技术特征:
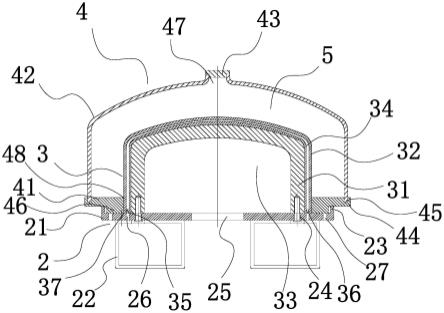
1.一种陶瓷钟形汽室冷静压成型模具,其特征在于包括:底座组件(2),用于支撑和转运的载体;内模组件(3),设置在底座组件(2)上,用于支撑和形成钟形汽室内腔结构的组件;其中,所述的内模组件(3)内部设置有压力腔(34),所述的压力腔(34)上设置有介质进口(35)和介质出口(36),在介质进口(35)和介质出口(36)上分别设置有介质单向阀(37);外模组件(4),设置在底座组件(2)上并且与内模组件(3)密封连接,其用于支撑和形成钟形汽室外部结构;所述的外模组件(4)和内模组件(3)密封连接形成等压受力钟形汽室成型腔(5)。2.根据权利要求1所述的一种陶瓷钟形汽室冷静压成型模具,其特征在于:所述的内模组件(3)包括金属芯棒(31)和罩设在金属芯棒(31)外部的内模主体(32),所述的内模主体(32)为橡胶材料,所述的内模主体(32)的外形与待成型钟形汽室的汽室腔体配合设置;所述的金属芯棒(31)的外形与内模主体(32)的内腔配合设置,所述的金属芯棒(31)的内部设置有空腔结构(33)。3.根据权利要求2所述的一种陶瓷钟形汽室冷静压成型模具,其特征在于:进口处的介质单向阀由外向内单向开通,出口处的介质单向阀由压力腔向外单向开通;介质单向阀(37)开启的压力大于填充到压力腔内部的介质压力且小于冷静压容器内部的成型压力。4.根据权利要求1所述的一种陶瓷钟形汽室冷静压成型模具,其特征在于:所述的外模组件(4)包括模具下盖(41)、外模主体(42)和模具上盖(43),所述的外模主体(42)上设置有填料口(47),所述的外模主体(42)的下部与模具下盖(41)密封连接,所述的模具上盖(42)密封盖设在外模主体的填料口(47)上。5.根据权利要求4所述的一种陶瓷钟形汽室冷静压成型模具,其特征在于:所述的外模主体(42)为橡胶材料,所述的外模主体(42)的内腔形状与待成型钟形汽室的弧形室顶外壁形状配合设置,所述的外模主体(42)的下部设置有上模扣合结构(45)。6.根据权利要求4所述的一种陶瓷钟形汽室冷静压成型模具,其特征在于:所述的模具下盖(41)为一环状盖体,所述的模具下盖(41)的中心设置有内模组件密封套接孔(48),所述的模具下盖(41)的上环面与待成型钟形汽室的环状汽室的下环面相一致;所述的模具下盖(41)的外环壁上一体向上设置有下模扣合结构(44),所述的模具下盖(41)的下环面一体向下设置有套接凸台(46)。7.根据权利要求1至6任意一项所述的一种陶瓷钟形汽室冷静压成型模具,其特征在于:底座组件(2)包括底座(21)和支撑框架(22),所述的底座(21)设置在支撑框架(22)上,所述的底座(21)的底面外周一体向上设置有限位体(23),所述的底座(21)上设置有若干芯棒连接孔(24)和内模连接孔(27),在底座(21)的中心处开设有排泄孔(25),所述的底座(21)上对应于内模组件上的进口和出口设置有环槽(26)。8.一种利用权利要求1至7任意一项所述的陶瓷钟形汽室冷静压成型模具进行成型的方法,其特征在于包括以下步骤:步骤1:选定氧化铝陶瓷粉料;选定质量百分比纯度≥99 .9%且粒度d50为0 .5μm、bet比表面积为7 .5m2/g的氧化铝陶瓷粉料;步骤2:对选定的氧化铝陶瓷粉料进行初次振动;步骤3:完成陶瓷钟形汽室冷静压成型模具的组装,并且在内模主体(32)的压力腔(34)
内部充入一定的压力介质,组装后内模主体(32)、模具下盖(41)、外模主体(42)之间形成等压受力钟形汽室成型腔(5);步骤4:将氧化铝陶瓷粉料通过填料口(47)装入等压受力钟形汽室成型腔(5)中,并进行二次振动,振动完成后,将模具上盖(43)密封盖设在外模主体(42)上,使等压受力钟形汽室成型腔(5)处于完全密封状态;步骤5:将步骤4中填充有氧化铝陶瓷粉料的陶瓷钟形汽室冷静压成型模具放入冷静压加压容器(6)中,对陶瓷钟形汽室冷静压成型模具加压,并保压;步骤6:取出陶瓷钟形汽室冷静压成型模具,并脱模取出陶瓷钟形汽室。9.根据权利要求8所述的利用陶瓷钟形汽室冷静压成型模具进行成型的方法,其特征在于:步骤3中压力腔(34)内部充入的介质与冷静压加压容器内部的介质相同,且压力小于冷静压加压容器(6)内部的介质压力。10.根据权利要求8所述的利用陶瓷钟形汽室冷静压成型模具进行成型的方法,其特征在于:步骤5中对陶瓷钟形汽室冷静压成型模具加压的压力为160~200mpa,保压时间为20~30min;加压过程中冷静压加压容器(6)内部的介质通过进口介质单向阀进入到压力腔(34)内部,压力腔(34)内部的介质通过出口介质单向阀排出到冷静压加压容器(6)内部被进一步升压至160~200mpa,形成一体式压力介质。
技术总结
本发明公开了一种陶瓷钟形汽室冷静压成型模具,包括:底座组件,用于支撑和转运的载体;内模组件,设置在底座组件上,用于支撑和形成钟形汽室内腔结构的组件;其中,内模组件内部设置有压力腔,压力腔上设置有的介质进口和介质出口,在介质进口和介质出口上分别设置有介质单向阀;外模组件,设置在底座组件上并且与内模组件密封连接,其用于支撑和形成钟形汽室外部结构;外模组件和内模组件密封连接形成等压受力钟形汽室成型腔。还公开了利用该模具成型的方法。该成型模具,在内模组件和外模组件之间形成一等压受力钟形汽室成型腔,并通过冷静压加压容器进行冷等静压成型,实现了大型钟形汽室的低成本制备,变形误差小,气孔率和气密性好。气密性好。气密性好。
技术研发人员:王轶军 马玉琦
受保护的技术使用者:杭州大和江东新材料科技有限公司
技术研发日:2022.10.21
技术公布日:2023/1/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。