以stl格式导入该装备的hust 3dp控制软件中并自动转化为相应的分层数据,将前面得到的具有peek表面的下部钛支架放入成形腔中相应位置,然后激光束扫描系统在粉层上根据切片cad路径进行选择性扫描,通过层层烧结得到通过连接层与下部钛支架良好连接的上部peek支架。
52.然后,在成形腔内进行保温一段时间后,将机器关闭,待其降至室温,取出复合支架并回收剩余粉末。所述打印过程中成形腔内的具体加热系数和加热功率譬如设计如下:0-30min内保持加热系数为0.75、加热功率为2500w;30min后-预铺粉床厚度达到1mm前保持
加热系数为0.75、加热功率为2700w;预铺粉床厚度达到1mm后-成形腔内达到328℃时保持加热系数为0.75、加热功率为2900w;成形腔内达到328℃后,即预铺粉结束,开始加工后保持加热系数为0.95、加热功率为4000w;所述打印过程中铺粉的单层层厚为0.1mm;所述打印过程需要通氩气作为保护气,优选的,氩气压强保持在0.2mpa。
53.最后,是复合支架的后处理步骤。
54.在此步骤中,取出所获得的复合支架,对其进行清洁和表面喷砂,然后进行精密抛光处理,由此形成最终的修复体支架产品。
55.更具体地,首先可以用刷子轻轻扫去复合支架表面附着的浮粉,然后用喷气枪进一步去除复合支架表面附着的浮粉;
56.接着,譬如可在0.3mpa的压力下,用250微米的氧化铝微粒对复合支架表面进行1分钟的喷砂处理,使支架的表面获得一定的清洁度和粗糙度,并使其表面的机械性能得到改善,提高其抗疲劳性;
57.最后,对支架进行精密抛光处理,保证其良好的被动就位。
58.综上,本发明通过对整个制备工艺的关键材料及核心步骤进行设计,采用将钛支架表面熔覆peek后再进行增材制造成型的工作路线,相应不仅可在复合支架与种植体连接的部位即下部结构更为充分地利用钛自身的优良机械性能,而且上部peek结构具备优异的弹性模量、美学效果和生物相容性,同时有效避免了现有技术中采用数控铣削方式制备peek试件的不足;相应地,所制得的复合支架具备良好的生物力学性能和美观效果,能为种植修复提供更好的修复效果,并有效避免了当前临床主流使用的其他支架易发生的多种机械并发症与美学并发症,因而具备广阔的应用前景。
59.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。