1.本技术涉及汽车零件技术领域,具体涉及一种快速检测零件两端角度偏差的检具。
背景技术:
2.汽车零部件生产领域,用于方便快速大批量地测量检验某形状较为复杂的异型零件,该异型零件形状比较复杂,其中间为圆柱形杆部,两端具有形状不同的齿形,其中一端为规则的六方形状,一端有6个齿状结构。一般要求两端角度相位公差为(-1
°
, 1
°
),如果有超差,就不符合尺寸要求,即判为不合格产品。此零件用于某车型的安全带盒子内的功能零件,该件齿形与其他零件精密装配,如有超差,将导致装配失效,或功能受损。此零件为冷镦方式生产,生产效率较高,每年计划生产的数量较多,每批次约为20万件左右,客户要求所有产品必须每件检验,确保全部产品100%合格。
3.上述复杂的异型零件的所有尺寸虽然采用专用的测量仪器(例如三坐标测量机)等可以测量出来,但存在以下缺点:1)操作复杂,对操作人员要求高,非专业人士难以掌握;2)检测时间较长,每件至少需要三分钟,检测效率低;3)且操作人员需要全程值守,劳动强度大,对于上万件的产品,如果需要逐个检验,操作人员长时间重复性机械劳动,眼、手及肩膀等部位十分疲劳;4)分拣效率低,每人每天大约可完成200件左右产品的检验;5)测量用的投影仪属于较为精密的光学仪器,价格昂贵,使用成本较高,难以满足上万件产品的生产测量需求。
技术实现要素:
4.为此,本技术提供一种快速检测零件两端角度偏差的检具,以解决现有技术存在的对复杂异型零件尺寸检测时,测量仪器操作复杂、检测效率低且成本高的问题。
5.为了实现上述目的,本技术提供如下技术方案:
6.一种快速检测零件两端角度偏差的检具,其特征在于,包括:第一检具和第二检具,所述第一检具和第二检具用于对被测零件两端的角度进行偏差检测;
7.所述第一检具与所述被测零件的左半部分适配连接,且第一检具包括第一内孔,所述第一内孔的形状、尺寸分别与所述被测零件左端纵截面的形状、尺寸相匹配;
8.所述第二检具与所述被测零件的右半部分适配连接,且第二检具包括第二内孔,所述第二内孔的形状、尺寸分别与所述被测零件右端纵截面的形状、尺寸相匹配;
9.所述第一检具的外壁沿轴向设置有两条第一刻线,所述第二检具的外壁沿轴向设置有第二刻线。
10.可选地,所述第一内孔包括中间孔和与所述中间孔连通的六个边孔,六个所述边孔沿所述中间孔的径向且间隔设置;所述第二内孔为六边形孔。
11.可选地,所述第一检具的右端沿外壁设置有第一凸环,所述第二检具的左端沿外壁设置有第二凸环;所述第一凸环与第二凸环外壁的直径相等。
12.可选地,两条所述第一刻线设置所述第一凸环上;所述第二刻线设置所述第二凸环上;两条所述第一刻线的外侧还分别对称设置有两条第三刻线。
13.可选地,所述第一检具的端部设置有第一导入段并对应于第一内孔处,所述第一导入段包括设置在第一检具端面的一圈第一倒角;
14.所述第二检具的端部设置有第二导入段并对应于第二内孔处,所述第二导入段包括设置在第二检具端面的一圈第二倒角。
15.可选地,所述第一倒角、第二倒角沿轴向的长度均为0.5-1.5mm。
16.可选地,所述第一检具和第二检具的长度之和小于或等于所述被测零件的总长度。
17.可选地,所述第一检具和第二检具的长度相等。
18.可选地,两个所述第一刻线均沿第一内孔延伸至第一检具的一个凸顶处并对应于中心线,且两个所述第一刻线与所述中心线构成的角度均为1
°
。
19.可选地,所述第一检具、第二检具的内表面均为抛光表面;所述第一检具、第二检具采用模具钢制造。
20.相比现有技术,本技术至少具有以下有益效果:
21.1、本技术提供了一种快速检测零件两端角度偏差的检具,包括第一检具和第二检具,第一检具与被测零件的左半部分适配连接,且第一检具包括第一内孔,所述第一内孔的形状、尺寸分别与被测零件左端纵截面的形状、尺寸相匹配;第二检具与被测零件的右半部分适配连接,且第二检具包括第二内孔,第二内孔的形状、尺寸分别与被测零件右端纵截面的形状、尺寸相匹配;第一检具的外壁沿轴向设置有两条第一刻线,第二检具的外壁沿轴向设置有第二刻线;本技术在使用时,能快速地进行第一检具、第二检具与被测零件的插装,通过第一刻线和第二刻线的设置能够快速鉴别被测零件是否合格,操作方便,结构简单,省时省力,检测效率高,劳动强度小;价格低,使用成本降低,使用方便,利于推广;相对传统测量方式,大大简化了测量工作,把测量分拣人员从单调重复的简单劳动中解放出来,降低了人员的劳动强度,提高了人员的劳动效率;生产效率提高,可靠性提高,测量精度提高。
22.2、本技术第一导入段和第二导入段的设置,使得被测零件的左端齿、右端齿能够较为顺畅地进入第一检具的第一内孔、第二检具的第二内孔中,在大批量检验过程中,大大提高了工作效率。
23.3、本技术在第一检具的第一内孔处、第二检具的第二内孔处、第一检具和第二检具外圆柱面的同心度、各自的直径尺寸均按照图纸理论极限尺寸生成轮廓来制造,可保留0.005mm公差量,表面抛光,避免毛刺突起,提高了检测效率。
24.4、本技术第一检具、第二检具采用模具钢制造,并运用特殊的热处理工艺,保持第一检具和第二检具尺寸和形状的稳定性。
25.5、本技术第三刻线的设置进一步提高了测量精度。
附图说明
26.为了更直观地说明现有技术以及本技术,下面给出几个示例性的附图。应当理解,附图中所示的具体形状、构造,通常不应视为实现本技术时的限定条件;例如,本领域技术人员基于本技术揭示的技术构思和示例性的附图,有能力对某些单元(部件)的增/减/归属
划分、具体形状、位置关系、连接方式、尺寸比例关系等容易作出常规的调整或进一步的优化。
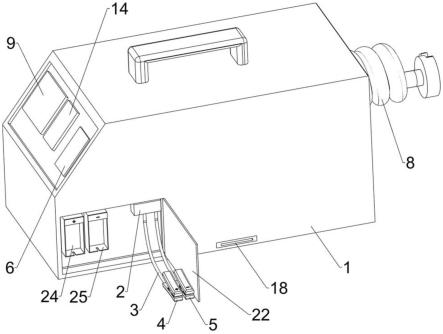
27.图1为本技术实施例一提供的分解结构示意图;
28.图2为本技术实施例一提供的检测时的结构示意图一;
29.图3为本技术实施例一提供的检测时的结构示意图二;
30.图4为图2所示的正视图;
31.图5为图1所示的被测零件的结构示意图一;
32.图6为图1所示的被测零件的结构示意图二;
33.图7为图1所示的被测零件的左视图和右视图;
34.图8为图1所示的第一检具的结构示意图、侧视图和剖视图;
35.图9为图8所示在第一内孔处的结构示意图;
36.图10为图8中第一检具的在第一刻线处的侧视示意图;
37.图11为图1所示的第二检具的结构示意图、侧视图和剖视图;
38.图12为图11所示在第二内孔处的结构示意图;
39.图13为图10中第二检具的在第二刻线处的侧视示意图;
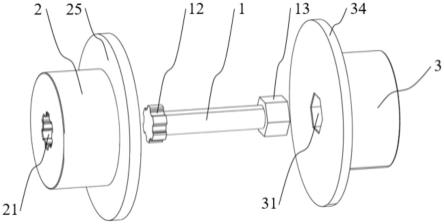
40.图14为本技术实施例二提供的分解结构示意图一;
41.图15为本技术实施例二提供的分解结构示意图二;
42.图16为本技术实施例二提供的检测时的结构示意图一和结构示意图二;
43.图17为图14所示的正视图。
44.附图标记说明:
45.1、被测零件;11、圆柱形杆;12、左端齿;121、凹底;13、右端齿;131、尖部;2、第一检具;21、第一内孔;211、中间孔;212、边孔;22、第一刻线;23、第一导入段;24、凸顶;25、第一凸环;26、第三刻线;3、第二检具;31、第二内孔;32、第二刻线;33、第二导入段;34、第二凸环。
具体实施方式
46.以下结合附图,通过具体实施例对本技术作进一步详述。
47.在本技术的描述中:除非另有说明,“多个”的含义是两个或两个以上。本技术中的术语“第一”、“第二”、“第三”等旨在区别指代的对象,而不具有技术内涵方面的特别意义(例如,不应理解为对重要程度或次序等的强调)。“包括”、“包含”、“具有”等表述方式,同时还意味着“不限于”(某些单元、部件、材料、步骤等)。
48.本技术中所引用的如“上”、“下”、“左”、“右”、“中间”等的用语,通常是为了便于对照附图直观理解,而并非对实际产品中位置关系的绝对限定。在未脱离本技术揭示的技术构思的情况下,这些相对位置关系的改变,当亦视为本技术表述的范畴。
49.实施例一
50.本实施例提供了一种快速检测零件两端角度偏差的检具,应用于汽车零部件生产领域,用于方便快速大批量地测量检验形状较为复杂的异型零件。
51.参见图1至图4,本快速检测零件两端角度偏差的检具包括:第一检具2和第二检具3,第一检具和第二检具3用于对被测零件1两端的角度进行偏差检测;如图5至图7所示,被
测零件1包括位于中间段的圆柱形杆11,圆柱形杆11的两端为齿形,其左端齿12具有六个齿,为六个花瓣形状,且均匀分布,右端齿13为规则的六边形形状;左端齿12中每两个相邻两个花瓣状齿之间的凹底121与右端齿13中每两个边所构成的尖部131相对应;中间段圆柱形杆11的外径小于左端齿12的最小直径,同时也小于六边形右端齿13中对称边之间的距离;左端齿12、圆柱形杆11及右端齿13位于同一轴心,且为一体件。
52.如图1至图4所示,第一检具2与被测零件1的左半部分适配连接,且第一检具2包括第一内孔21,如图8至图10所示,第一内孔21的形状、尺寸分别与被测零件1左端纵截面的形状、尺寸相匹配;第二检具3与被测零件1的右半部分适配连接,且第二检具3包括第二内孔31,如图11至图13所示,第二内孔31的形状、尺寸分别与被测零件1右端纵截面的形状、尺寸相匹配;
53.如图4、图10及图13所示,第一检具2的外壁沿轴向设置有两条第一刻线22,第二检具3的外壁沿轴向设置有第二刻线32,第一刻线22和第二刻线32用于在第一检具2、第二检具3对被测零件1检测时进行判断。
54.优选地,如图8所示,第一内孔21包括中间孔211和与中间孔211连通的六个边孔212,六个边孔212沿中间孔211的径向且间隔均布,第一内孔21的形状为六个花瓣状孔;如图11所示,第二内孔31为六边形孔。
55.优选地,如图9所示,第一检具2的端部设置有第一导入段23并对应于第一内孔21处,第一导入段23包括设置在第一检具2端面的一圈第一倒角;
56.如图12所示,第二检具3的端部设置有第二导入段33并对应于第二内孔31处,第二导入段33包括设置在第二检具3端面的一圈第二倒角。
57.第一导入段23和第二导入段33的设置,使得被测零件1的左端齿12、右端齿13能够较为顺畅地进入第一检具2的第一内孔21、第二检具3的第二内孔31,在大批量检验过程中,可大大提高工作效率。
58.进一步优选地,第一倒角、第二倒角沿轴向的长度为0.5-1.5mm,最优选为1mm。
59.优选地,第一检具2和第二检具3的长度之和小于或等于被测零件1的总长度;第一检具2和第二检具3的长度相等。
60.优选地,第一检具2、第二检具3的内表面分别对应于第一内孔21、第二内孔31处均为抛光后的光滑表面。
61.优选地,两个第一刻线22均沿第一内孔21延伸至第一检具2的一个凸顶24处并对应于中心线,且两个第一刻线22与中心线构成的角度均为1
°
,即两个第一刻线22之间的角度为2
°
。
62.优选地,第一检具2、第二检具3采用模具钢制造,方便快捷,并运用特殊的热处理工艺,能够保持第一检具2和第二检具3的结构稳定性,使得第一检具2、第二检具3在使用时能够保持其尺寸和形状的稳定性。
63.上述实施例一在使用时,检测人员左手(右手)握住被测零件1的圆柱形杆11,右手(左手)握住第一检具2,将被测零件1六个花瓣形状的左端齿12装入第一检具2的第一内孔21(六个花瓣状孔)内,并使得被测零件1的左端面与第一检具2的左端面齐平;再将被测零件1六边形形状的右端齿13装入第二检具3的第二内孔31(六边形孔)内,并使得被测零件1的右端面与第二检具3的右端面齐平;同时,在插装被测零件1时,使得第一检具2外壁上的
第一刻线22与第二检具3外壁上的第二刻线32位于同一侧,即可完成被测零件1与第一检具2、第二检具3的插装过程。
64.在判断被测零件1两端的角度偏差是否合格时,若第二检具3外壁上的第二刻线32在第一检具2外壁的两条第一刻线22范围以外,则判定该被测零件1为不合格零件;若第二检具3外壁上的第二刻线32在第一检具2外壁的两条第一刻线22范围以内,则判定该被测零件1为合格零件。
65.实施例二
66.实施例二与实施例一基本相似,不同的是,第一检具2和第二检具3的形状不同,如图14-图17所示;具体是:实施例二中,第一检具2的右端沿外壁设置有第一凸环25,第二检具3的左端沿外壁设置有第二凸环34,第一凸环25与第二凸环34外壁的直径相等;使用时,所述第一凸环25的右端面与第二凸环34的左端面相接触。
67.优选地,如图17所示,两条第一刻线22设置第一凸环25上;第二刻线32设置第二凸环34上。
68.进一步优选地,如图17所示,两条第一刻线22的外侧还分别对称设置有两条第三刻线26;第三刻线26的设置进一步提高了测量精度。
69.上述实施例二在使用时,检测人员左手(右手)握住被测零件1的圆柱形杆11,右手(左手)握住第一检具2,将被测零件1六个花瓣形状的左端齿12装入第一检具2的第一内孔21(六个花瓣状孔)内,并使得被测零件1的左端面与第一检具2的左端面齐平;再将被测零件1六边形形状的右端齿13装入第二检具3的第二内孔31(六边形孔)内,并使得被测零件1的右端面与第二检具3的右端面齐平;同时,在插装被测零件1时,使得第一检具2外壁上的第一刻线22、第三刻线26与第二检具3外壁上的第二刻线32位于同一侧,即可完成被测零件1与第一检具2、第二检具3的插装过程。
70.在判断被测零件1两端的角度偏差是否合格时,若第二检具3外壁(具体是第二凸环34外壁)上的第二刻线32在第一检具2外壁(具体是第一凸环25外壁)的两条第三刻线26范围以外,则判定该被测零件1为不合格零件;若第二检具3外壁上的第二刻线32在第一检具2外壁的两条第三刻线26范围以内,则判定该被测零件1为合格零件。
71.本技术采用第一检具与第二检具的配合使用,能够快速检测零件两端角度,快速鉴别被测零件是否合格,操作方便,结构简单,省时省力,检测效率高,劳动强度小;价格低,使用成本降低,使用方便,利于推广;本技术可以快速准确将不合格的零件检验出来,相对传统测量方式,大大简化了测量工作,把测量分拣人员从单调重复的简单劳动中解放出来,降低了人员的劳动强度,提高了人员的劳动效率;经实践检验,相比采用三坐标测量机分拣的方式,生产效率提高了20倍以上,每8小时可完成3000件的分拣工作;另外采用本检具作业,可大大降低人为因素对测量的影响,可靠性有很大提高,测量结果高度可信,误判的概率小到可以忽略不计。
72.本技术第一内孔、第二内孔的直径尺寸公差小,第一导入段和第二导入段的设置,使得被测零件的左端齿、右端齿能够较为顺畅地进入第一检具的第一内孔、第二检具的第二内孔,在大批量检验过程中,可大大提高工作效率。
73.本技术在第一检具的第一内孔处、第二检具的第二内孔处、第一检具和第二检具外圆柱面的同心度、各自的直径尺寸均按照图纸理论极限尺寸生成轮廓来制造,在加工时
可保留0.005mm公差量,表面抛光,避免毛刺突起,使得被测零件与第一检具、第二检具插装顺利,提高了检测效率。
74.本技术第一检具、第二检具采用模具钢制造,方便快捷,节省时间,并运用了特殊的热处理工艺,能够保持第一检具和第二检具的结构稳定性,使得第一检具、第二检具在使用时能够保持其尺寸和形状的稳定性。
75.以上实施例的各技术特征可以进行任意的组合(只要这些技术特征的组合不存在矛盾),为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述;这些未明确写出的实施例,也都应当认为是本说明书记载的范围。
76.上文中通过一般性说明及具体实施例对本技术作了较为具体和详细的描述。应当理解,基于本技术的技术构思,还可以对这些具体实施例作出若干常规的调整或进一步的创新;但只要未脱离本技术的技术构思,这些常规的调整或进一步的创新得到的技术方案也同样落入本技术的权利要求保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。