1.本发明涉及数控加工领域,尤其涉及一种基于控制线的叶轮环形刀五轴数控 加工刀轴控制方法。
背景技术:
2.离心叶轮越来越广泛地应用在现代国防、能源及其他民用领域,典型例子如 涡轴式航空发动机、空气压缩机、通风机等。实现此类零件的高效精密数控加工 技术已经成为先进制造企业核心竞争力的重要表现形式之一。
3.为实现叶轮高速旋转中叶轮流道优良的气动性能,离心叶轮结构上采用三元 流的设计方法,叶片型面扭角大、流道狭长、叶片变厚度、变圆角过渡。叶轮的 叶片进气边基本与叶轮回转轴垂直,而排气边基本与回转轴平行,沿流道从进气 边到排气边叶片的径向由与叶轮回转轴基本垂直逐渐过渡到与回转轴基本平行。 这种复杂结构使得叶轮的数控加工必须采用五轴数控机床。在五轴加工中,如果 刀轴矢量变化剧烈,会使得机床展旋转轴产生较大的角速度、角加速度。大量工 程实践表明,机床旋转轴的角度角速度、角加速度过大会严重影响加工表面质量。 因此,叶轮五轴数控加工的刀轴控制尤其重要。
4.叶轮加工中,由于其材料的难加工特性,使得刀具磨损严重。采用球头刀加 工时,球头刀与工件表面接触面积大,磨损严重,加工中须多次换刀。目前对于 该问题采用的解决方法是分区域加工。但分区域加工过程的操作复杂,不仅增加 了加工成本,而且造成各区域之间接刀痕迹明显,降低工件的表面质量。
技术实现要素:
5.本发明的目的是提供一种基于控制线的叶轮环形刀五轴数控加工刀轴控制 方法,采用环形刀对叶轮进行加工,可有效缓解刀具的磨损,并且降低操作复杂 度,提升工件的表面质量。
6.本发明采用以下技术方案:一种基于控制线的叶轮环形刀五轴数控加工刀轴 控制方法,包括以下步骤:
7.根据加工叶片型面上的切触点,确定对应的无干涉刀轴控制点可行域;
8.对加工叶片型面上每一条加工轨迹上的切触点对应的无干涉刀轴控制点可 行域求交集,得到每一条加工轨迹的无干涉公共刀轴控制点可行域;
9.在无干涉公共刀轴控制点可行域中生成无干涉刀轴控制线;
10.根据无干涉刀轴控制线上的每个控制点和对应的切触点计算对应的刀心点。
11.进一步地,确定对应的无干涉刀轴控制点可行域包括:
12.根据加工叶片型面上的切触点确定对应的环形刀刃心点;
13.在刃心点为球心、(r
1-r2)为半径的球面上确定环形刀的刀心点初始域;其中, r1为环形刀半径,r2为环形刀底刃半径;
14.根据加工通道两侧的加工叶片型面和相邻叶片型面分别生成第一偏置面和 第二
偏置面,并利用第一偏置面和第二偏置面在刀心点初始域中生成无干涉的刀 心点可行域曲面;
15.根据第一偏置面和第二偏置面生成辅助曲面,并将刀心点可行域曲面投影至 辅助曲面上,得到刃心点a对应的无干涉刀轴控制点可行域;
16.将刃心点a对应的无干涉刀轴控制点可行域作为切触点的无干涉刀轴控制 点可行域。
17.进一步地,利用第一偏置面和第二偏置面在刀心点初始域中生成无干涉的刀 心点可行域曲面包括:
18.将刀心点初始域离散为若干条等高弧线;
19.在切触点的法向矢量延伸线上选择每条等高弧线对应的点o'
2,i
,使满足 其中,a为切触点对应的刃心点,o
2,i
为等高弧线中的点;
20.利用点o'
2,i
与等高弧线上的点生成若干个刀轴线;
21.选择与第一偏置面和第二偏置面均不相交的刀轴线对应的等高弧线上的点 组成无干涉的刀心点可行域曲面。
22.进一步地,根据第一偏置面和第二偏置面生成辅助曲面包括:
23.将第一偏置面的边缘线沿叶轮回转轴径向向外偏置得到第一偏置曲线;
24.将第一偏置曲线绕叶轮回转轴旋转至预定位置,得到辅助曲面;其中,预定 位置为第二偏置面的边缘线在第一偏置曲线旋转路径上的投影位置。
25.进一步地,将刀心点可行域曲面投影至辅助曲面上包括:
26.将刀心点可行域曲面切触点的法向矢量方向离散得到若干条无干涉刀心点 轨迹线;
27.以无干涉刀心点轨迹线所在等高弧线对应的点o'
2,i
为投影点,将无干涉刀心 点轨迹线上的点投影至辅助曲面上。
28.进一步地,根据加工通道两侧的加工叶片型面和相邻叶片型面分别生成第一 偏置面和第二偏置面包括:
29.将加工叶片型面向加工通道方向偏置r1;
30.将相邻叶片型面向加工通道方向偏置r1。
31.进一步地,在无干涉公共刀轴控制点可行域中生成无干涉刀轴控制线的优化 原则包括:
32.无干涉刀轴控制线的累计弧长最短且曲率变化最小。
33.进一步地,根据无干涉刀轴控制线上的每个控制点和对应的切触点计算对应 的刀心点包括:
34.根据控制点和切触点确定刀具的刃心点;
35.以刃心点为球心、(r
2-r1)为半径生成球面sa;
36.以控制点和刃心点的连线为直径、连线的重点为球心生成球面sb;
37.根据球面sa和球面sb确定刀心点。
38.进一步地,根据球面sa和球面sb确定刀心点包括:
39.根据球面sa和球面sb确定空间曲线圆lo;
40.根据控制点、切触点以及切触点处的曲面法矢确定平面∑;
41.基于空间曲线圆lo和平面∑计算刀心点。
42.本发明的另一种技术方案:一种基于控制线的叶轮环形刀五轴数控加工刀轴 控制方法,包括存储器、处理器以及存储在存储器中并可在处理器上运行的计算 机程序,处理器执行计算机程序时实现上述的一种基于控制线的叶轮环形刀五轴 数控加工刀轴控制方法。
43.本发明的有益效果是:本发明采用环形刀对叶轮进行加工,可有效缓解刀具 的磨损,并且降低操作复杂度,提升工件的表面质量,并且利用控制线生产的刀 轴不依赖于曲面参数特性,刀轴变化平缓,避免了分区域加工造成的接刀痕明显 的现象。
附图说明
44.图1为本发明实施例中环形刀刀心点初始域示意图;
45.图2为本发明实施例中环形刀初始可行域离散模型示意图;
46.图3为本发明实施例中无干涉刀心点干涉判定三种情况的示意图;
47.图4为本发明实施例中辅助曲面的示意图;
48.图5为本发明实施例中无干涉刀轴控制点可行域在辅助曲面上的示意图;
49.图6为本发明实施例中初始控制线示意图;
50.图7为本发明实施例中环形刀刀轴控制线优化模型示意图;
51.图8为本发明实施例中环形刀加工切触模型示意图;
52.图9为本发明实施例中基于控制线的刀心点求解示意图;
53.图10为本发明实施例中环形刀刀心点求解模型图;
54.图11为本发明机床运动学变量变化规律图。
具体实施方式
55.下面结合附图和具体实施方式对本发明进行详细说明。
56.针对叶轮通道加工中的难题,本发明通过构造环形刀刀轴控制线来生成刀轴 矢量。该刀轴控制方法可以不依赖于曲面,只要保证刀轴控制线是光顺的,则生 成的刀轴也是光顺的。该方法可有效解决叶轮加工中的刀轴干涉和刀轴突变引起 的叶片啃伤问题,显著提高了叶片表面的加工质量。
57.本发明公开了一种基于控制线的叶轮环形刀五轴数控加工刀轴控制方法,包 括以下步骤:根据加工叶片型面上的切触点,确定对应的无干涉刀轴控制点可行 域;对加工叶片型面上每一条加工轨迹上的切触点对应的无干涉刀轴控制点可行 域求交集,得到每一条加工轨迹的无干涉公共刀轴控制点可行域;在无干涉公共 刀轴控制点可行域中生成无干涉刀轴控制线;根据无干涉刀轴控制线上的每个控 制点和对应的切触点计算对应的刀心点。
58.本发明采用环形刀对叶轮进行加工,可有效缓解刀具的磨损,并且降低操作 复杂度,提升工件的表面质量,并且利用控制线生产的刀轴不依赖于曲面参数特 性,刀轴变化平缓,避免了分区域加工造成的接刀痕明显的现象。
59.在一个实施例中,确定对应的无干涉刀轴控制点可行域包括:根据加工叶片 型面
上的切触点确定对应的环形刀刃心点;在刃心点为球心、(r
1-r2)为半径的球 面上确定环形刀的刀心点初始域;其中,r1为环形刀半径,r2为环形刀底刃半径; 根据加工通道两侧的加工叶片型面和相邻叶片型面分别生成第一偏置面和第二 偏置面,并利用第一偏置面和第二偏置面在刀心点初始域中生成无干涉的刀心点 可行域曲面;根据第一偏置面和第二偏置面生成辅助曲面,并将刀心点可行域曲 面投影至辅助曲面上,得到刃心点a对应的无干涉刀轴控制点可行域;将刃心点 a对应的无干涉刀轴控制点可行域作为切触点的无干涉刀轴控制点可行域。
60.本发明实施例以离心叶轮的叶背型面为例,阐述了发明的具体实施步骤。
61.环形刀刀心点应满足的初始条件:
62.(1)任意刀心点到环形刀刃心点a的距离为(r
1-r2),r1为环形刀半径,r2为 环形刀底刃半径。
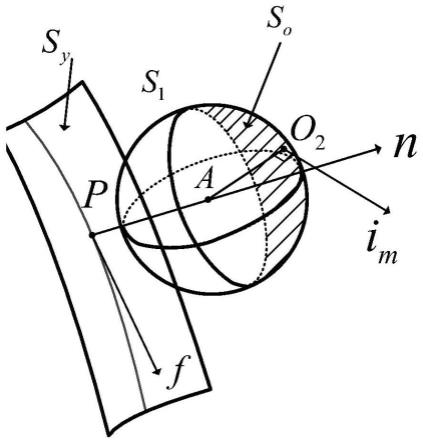
63.(2)为了避免环形刀与加工叶片sy发生全局干涉,应保证环形刀刀轴矢量im与切触点p处曲面法向矢量n之间的夹角不大于90
°
。即满足:
64.im·
n≥0
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
65.(3)由于环形刀加工叶片型面时叶轮通道的单向性,刀具刀轴应始终指向 叶尖同时沿着流道方向切削加工,即刀轴矢量im与进给方向f应满足:
66.im·
(f
×
n)≥0
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
67.综上所述,环形刀刀心点初始域so位于以刃心点a为球心、(r
1-r2)为半径 的1/4球面s1上,如图1所示。
68.在得到刀心点初始域后,在该区域内计算环形刀无干涉刀心点可行域边界, 具体步骤如下:
69.首先,以环形刀倒圆圆心刃心点a为原点,切触点曲面法矢方向n为x
l
轴, 进给方向f为z
l
轴,根据右手定理判断y
l
轴的方向,建立局部坐标系。根据空间 关系,在n同向的直线上做一点b,以a b为直径,做可与球面s1相交的球面s2, 两球面的交线为x
l
方向等高的圆弧曲线,如图2(a)所示。重复此操作可得到 一系列初始刀心点等高圆弧曲线(i=1,2,
…
n,其中n为等高圆弧曲线的总数)。
70.然后,在以点a为原点,n同向的直线上存在与每一条圆弧曲线唯一对应 的点o'
2,i
,与刀心点o2满足如图2(b)所示。由圆弧曲线上的刀心 点o
2,i
与对应的o'
2,i
构成刀轴序列(即刀轴所在的直线),以便于后续进行刀轴干涉 判断。
71.接着根据加工通道两侧的加工叶片型面和相邻叶片型面分别生成第一偏置 面和第二偏置面。具体方法为:
72.将加工叶片型面sy向叶轮加工通道方向偏置环形刀刀具半径r1,并在叶尖线 处做一个半径为r1的管道面,取其四分之一,以防止刀具与叶尖线发生碰撞,得 到偏置面s'y(即第一偏置面)。同时将相邻叶片型面sd向叶轮加工通道方向偏置 环形刀刀具半径r1,并在叶尖线处做一个半径为r1的管道曲面,取其四分之一, 得偏置面s'd(即第二偏置面)。
73.然后,利用第一偏置面和第二偏置面在刀心点初始域中生成无干涉的刀心点 可行域曲面。首先按照上述步骤将刀心点初始域离散为若干条等高弧线;在切触 点的法向矢
量延伸线上选择每条等高弧线对应的点o'
2,i
,使满足其中,a为切触点对应的刃心点,o
2,i
为等高弧线中的点;利用点o'
2,i
与等高弧线 上的点生成若干个刀轴线;选择与第一偏置面和第二偏置面均不相交的刀轴线对 应的等高弧线上的点组成无干涉的刀心点可行域曲面。
74.具体的,判断等高弧线上的点过o'
2,i
后的投影,是否与叶片偏置面相交。若 在叶片偏置面上有投影点,则说明此刀心点对应的刀轴与叶片发生干涉。通过投 影判断可获得所有无干涉刀心点可行域s的边界。
75.更为具体的,以判断刀轴与相邻叶片为例,将等高圆弧线过o'
2,i
投影。若投 影曲线全部位于偏置面s'd上,如图3(a)所示,则此等高圆弧线上的刀心点与对 应o'
2,i
构成的所有刀轴在加工过程中都与相邻叶片发生干涉。若投影点曲线与叶 片偏置面s'd的边缘线l'd相交,如图3(b)所示,则位于偏置面上s'd的投影曲线所 对应的等高圆弧线上的刀心点,与对应的o'
2,i
构成的刀轴在加工过程中与相邻叶 片发生干涉。此时选取与偏置面s'd无交点的等高圆弧线上的点为环形刀无干涉刀 心点。若等高圆弧线过o'
2,i
投影与偏置面s'd无交点,如图3(c)所示,则此等 高圆弧线上的刀心点与对应的o'
2,i
构成的刀轴在加工过程中与相邻叶片均不发生 干涉。通过以上的判别条件,即可得到无干涉刀心点的可行域曲面s。
76.然后,根据第一偏置面和第二偏置面生成辅助曲面,具体包括:将第一偏置 面的边缘线沿叶轮回转轴径向向外偏置得到第一偏置曲线;将第一偏置曲线绕叶 轮回转轴旋转至预定位置,得到辅助曲面;其中,预定位置为第二偏置面的边缘 线在第一偏置曲线旋转路径上的投影位置。
77.也就是说,取偏置面s'y的边缘线l'y并向轮毂外侧偏置一个大于加工通道深度 一半法向距离δ得到曲线l
δ
,l
δ
绕叶轮回转轴旋转得到辅助曲面s
δ
。取偏置面s'd的 边缘线为l'd,将曲线l'd投影到辅助曲面上作为曲面s
δ
的另一侧边界,s
δ
作为刀轴 控制点求解的辅助曲面,如图4所示。该图中,辅助曲面s
δ
近乎于垂直第一偏置 面和第二偏置面。
78.将无干涉刀心域s沿x
l
方向等高离散获得一系列无干涉刀心点轨迹线,按照 上述的投影方向,将无干涉刀心点轨迹线投影到辅助曲面s
δ
上,得到切触点对应 的环形刀无干涉刀轴控制点可行域如图5所示。
79.具体的,将刀心点可行域曲面切触点的法向矢量方向离散得到若干条无干涉 刀心点轨迹线;以无干涉刀心点轨迹线所在等高弧线对应的点o'
2,i
为投影点,将 无干涉刀心点轨迹线上的点投影至辅助曲面上。
80.通过上述方式得到了有一个切触点所对应的无干涉刀轴控制点可行域然 后,取垂直于叶轮回转中心线的平面,获得叶片等高位置截面线,针对截面线上 所有的切触点(p
i1
,p
i2
,
…
,p
in
),对应的无干涉刀轴控制点可行域为若 则作为等高截面线上所有切 触点(p
i1
,p
i2
,
…
,p
in
)的无干涉公共刀轴控制点可行域。
81.若说明在加工过程中,一条控制线无法控制此环形刀完 成整个型面的加工。此时可以选择更小的刀具来重新生成控制线,也可以将叶片 沿径向方向划分为若干个区域,针对每个区域来构造刀轴控制线。
82.依次从无干涉刀轴控制点的初始可行域曲面集合中任意取 点(t1,t2,
…
,tm),由(t1,t2,
…
,tm)拟合生成的空间曲线可以作为环形刀五轴加工无干 涉刀轴控制线,初始刀轴控制线lk如图6所示。构造刀轴控制线时,为了得到最 优的刀轴控制线,应按照一定准则来生成控制线。控制线的优化原则为:无干涉 刀轴控制线的累计弧长最短且曲率变化最小;
83.为了兼顾叶片上的所有切削行,应取叶片上的中间切削行对其进行优化。首 先计算出中间切削行lm上所有切触点对应的无干涉刀轴矢量集合并进行a、c角映射分解得到机床运动学 变量平面域集合(φ1,φ2,
…
,φm),并以切削行上等弧长离散的切触点的累计弧长s, 机床运动学变量a、c为坐标轴建立坐标系,如图7所示。然后对每个机床运动学 变量可行域进行离散处理。
84.为了满足累计弧长最短,首先计算样条曲线在mi(ai,ci,si)的曲率,对所有样 条曲线在机床运动学变量平面域集合(φ1,φ2,
…
,φm)上交点处曲率取和且保证曲率 和最小。即可近似得实现曲线上曲率变化最小。由此建立数学模型如下:
[0085][0086]
为了满足曲率变化最小,将曲线与机床运动学变量平面域集合(φ1,φ2,
…
,φm) 相邻交点的弧长近似用弦长代替。建立如下的数学模型:
[0087][0088]
其中,mi(ai,ci,si)∈φi。
[0089]
同时满足f
opt1
和f
opt2
的样条曲线,能保证机床运动学变量在加工过程中平稳变 化,同时避免刀轴与零件发生干涉,且刀轴平稳变化。
[0090]
最后需要进行到位点分析。在该过程中包括:
[0091]
根据控制点和切触点确定刀具的刃心点;以刃心点为球心、(r
2-r1)为半径生 成球面sa;以控制点和刃心点的连线为直径、连线的重点为球心生成球面sb;根 据球面sa和球面sb确定刀心点。
[0092]
其中,根据球面sa和球面sb确定刀心点包括:根据球面sa和球面sb确定空 间曲线圆lo;根据控制点、切触点以及切触点处的曲面法矢确定平面∑;基于空 间曲线圆lo和平面∑计算刀心点。
[0093]
具体的,对控制线进行离散可得到切触点对应的控制点。对于给定的刀轴控 制线上的控制点,在满足环形刀与叶片切触状态下,刀具姿态是唯一的。如图8 所示,为环形刀加工切触模型,根据环形刀加工曲面关系选定的控制点为t。由 环形刀结构模型可知,刀心点到刀具刃心点a的距离为r
2-r1,即存在刀心点o2位 于以a为球心,r
2-r1为半径的球面saprogrammable gate array,fpga)或者其他可编程逻辑器件、分立门或者 晶体管逻辑器件、分立硬件组件等。通用处理器可以是微处理器或者该处理器也 可以是任何常规的处理器等。
[0103]
存储器在一些实施例中可以是所述装置的内部存储单元,例如装置的硬盘或 内存。所述存储器在另一些实施例中也可以是所述装置的外部存储设备,例如所 述装置上配备的插接式硬盘,智能存储卡(smart media card,smc),安全数字 (secure digital,sd)卡,闪存卡(flash card)等。进一步地,所述存储器还可 以既包括所述装置的内部存储单元也包括外部存储设备。所述存储器用于存储操 作系统、应用程序、引导装载程序(bootloader)、数据以及其他程序等,例如所 述计算机程序的程序代码等。所述存储器还可以用于暂时地存储已经输出或者将 要输出的数据。
[0104]
需要说明的是,上述装置的具体内容,由于与本发明方法实施例基于同一构 思,其具体功能及带来的技术效果,具体可参见方法实施例部分,此处不再赘述。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。