1.本发明涉及一种用于制造车辆玻璃窗(尤其是机动车辆玻璃窗)的方法,所述玻璃窗包括玻璃以及可以使所述玻璃具有相对于所述车辆的车门竖直平移的活动性的装置。
2.本发明还涉及通过这种方法制造的玻璃窗。
背景技术:
3.本发明具体地是针对没有玻璃窗框架的车门而开发的,也就是说,针对在玻璃窗下部支承玻璃窗但不包括侧向立柱或上部立柱的车门。
4.已经开发了许多可以使玻璃窗相对于车门具有竖直活动性的方案。然而,到目前为止,很少有方案可以非常好地控制侧向固定公差,即内-外方向上的公差(即车辆在y轴的大致方向上的公差)。
5.国际专利申请wo2008074819号具体提出,可以使用两种不同的粘合材料来将玻璃固定至可以使玻璃具有沿狭槽平移的活动性的装置。第二粘合剂通过由第一粘合剂侧向地包含而以液体形式施加。
6.由于第二粘合剂是液体状态的,因此这种方案的实施受到限制。它只能通过将玻璃窗倒置地竖直定向成玻璃窗的底部朝上来实现。这种竖直定向使玻璃在参照框架的参照系中的恰当定位复杂化,这是因为这样就只能使用重力来用于玻璃窗z轴上的参照。
7.相反,玻璃的水平定位将使得可以使用重力作为z轴和y轴的参照,但这与第二粘合剂的液体状态不相容。
技术实现要素:
8.本发明旨在提出一种制造方法,与现有技术相反地,在对使玻璃具有活动性的装置进行固定期间,玻璃在空间中的取向无关紧要。
9.本发明旨在提出一种制造方法,通过该制造方法,使玻璃具有活动性的装置的固定精度(特别是在车辆y轴上)非常高;利用本发明,成品玻璃窗在y轴上的正负公差可达到0.5 mm,而在固定窗架之前,窗架和与玻璃相对的面之间可能存在大约1.5到2 mm的大的间隙。
10.本发明基于这样的构想,即当窗架被定位到与玻璃相对的适当位置上时,在呈u形的部分内部非常快速地实现窗架的机械楔紧,所用时间为通过常规黏合剂将窗架化学固定至玻璃的时间。
11.本发明还旨在提出一种比以前更快的使用单一粘合材料批量制造玻璃窗的方法,具体是一种无需等待聚合、干燥或完全固化就可以从参照框架移除玻璃窗的方法,所述参照框架用于固定使玻璃具有活动性的装置。
12.本发明旨在提出一种玻璃窗,其中,使玻璃具有活动性的装置更精确地被固定,且另外,该玻璃窗由于制造速度更快而因此制造起来花费更低。
13.本发明还旨在提出一种玻璃窗,令人惊讶的是,这种玻璃窗在其(或其多个)柔性
材料固定区域内包括:泡沫条;首先,使用柔性材料似乎与可靠且有效固定目的不相容,但正如所提出的,其允许形成补偿区域,以补偿用于玻璃窗和用于使其具有活性性的装置的各种材料的不同膨胀系数。
14.因此,本发明最广义地涉及根据权利要求1所述的用于制造车辆玻璃窗的制造方法。该玻璃窗包括具有外部面、内部面和外围侧面的玻璃,以及使所述玻璃具有相对于所述车辆的车门竖直平移的活动性的固定装置,所述固定装置位于至少一个且优选地两个固定区域内,并且包括具有呈u形的部分的窗架。根据该方法,通过至少实施以下步骤将所述固定装置固定至所述玻璃:-将所述玻璃定位到参照框架上,然后,-施加并固定两对泡沫条,将每对泡沫条施加并固定至所述固定区域且优选地每个固定区域的纵向边缘处,然后-将具有呈u形的部分的所述窗架定位到所述固定区域内,使得所述呈u形的部分包围所述玻璃的边缘和所述两对泡沫条,然后-在所述固定区域的每对泡沫条中的两个泡沫条之间,且优选地在每个固定区域的每对泡沫条中的两个泡沫条之间,将快速固化的塑性材料注入到所述呈u形的部分的内部,并且-在所述固定区域的所述两对泡沫条之间,且优选地在每个固定区域的所述两对泡沫条之间,将黏合剂注入到所述呈u形的部分的内部。
15.因此,所述快速固化的塑性材料一固化就会对与所述玻璃相对的窗架位置进行机械楔紧。没有必要也不希望将所述快速固化的塑性材料强力化学粘附至所述侧向延伸部和所述玻璃。
16.所述快速固化的塑性材料和所述黏合剂优选基本同时注入;无需等待一次注入结束后再开始另一次注入;具体地,无需等待快速固化的塑性材料固化后再注入黏合剂。因此该方法是非常快速的并且降低了制造成本。
17.所述快速固化的塑性材料可以首先被注入,决定玻璃窗批量制造速度的正是所述快速固化的塑性材料的硬化时间。
18.所述快速固化的塑性材料优选地最晚在60秒内固化。
19.优选地,只有在所述快速固化的塑性材料已经固化之后才能将玻璃窗从参照框架移除,以便使楔紧可靠。
20.所述快速固化的塑性材料优选为热塑性或热固性材料,并且优选地在固化状态下的硬度至少为60肖氏a。
21.优选地,所述快速固化的塑性材料仅注入到所述固定区域的每对泡沫条中的两个泡沫条之间,优选地仅注入到每个固定区域的每对泡沫条中的两个泡沫条之间;该材料不会从侧面溢出。所述快速固化的塑性材料在其注入后呈层状,位于玻璃和窗架的呈u形的部分之间。
22.所述黏合剂优选地仅注入到所述固定区域的所述两对泡沫条之间的所述呈u形的部分的内部,优选地仅注入到每个固定区域的所述两对泡沫条之间的所述呈u形的部分的内部;这种黏合剂优选地不会从侧面溢出。所述黏合剂在其注入后呈层状,位于玻璃和窗架的呈u形的部分之间。
23.所述快速固化的塑性材料和所述黏合剂因此被泡沫条分开,并且优选地不是仅仅一个泡沫条。因此,所述快速固化的塑性材料和所述黏合剂彼此不接触。
24.泡沫条例如是预制的柔性聚氨酯泡沫条,例如建筑物窗户周边密封所采用的类型(例如注册商标“compriband”)并且具有在小的作用力下压缩,然后恢复至其初始形状的能力。每个泡沫条优选地设置在玻璃与窗架之间,形成密封的纵向限制(沿x轴)。
25.可选地,所述黏合剂可以在快速固化的塑性材料完全固化后再注入,但玻璃的批量制造速度因而较低。
26.为使所注入的材料更好地分布,至少一次注入且优选地每次注入优选地是面对所述玻璃的侧面进行的。
27.(所述快速固化的塑性材料和全部所述黏合剂的)所述注入优选地在所述参照框架内完成:优选地,无需在各次注入之间移动玻璃,从而可以实现尽快的且尽可能可靠的固定。对于玻璃窗的制造,因此优选地在注入全部所述快速固化的塑料和全部所述黏合剂后,从参照框架移除所述玻璃。
28.所述泡沫条优选地被施加成使得它们包围所述玻璃的边缘;同时与玻璃接触。
29.优选地,通过在一对泡沫条中的两个泡沫条之间设置主注入空间,将每对泡沫条施加并固定至所述固定区域的两个纵向边缘处,所述主注入空间的长度在3.0 mm到25.0 mm之间,或体积在1到25 cm3之间。
30.所述主注入优选地在所述主注入长度中心处进行优选地,通过在所述固定区域的两对泡沫条之间设置次注入空间,将所述成对泡沫条施加并固定至所述固定区域的两个纵向边缘处,所述次注入空间的长度在20.0 mm到70.0 mm之间,或体积在5到75 cm3之间。
31.所述次注入优选地在所述次注入长度中心处进行所述快速固化的塑性材料优选地与所述玻璃的外部面、内部面和侧面接触。
32.所述黏合剂优选地与所述玻璃的外部面、内部面和侧面接触。
33.所述玻璃可以是单片的、完全层压或部分层压的。
34.所述玻璃优选地是部分层压的,在层压部分中至少包括外玻璃片材、内玻璃片材,以及位于所述外玻璃片材和所述内玻璃片材之间的粘合材料片材,所述固定区域且优选地每个固定区域是非层压的。
35.优选地,根据构成玻璃的片材之间没有气体空隙或真空空隙的含义,玻璃是部分层压玻璃。
36.有利地,所述外玻璃片材的厚度在2.85 mm到4.85 mm之间。
37.有利地,所述内玻璃片材的厚度在0.30 mm到2.60 mm之间。
38.在本发明的优选实施例中,所述内玻璃片材的厚度在1.00 mm到1.20 mm之间。
39.有利地,所述内玻璃片材的厚度是大约1.1 mm、大约1.6 mm和大约2.1 mm时,所述内玻璃片材的最大表面应力分别为20 mpa、30 mpa和40 mpa。“大约”在此指本领域技术人员视为标准值的数值,即使局部该值可能在正负10%的范围内变化。
40.至少一次且优选地每次注入是优选地通过注入孔、穿过所述窗架来完成的。
41.在本发明的含义中,可以使所述玻璃具有活动性的所述装置可以包括窗架或固定托(英文为“holder”)或导轨或滑道。
42.优选地,可以使所述玻璃具有活动性的所述装置不包括部分或全部穿过所述玻璃的孔(也就是说,在其组成元件的部分厚度或整个厚度上,或者在玻璃包括多个元件的位置处的一部分厚度上,甚至或者在玻璃的整个厚度上)。
43.本发明还涉及一种车辆玻璃窗,具体是通过实施根据本发明的制造方法获得的车辆玻璃窗,所述玻璃窗包括具有外部面、内部面和外围侧面的玻璃,以及使所述玻璃具有相对于所述车辆的车门竖直平移的活动性的固定装置,所述固定装置位于至少一个且优选地两个固定区域内,并且包括具有呈u形的部分的窗架,所述玻璃窗的特征在于:-两对泡沫条被固定,每对泡沫条固定至所述固定区域且优选地每个固定区域的纵向边缘处,-具有呈u形的部分的所述窗架位于所述固定区域内,使得所述呈u形的部分包围所述玻璃的边缘和所述两对泡沫条,-在所述固定区域的每对泡沫条中的两个泡沫条之间,且优选地在每个固定区域的每对泡沫条中的两个泡沫条之间,快速固化的塑性材料穿过所述窗架注入到所述呈u形的部分的内部,并且-在所述固定区域的所述两对泡沫条之间,且优选地在每个固定区域的成对泡沫条之间,黏合剂穿过所述窗架注入到所述呈u形的部分的内部。
44.优选地,至少一个且优选地每个窗架包括至少一个且优选地两个甚至优选地三个注入孔。
45.在本文中,当阐明呈u形的部分或形状包围玻璃的边缘时,必须理解的是,呈u形的部分或形状内部遵循玻璃的两个相对面和侧面的总体形状;整个呈u形的部分或形状与玻璃的两个相对面和侧面没有完全接触,这是因为它们之间存在为黏合剂、泡沫条或快速固化的塑性材料留出的空间。
46.在本文中,对于所提及的范围,范围的边界包括在范围内。
[0047]“侧面”或“边界”是指片材的窄边,其大体上横向地位于片材的两个主面之间。
[0048]
因此,根据本发明的制造玻璃窗的方法更易于实施,这是因为玻璃可以在任何位置中(且特别是在从重力角度最合适的位置中)保持在参照框架中,同时实施起来更快,因为无需等待黏合剂聚合或干燥或完全固化即可将玻璃从参照框架移除;只需等待快速固化的塑性材料固化即可。
[0049]
本发明已被开发用于装配在车门内的玻璃窗,所述车门没有侧向立柱或在玻璃窗升高(关闭)时处于玻璃窗处的上部立柱。
[0050]
尤其有利地,本发明可以利用能够使玻璃具有活动性的装置来制作玻璃窗,该装置以非常高的精度(特别是在y轴上的精度)固定至玻璃,并且具有非常高的可靠性,同时又是轻的,并且同时允许差动膨胀(补偿不同膨胀系数)。
附图说明
[0051]
通过阅读以下非限制性实施例的详细描述和附图,将更好地理解本发明:图1示出了根据本发明的实施例的车辆的单片活动前玻璃窗的内部面视图,带有两个窗架;图2示出了适用于部分层压玻璃的根据本发明的制造方法开始时参照框架的透视
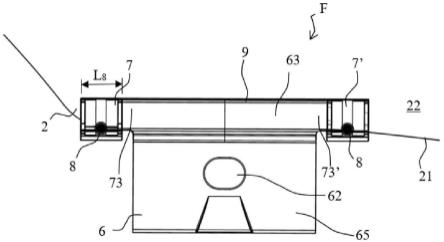
图;图3示出了根据本发明的制造方法开始时参照框架的另一透视图;图4示出了施加泡沫条后部分层压玻璃的俯视图;图5示出了施加泡沫条后部分层压玻璃的固定区域的局部透视图;图6示出了注入快速固化的塑性材料的局部仰视透视图;图7示出了注入快速固化的塑性材料之前的部分层压玻璃的固定区域的局部仰视透视图;图8示出了注入快速固化的塑性材料的局部仰视图;图9示出了注入黏合剂之前的部分层压玻璃的固定区域的局部仰视透视图;图10示出了注入黏合剂的局部仰视图。
具体实施方式
[0052]
为了便于阅读,附图中示出的各元件之间在分别呈现的每个图中未严格遵照比例。
[0053]
图1示出了根据本发明的实施例的从该车辆的内部观察时的车辆的左侧玻璃窗1。
[0054]
具体地,这是机动车辆车门的侧玻璃窗(在图1中不可见),该侧玻璃窗可相对于该车门大致沿竖直方向在打开位置和关闭位置之间平移,在所述打开位置中,玻璃窗整个地或几乎整个地位于车门内部,在所述关闭位置中,玻璃窗使车门的窗口闭合。
[0055]
因此,该玻璃窗在关闭位置上实现了车辆内部的内部空间i和车辆外部的外部空间e之间的竖直分离。
[0056]
因此,“外部”和“内部”在本文中是分别相对于该外部空间e和该内部空间i而言的。
[0057]
由于是侧玻璃窗,因此它大致沿着通常称为车辆的“x轴”的轴线延伸,该轴线是车辆前进时的中央纵向轴线,所述车辆配有根据本发明的玻璃窗作为车辆左侧的侧玻璃窗,并且该轴线对应于[图1]中片材所在平面内的水平轴线。
[0058]
玻璃窗相对于车门的活动性大致是竖直的,在该方向上,这种活动性是在z轴上产生的,并且在横轴y上可能有一个小分量,在[图1]中未示出。
[0059]
在所示的实施方式中,玻璃窗1是一体成型的。
[0060]
在图1中,玻璃窗1包括单片玻璃2':它由唯一的玻璃片材或塑性材料片材构成,优选地由玻璃制成。
[0061]
在说明书下文中,参照图2至10,选择描述本发明在最复杂的玻璃窗1构造中的应用:当玻璃窗包括弯曲的(即不平坦)且部分层压的玻璃2时。
[0062]
玻璃2、2'具有第一侧向边缘23、第二侧向边缘24、上部边缘25和下部边缘26。玻璃的第一侧向边缘23和第二侧向边缘24分别设置在玻璃朝向车辆前部的部分中和玻璃朝向车辆后部的部分中。玻璃的上部边缘25和下部边缘26分别设置在玻璃朝向车顶的部分中和玻璃朝向地板的部分中。
[0063]
部分层压的玻璃2包括主要层压部分。在该层压部分中,玻璃从外到内按以下顺序至少包括:外玻璃片材3、粘合材料夹层片材4和内玻璃片材5;然而,可以在外玻璃片材3和粘合材料夹层片材4之间或在粘合材料夹层片材4和内层玻璃片5之间插入至少一个其他片
材。在图2中,透过内玻璃片材5可以看到粘合材料夹层片材4和外玻璃片材3。
[0064]
在层压部分中,外玻璃片材3具有朝向外部空间e的外部面30、朝向粘合材料夹层片材4的中间面32以及位于这两个面之间的外围侧面31。此外,外玻璃片材3具有第一侧向边缘33、第二侧向边缘34、上部边缘35和下部边缘36。外玻璃片材3的第一侧向边缘33和第二侧向边缘34分别设置在外玻璃片材3朝向车辆前部的部分中和外玻璃片材3朝向车辆后部的部分中。外玻璃片材3的上部边缘35和下部边缘36分别设置在外玻璃片材3朝向车顶的部分中和外玻璃片材3朝向车辆底盘的部分中。
[0065]
内玻璃片材5具有朝向粘合材料夹层片材4的中间面50,朝向内部空间i的内部面52、以及位于这两个面之间的外围侧面51。此外,内玻璃片材5具有第一侧向边缘53、第二侧向边缘54、上部边缘55和下部边缘56。内玻璃片材5的第一侧向边缘53和第二侧向边缘54分别设置在内玻璃片材5朝向车辆前部的部分中和内玻璃片材5朝向车辆后部的部分中。内玻璃片材5的上部边缘55和下部边缘56分别设置在内玻璃片材5朝向车顶的部分中和内玻璃片材5朝向车辆底盘的部分中。
[0066]
粘合材料夹层片材4具有朝中间面32并且在此与该中间面32接触的外中间面40、朝向中间面50并且在此与该中间面50接触的内中间面42、以及位于这两个中间面40、42之间的外围侧面41。此外,粘合材料夹层片材4具有第一侧向边缘43、第二侧向边缘44、上部边缘45和下部边缘46。粘合材料夹层片材4的第一侧向边缘43和第二侧向边缘44分别设置在粘合材料夹层片材4朝向车辆前部的部分中和粘合材料夹层片材4朝向车辆后部的部分中。粘合材料夹层片材4的上部边缘45和下部边缘46分别设置在粘合材料夹层片材4朝向车顶的部分中和粘合材料夹层片材4朝向车辆底盘的部分中。
[0067]
外玻璃片材3是在制造部分层压玻璃2之前经过热弯曲操作的玻璃片材,并且其厚度在2.85到4.85 mm之间,例如3.50 mm。外玻璃片材3可以具有至少80 mpa同时小于200 mpa的表面应力。
[0068]
内玻璃片材5可以是经过热钢化或半钢化操作的玻璃片材,其厚度在0.70到2.60 mm之间,甚至在0.70到2.50 mm之间,甚至在0.70到2.30 mm之间,或者甚至在0.70到2.10 mm之间,例如为1.10或1.60 mm。钢化或半钢化操作具有制造速度非常快的优点。事实上,平均而言,一分钟可以生产大约20件玻璃片材。此外,钢化或半钢化操作使得厚度为大约1.10 mm、大约1.60 mm和大约2.10 mm的玻璃片材上分别产生大约20 mpa、30 mpa和40 mpa的表面应力。
[0069]
作为变型,内玻璃片材5可以是经过化学钢化操作的玻璃片材,其厚度在0.30到1.60 mm之间,甚至在0.50到1.50 mm之间,甚至在0.70到1.20 mm之间,例如为1.10 mm。化学钢化操作可以产生至少200 mpa的表面应力。
[0070]
粘合材料夹层片材4例如是聚乙烯醇缩丁醛(pvb)片材,其厚度在0.30到1.50 mm之间,例如为0.78 mm。该粘合材料片材4优选地与内玻璃片材5具有相同尺寸,即x轴上的长度和z轴上的高度。
[0071]
玻璃2包括除上述三个尺寸之外的一个或多个其他片材的情况下,外玻璃片材3是最外面的层压玻璃片材。
[0072]
图2所示为,玻璃2具有外玻璃片材3的外部面30构成的外部面20、内玻璃片材5的内部面52构成的内部面22,以及位于这两个面之间的外围侧面21,外围侧面21对应于外玻
璃片材3的外围侧面31、粘合材料片材4的外围侧面41和内玻璃片材5的外围侧面51。
[0073]
在图1和图2中,被称为“视线”或“视线边界”的虚线vl体现了玻璃窗1在其中滑动的车门框的顶部。竖直地观察玻璃窗时,该视线vl将玻璃分成玻璃掩蔽部分hp和玻璃可见部分vp,无论所述玻璃相对于所述车门的位置如何,所述玻璃掩蔽部分均位于所述视线vl下方,以便掩蔽在所述车门内部,而所述玻璃可见部分位于所述视线vl上方。
[0074]
在玻璃窗的掩蔽部分中,在直线vl下方,玻璃窗具有一个且在此优选地两个固定区域f、f',每个区域旨在容纳使玻璃具有相对于车辆的车门竖直平移的活动性的装置。在成品玻璃窗中,每个固定区域f、f'包括固定至玻璃的窗架6、6',就如下面将要更详细说明的。
[0075]
因此除玻璃2、2'以外,玻璃窗沿至少一条下部边缘26的至少一部分还包括至少一个窗架,该窗架可以容纳连接部件(未示出),其目的是可以将窗架连接到用于升降玻璃窗的移动系统中。一些文件将此称为“调节器”系统。
[0076]
因此玻璃窗在其使用构造中优选地包括两个窗架。
[0077]
图2至图10所示的构造中,每个固定区域f、f'在整个区域内是非层压的:构成层压部分中最低限度层压的三个元件中,有至少一个不在整个这个(或这些)固定区域内。然而,玻璃2当然可以是完全层压的并且因此也在固定区域f、f'内是层压的。
[0078]
在图2至图10所示的构造中,每个非层压固定区域f、f'内仅存在外玻璃片材3;内玻璃片材5和粘合材料片材4均缺失;可以存在粘合材料片材4,但这会产生不必要的额外厚度。
[0079]
为了形成非层压固定区域f、f',内玻璃片材5的下部边缘56以及粘合材料片材4的下部边缘46远高于外玻璃片材3的下部边缘36。内玻璃片材5的下部边缘56和下部边缘46大致位于视线vl和外玻璃片材3的下部边缘36之间竖直方向的中间处。
[0080]
优选地,玻璃窗的任何固定区域f、f'均不包括固定孔。
[0081]
两个窗架6、6'不一定严格相同,但每个都具有大致u形的横截面,其包围下部边缘26的纵向部分,更准确地说,包围外玻璃片材3的下部边缘36的纵向部分,其自身不与粘合材料片材4或内玻璃片材5接触。
[0082]
在此所示的实施例中,使玻璃2、2'相对于车辆的车门具有竖直平移活动性的装置包括至少一个且优选地至少两个窗架6、6',所述窗架的横截面大致为倒h形或音叉形,即u形,尾部相对于呈u形的部分的两个侧壁延伸。
[0083]
该(或每个)窗架可以由塑性材料制成,例如聚酰胺、聚对苯二甲酸丁二醇酯,或者由金属合金制成,例如铝合金。
[0084]
因此具体如图3所示,每个窗架6、6'都具有:-第一部分,由通过其底部连接的两个平行壁63、64构成,并形成纵向凹槽,也就是说形成u形横截面,以及-第二部分,由尾部65构成,所述尾部相对于连接这些壁的底部与平行壁63、64相对延伸。
[0085]
尾部65用于连接未示出的机动驱动系统,以使玻璃窗1可以在车门中上升和下降。窗架的这种h形状是特别有利的,这是因为它可以在在对应于壁63、64内表面积之和的大的表面上,在窗架与玻璃之间传递力。
[0086]
进行组装,以使所述h形的所述壁63、64将玻璃2、2'包围到其底部中,尾部65则大致在玻璃2、2'的延长部中。
[0087]
更确切地说,对于部分层压的玻璃2,呈u形的部分包围外玻璃片材3的下部边缘36,并且仅包围该下部边缘36;它不包围内玻璃片材5的下部边缘56,并且优选地也不包围粘合材料片材4的下部边缘46。
[0088]
将带有单层玻璃2'或部分层压玻璃2的窗架组装到参照框架10上,该框架可以控制窗架/玻璃整体上的公差。
[0089]
对窗架定位和固定前,首先,将玻璃正确定位(“聚焦”)到具有多个定位止挡件y1、y2、y3、y4、z1、z2、z3的安装夹具中,这些定位止挡件表示车辆的玻璃的法向平面。
[0090]
大致沿y轴定位止挡件:y1、y2、y3、y4分别位于立柱上,分别为ry1、ry2、ry3、ry4。
[0091]
大致沿z轴的定位止挡件:z1、z2、z3分别位于立柱上,分别为rz1、rz2、rz3。
[0092]
一旦玻璃2被正确定位并保持在参照框架10中,如[图2]和[图3]所示,操作员或机器人的关节臂执行该方法的第二步骤,如[图4]和[图5]所示:在每个固定区域f、f'内,抓住四个泡沫条71、72、73、74并成对7、7'定位,从而施加并固定两对7、7'泡沫条,将每对泡沫条固定至每个固定区域f、f'的纵向边缘处。因此,对于玻璃窗1,有八个泡沫条71、72、73、74。
[0093]
将每个泡沫条71、72、73、74施加成使其包围玻璃2的边缘:施加每个泡沫条71、72、73、74并抵靠固定区域内的外部面20、侧面21和内部面22黏合。
[0094]
每个泡沫条优选地是一体的,因为这样更容易定位,但是理想情况下,每个泡沫条可以被制成几个部分。它是预制的,并且施加在玻璃表面上之前,可能通过略微压缩而具有足够的厚度以使玻璃和窗架之间具有侧向密封性(沿y轴或沿着与玻璃侧面相对的z轴)。
[0095]
每个泡沫条的长度(沿x轴)约为2.0至10.0 mm,例如在此为5.0 mm。
[0096]
一旦例如通过黏合而被定位并固定至玻璃2,则每个泡沫条将保留并存在于成品玻璃窗1中(准备安装到某个车门中或安装到该车门中)。
[0097]
在第三步骤中,如[图6]所示,每个窗架定位到与玻璃的下部边缘相对的固定区域f、f'内,使得呈u形的部分包围所述玻璃的下部边缘26和两对泡沫条7、7'。
[0098]
在该步骤中,泡沫条一方面在玻璃2的面20、22和呈u形的壁63、64之间,且另一方面在玻璃2的侧面21和u形的底部之间侧向(沿y轴)压缩。
[0099]
窗架6、6'与玻璃2相对的正确定位是利用窗架支承件11、11'来实现的。这种定位是在成品玻璃窗中的期望的最终定位。
[0100]
每个泡沫条用于形成后续所注入材料的密封的纵向边界(沿x轴)。
[0101]
因此对于每个固定区域,有三个注入空间:-两个主注入空间pis,其是在每对泡沫条中的两个泡沫条之间形成的,也就是说,在成对泡沫条7中的泡沫条71和泡沫条72之间,以及成对泡沫条7'中的泡沫条73和泡沫条74之间。
[0102]-两个次注入空间sis,其是在两对泡沫条7、7'之间形成的,也就是说,在泡沫条72和泡沫条73之间。
[0103]
每个注入空间是u形的并且包围玻璃的下部边缘。
[0104]
该(或每个)主注入空间的长度pil(沿x轴)在3.0 mm到25.0 mm之间,例如8.0 mm;或者体积piv在1到25 cm3之间。
[0105]
次注入空间的长度sil(沿x轴)在20.0mm到70.0mm之间,例如30.0mm;或者体积siv在5到75cm3之间。
[0106]
在第四步骤中,如[图7]和[图8]所示,快速固化的塑性材料8被注入到窗架的呈u形的部分的内部,同时在:-分别为7;7'的每对泡沫条中的两个泡沫条71、72;73、74之间,以及-玻璃2和窗架的呈u形的部分的内部面之间。
[0107]
因此在该步骤中,填充每个主注入空间pis。
[0108]
快速固化的塑性材料8例如在60秒或更短时间内固化。在此,它是热塑性或热固性材料,并且优选地在固化状态下的硬度至少为60肖氏a。具体地可以是热塑弹性体(tpe)、聚酰胺等,在此具体是“hotmelttecbond240-12-300”材料。
[0109]
主注入(或每次主注入)是在主注入长度pil中心处进行的,从而使得注入的材料正确地分布到主注入空间中。该主注入(或每次主注入)是通过注入孔80、80'、穿过窗架壁来完成的。这些注入孔80、80'位于呈u形的部分的底部,从而能够面对玻璃2的侧面21进行注入,然后使注入的材料正确地分布到主注入空间中。
[0110]
对于窗架,优选地同时进行两次主注入,从而缩短该制造方法的总时长,并且使由于注入而产生的作用力分布在窗架的每一侧。对于有两个窗架的玻璃窗,优选地同时进行四次主注入,从而缩短该制造方法的总时长。
[0111]
在第五步骤中,如[图9]和[图10]所示,在两对7、7'泡沫条之间,黏合剂9被注入到所述呈u形的部分的内部,位于在泡沫条72和泡沫条73之间的次注入空间内。
[0112]
该第五步骤优选地与第四步骤同时进行;无需快速固化的塑性材料8固化后再进行黏合剂9注入。
[0113]
次注入是在主注入长度pil中心处进行的,即泡沫条72和泡沫条73之间距离的中心处,从而使得注入的材料正确地分布到次注入空间中。该次注入是通过注入孔90、穿过窗架壁来完成的。这些注入孔90位于呈u形的部分的底部,从而能够面对玻璃2的侧面21进行注入,然后使注入的材料正确地分布到次注入空间中。
[0114]
黏合剂9例如是热固性树脂,例如基于聚氨酯的单组分或双组分,含或不含促进剂。黏合剂的固化时间无关紧要,可以很长,因为窗架已经被快速固化的塑性材料8正确地固定至玻璃。
[0115]
从第一步骤到第五步骤,玻璃2被保持在参照框架10中而不会移动。在第五步骤之后,一旦主注入和次注入完成并且快速固化的塑性材料8已充分固化(不一定完全固化),可以立即将玻璃窗1从参照框架10上移除;无需等待黏合剂9聚合或固化。
[0116]
因此窗架6、6'包括:-至少两个注入孔:快速固化的塑性材料8的注入孔80和黏合剂9的注入孔90。
[0117]-并且在此为三个注入孔:快速固化的塑性材料8的注入孔80、80'和黏合剂9的注入孔90。
[0118]
因此所有注入是通过注入孔80、80'、90,穿过窗架6、6'来完成的。通过分析成品玻璃窗1,可以看到快速固化的塑性材料8以及黏合剂9已然穿过窗架6、6'注入,因为在孔80、80'、90中可能残留有所注入的材料。
[0119]
有利地,所注入的材料没有上边界(沿z轴)。对注入和注入量的控制足以确保主注
入空间和次注入空间都充满了所注入的材料。
[0120]
理想情况下,可以设想至少一次或每次注入都是通过窗架的呈u形的部分的顶部开口来完成的;然而,由于需要在注入过程中排出注入空间存内的空气,因此注入更难以控制。
[0121]
由于同一系列的玻璃2、2'在固定区域f、f'内的几何偏差,因此同一系列的各个玻璃窗之间,黏合剂9的厚度是不均匀的,并且因每块玻璃在固定区域内的实际几何尺寸而异。快速固化的粘合材料8可以固定窗架和玻璃的特定位置,这可能因同一系列的每块玻璃、黏合剂9在窗架和玻璃之间完成化学粘合的时间而异。
[0122]
考虑到同一系列的玻璃窗中玻璃本身在该y轴上的形状与其他玻璃的形状有所不同,快速固化的粘合材料8具体地能够以非常高的精度固定在y轴上的位置。
[0123]
因此,通过塑性材料8将窗架物理楔紧到玻璃2、2'上实施起来快速且可靠:可以通过黏合剂9进行化学固定而不存在窗架相对于玻璃移动的风险。这种化学固定可靠且精确;没有必要通过将窗架机械连接到玻璃来完善它。
[0124]
在同一系列的玻璃窗中(用于同类型的车辆),窗架的最终位置取决于每块玻璃的实际构造,并且该最终位置首先通过快速固化的塑性材料8固定,然后通过黏合剂9固定。
[0125]
尽管这不是所希望的,因为它增加了一个额外的步骤,但是可以提供窗架,具体是其尾部65,然后再加以改进,从而修改其结构,如在国际专利申请wo200598187中所提出的那样。
[0126]
在一种未示出的变型中,内玻璃片材5的侧面51和粘合材料片材4的侧面41位于所述外玻璃片材3的侧面31下方,从而形成具有一定宽度的沿向心方向延伸的内凹部,并且该内凹部是特殊的,这是因为它不完全在外围上;它不是沿玻璃的整个外围延伸的;在至少一个掩蔽对准区域内,没有内凹部,并且所述内玻璃片材5的侧面51和所述粘合材料片材4的侧面41均在外玻璃片材3的侧面31的横向延长部中;这个掩蔽对准区域位于玻璃掩蔽部分hp中,从而使其一直掩蔽在门框内部,无论玻璃窗相对于该车门的位置如何(玻璃窗打开或关闭或者介于两者之间的中间位置)。
[0127]
因此,在这种变型中,位于视野边界vl以下的玻璃窗的整个部分可能不包括内凹部:在视野边界vl以下的这部分,当玻璃窗关闭时,在门框内,可能使外玻璃片材3的侧面31在其长度的一个(几个)部分上,甚至在其整个长度上,即与内玻璃片材5的侧面51具有连续性,或者甚至可以使外玻璃片材3的侧面31在其长度的一个(或几个)部分上,或者甚至在其整个长度上,在离心方向上比内玻璃片材5的侧面51延伸得更远。
[0128]
例如可以是,仅在使玻璃2相对于车门具有平移活动性的装置处,内玻璃片材5的侧面51与外玻璃片材3的侧面31具有连续性。
[0129]
在视线边界vl下方,车辆的车门可具有至少一个无立柱部分。因此,可以使车门:-不包括侧向前立柱,并且邻近车身的一部分(在英语中也称为“piliera”或“a-pillar”)用于对玻璃窗导向,和/或-不包括侧向后立柱,并且邻近车身的一部分(在英语中也称为“pilierb”或“b-pillar”)用于对玻璃窗导向。
[0130]
上文所述是对本发明的示例性描述。注意,在不脱离例如权利要求所述的专利范围的情况下,本领域的技术人员可实现本发明的各种变型。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。