1.本实用新型涉及纸箱提手安装技术领域,具体为一种纸箱提手的冲孔粘接装置。
背景技术:
2.目前,为了方便包装纸箱的输送和手提,通常会在生产完成的纸箱上安装塑料提手带,塑料提手带由扁平条形的提手带和设有矩形孔的加强带组成,提手带由提手带本体和设于提手带本体两端并与提手带本体成一定角度的扣耳组成,现有技术为了提升提手与箱体的强度,在装配提手带前,需要再箱体上装配加强带。
3.加强带在装配过程中,需要经历送带、切带、冲孔和粘接四个步骤,现有技术中,加强带的切带、冲孔和粘接是分开进行的,在切带完成后,再进行冲孔和粘接,该方式易导致切断的加强带在冲孔时,易出现移位,导致加强带的装配出现误差,影响后续提手带的装配。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型提供了一种纸箱提手的冲孔粘接装置,具备冲孔和粘接同步先进行,冲孔和粘接完成后,再进行切断,避免出现移位,同时送带、切带、冲孔和粘接四个步骤基本同时进行,大大提升提手的装配效率的优点,解决了易导致切断的加强带在冲孔时,易出现移位,导致加强带的装配出现误差,影响后续提手带的装配的问题。
6.(二)技术方案
7.为实现上述目的,本实用新型提供如下技术方案:一种纸箱提手的冲孔粘接装置,包括安装架,所述安装架的内部安装有送带座,所述安装架的顶部安装有冲压组件;
8.所述冲压组件的伸缩端设有安装头组件,所述安装头组件包括
9.压头,
10.冲孔刀头,设置于所述压头的底部正中心位置处,
11.粘接压块,设置于所述压头的底部,和
12.上切刀,设置于所述压头的一侧,且所述上切刀的底面高于所述冲孔刀头的底面;
13.所述安装头组件的相对侧设有安装底座组件,所述安装底座组件包括
14.压座,中心点与所述压头的中心点处于同一垂直线上,
15.冲孔槽,开设于所述压座的内部,
16.粘接压座,设置于所述压座的两侧,和
17.下切刀,位于所述上切刀的相对侧,且安装于所述安装架上。
18.优选的,所述冲压组件包括
19.冲压气缸,
20.冲压座,固定于所述冲压气缸的伸缩端,和
21.光杆,固定于所述冲压座的顶部,且与所述安装架滑动连接。
22.优选的,所述冲孔刀头的底面与所述上切刀的底面相差1.5mm。
23.优选的,所述粘接压块共设有两个,两个所述粘接压块参照所述冲孔刀头对称分布。
24.优选的,所述粘接压座的顶部滑动连接有顶块,所述顶块的底部设有弹簧。
25.优选的,所述顶块共设有两个,两个所述顶块与所述粘接压块相对应。
26.(三)有益效果
27.与现有技术相比,本实用新型提供了一种纸箱提手的冲孔粘接装置,具备以下有益效果:
28.该纸箱提手的冲孔粘接装置,通过设置安装头组件和安装底座组件,安装头组件上集成有冲孔刀头、粘接压块和上切刀,安装底座组件上集成有冲孔槽、粘接压座和下切刀,且冲孔刀头与上切刀之间具有一定的高度差,使得冲孔刀头在下压时,可以先接触加强带,上切刀后接触加强带,使得加强带在冲孔完成后,才会被切断,进而有效避免了加强带在冲孔时,易出现移位的问题,提升加强带的装配精度,同时,由于安装头组件和安装底座组件均集成了可以进行冲孔、粘接和切断的结构,使得该装置只需要一次按压,就可以同步进行冲孔、粘接和切断,大大提升加强带的装配效率。
附图说明
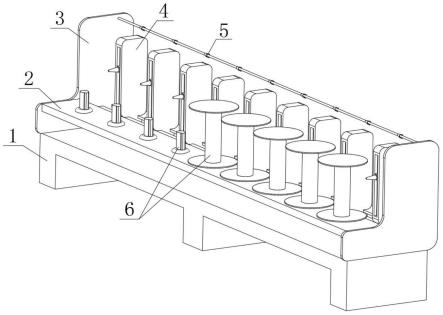
29.图1为本实用新型的结构示意图;
30.图2为本实用新型中安装头组件的结构示意图;
31.图3为本实用新型中安装底座组件的结构示意图;
32.图4为本实用新型中安装头组件与安装底座组件的位置关系图一;
33.图5为本实用新型中安装头组件与安装底座组件的位置关系图二;
34.图6为本实用新型中安装头组件与安装底座组件的位置关系图三。
35.图中:10、安装架;
36.20、送带座;
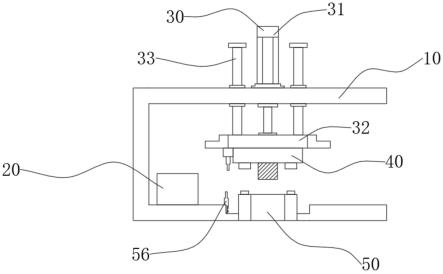
37.30、冲压组件;31、冲压气缸;32、冲压座;33、光杆;
38.40、安装头组件;41、压头;42、冲孔刀头;43、粘接压块;44、上切刀;
39.50、安装底座组件;51、压座;52、冲孔槽;53、粘接压座;54、顶块;55、弹簧;56、下切刀。
具体实施方式
40.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
41.实施例
42.一种纸箱提手的冲孔粘接装置,包括安装架10,安装架10的内部安装有送带座20,送带座20内设有送带轮,送带轮用于将加强带输送至安装底座组件50的上方,安装架10的
顶部安装有冲压组件30;
43.冲压组件30的伸缩端设有安装头组件40,安装头组件40包括
44.压头41,
45.冲孔刀头42,设置于压头41的底部正中心位置处,
46.粘接压块43,设置于压头41的底部,和
47.上切刀44,设置于压头41的一侧,且上切刀44的底面高于冲孔刀头42的底面;
48.安装头组件40的相对侧设有安装底座组件50,安装底座组件50包括
49.压座51,中心点与压头41的中心点处于同一垂直线上,
50.冲孔槽52,开设于压座51的内部,
51.粘接压座53,设置于压座51的两侧,和
52.下切刀56,位于上切刀44的相对侧,且安装于安装架10上。
53.本实施例中,具体的,冲压组件30包括
54.冲压气缸31,
55.冲压座32,固定于冲压气缸31的伸缩端,和
56.光杆33,固定于冲压座32的顶部,且与安装架10滑动连接,在进行冲孔粘接时,冲压气缸31带动冲压座32下压,光杆33对冲压座32进行限位,使冲压座32带动安装头组件40下压,完成冲孔、粘接和切断的操作。
57.本实施例中,具体的,冲孔刀头42的底面与上切刀44的底面相差1.5mm,1.5mm为加强带的厚度,从而保证冲孔刀头42可以先接触加强带,上切刀44后接触加强带。
58.本实施例中,具体的,粘接压块43共设有两个,两个粘接压块43参照冲孔刀头42对称分布,两个粘接压块43与加强带的两侧对应。
59.本实施例中,具体的,粘接压座53的顶部滑动连接有顶块54,顶块54的底部设有弹簧55,在进行按压粘接时,弹簧55对顶块54施加压力,使顶块54对加强带施压,提升加强带与箱体的粘接强度。
60.本实施例中,具体的,顶块54共设有两个,两个顶块54与粘接压块43相对应,两个顶块54与两个粘接压块43想配合对加强带的两侧进行挤压粘接。
61.参阅图1-6,在装配加强带时,首先将利用前端的涂胶机构对纸箱的装配部位进行涂胶,当纸箱输送至安装架10上时,送带座20将加强带输送至压座51的上方,此时,冲压气缸31带动冲压座32下压,光杆33对冲压座32进行限位,使冲压座32带动安装头组件40下压,使压头41上的冲孔刀头42、粘接压块43和上切刀44下移,在下移的过程中冲孔刀头42首先与纸箱和加强带接触,并在冲孔槽52的作用下,对纸箱和加强带进行冲孔,此时,粘接压块43和粘接压座53对纸箱和加强带进行挤压,使加强带和纸箱被挤压粘接,在压头41持续下压的过程中,上切刀44与下切刀56接触,并对加强带进行裁切,完成提手加强带的冲孔粘接装配操作。
62.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。