1.本发明涉及对优先订单等引起的生产计划的修正进行辅助的生产计划变更辅助技术。
背景技术:
2.关于工业产品的生产或大规模结构物的施工、或者大量运输车辆的配车等、用于执行业务的各种资源和制约条件多种多样的事务,其计划制定是否良好易于对产品的生产效率和品质、交货期等造成较大影响。进而,在计划执行当天,易于因为设备或分配人员的问题、突发的优先订单、以及道路拥挤或天气突变等状况变化,而发生不能原样执行事先制定的计划的情况。这样的情况下,为了减少对生产效率和品质、交货期的不良影响,需要迅速地制定可执行的替代计划。
3.这样的情况下,要用事先制定计划时使用的现有技术制定替代计划时,存在如下所述的问题。在事先制定计划时,有时能够用1天以上的充分的时间搜索解,另一方面,当天的替代计划制定在大多情况下必须在数分钟程度内进行制定,进而关于变更点在数分钟~数十分钟的期间内与相关各方联系,关于变更达成一致。另外,制定替代计划时,操作者例如考虑与维护和人员计划等生产计划系统的控制和外部的协作计划的匹配性,而要减少对这些造成影响的变更点的情况较多,但这样的情况下难以仅根据生产计划变更辅助系统保持的信息决定用于制定替代计划的适当的目的函数。另外,业务听取时,操作者能够列举变更计划时在意的关注点,但难以明确示出它们分别成为怎样的状态的组合时进行怎样的计划变更。因为这样的时间上的制约和目的函数的明确设定的困难程度,使用事先制定计划时的现有技术,难以在当天在期待的时间内制定期待的精度的替代方案。
4.在这样的背景下,作为当天的替代计划制定技术,有日本特开2019-188868号公报(专利文献1)。该公报中,记载了“目的在于提供一种能够对列车的运行进行综合管理的运行管理系统。本实施方式的运行管理系统是一种对运转指挥员进行的车辆的运行管理进行辅助的运行管理系统,其包括:进行对车辆的运行管理的业务即运转整理进行辅助所需的处理的运转整理辅助处理部;和基于上述运转整理辅助处理部的处理结果,对进行车辆的运转管理的运转指挥员的业务进行辅助的运转指挥员辅助部,上述运转整理辅助处理部包括生成预测当天的列车运行的时刻表预报的时刻表预报生成部,上述运转指挥员辅助部包括对运转指挥员提示用上述时刻表预报生成部生成的上述时刻表预报的时刻表预报提示部”(参考摘要)。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2019-188868号公报。
技术实现要素:
8.发明要解决的问题
9.专利文献1中,公开了在铁道领域中,根据过去实际时刻表学习运行计划变更方案而生成预测是否需要与各种状况相应地变更运行计划的模型,并与其进行对照来预测是否需要变更运行计划并对负责运行管理的操作者提示,由此对当天的替代计划制定进行辅助的方法。但是,专利文献1的方法中,因时刻表修正或当天的运行计划的变更等,而在生成模型时使用的列车的运行计划、与预测是否需要变更运行计划时的列车的运行计划之间产生差异时,存在所生成的模型的适合度变低的问题。因此,难以将该技术应用于因当天的后备的人员/设备的空闲状况、维护状况、生产进度状况等当天的环境条件变化而频繁发生作为计划制定的前提的制约条件的变动的生产计划系统。
10.本发明的目的在于提供一种生产计划变更辅助装置、生产计划变更辅助方法及其程序和生产管理系统,其即使在生成关于生产计划变更的判断模型时使用的制约条件与生成替代计划时的制约条件之间产生了差异的情况下,也能够迅速地生成接近生成判断模型时的计划者的意图的替代计划方案。
11.用于解决问题的技术手段
12.为了解决上述问题,例如采用权利要求书中记载的结构。本技术包括解决上述问题的多个手段,举其一例,是一种生产计划变更辅助装置,其响应订单信息的变化来变更生产计划,其包括:计划变更模型生成部,其在学习阶段中,根据过去计划变更信息,生成计划变更模型,该计划变更模型用于推测要响应订单变化来进行计划变更的位置和内容;计划生成部,其在学习阶段中,使用所述计划变更模型来生成过去实施计划变更时未选择的计划变更方案组,并且,在应用阶段中,响应订单变化,使用已学习的计划变更模型来生成替代计划候选方案组;计划变更评价指标生成部,其在学习阶段中,生成与过去计划变更时未选择的计划变更方案相比使所实施的计划变更方案成为最优的计划变更评价指标;生产模拟器,其在应用阶段中,根据当天的计划执行状况信息和设备运转状况信息来变更模拟条件并实施模拟,基于已学习的所述计划变更评价指标,对所述替代计划候选方案组计算计划变更评价指标的值;和控制部,其将所述替代计划候选方案组中的所述计划变更评价指标最优的计划变更方案作为最新的生产计划来输出。
13.发明效果
14.根据本发明,在生成关于生产计划变更的判断模型时使用的制约条件、与生成替代计划时的制约条件之间产生了差异的情况下,也能够迅速地生成接近生成判断模型时的计划者的意图的替代计划方案。
15.上述以外的问题、结构和效果将通过以下实施方式的说明而说明。
附图说明
16.图1是实施例中的生产管理系统的结构图。
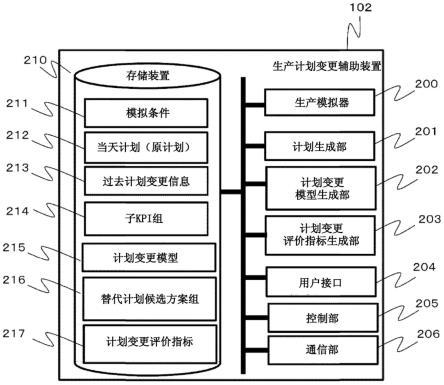
17.图2是实施例中的生产计划变更辅助装置的结构图。
18.图3是表示计算机的内部结构的图。
19.图4是从订单信息管理系统对生产计划变更辅助装置输入的订单的例子。
20.图5是生产计划变更辅助装置输出的生产计划的例子。
21.图6是生产管理系统的应用流程图。
22.图7是生产计划变更辅助装置进行的全体处理的流程图。
23.图8是生产计划变更辅助装置进行的学习(事前准备)的流程图。
24.图9是修正kpi(key performance indicators)的输入画面的例子。
25.图10是生产计划变更辅助装置进行的生产计划变更(应用阶段)的流程图。
26.图11是生产计划变更辅助装置输出的生产计划变更的例子。
27.符号说明
28.100 生产管理系统
29.101 订单信息管理系统
30.102 生产计划变更辅助装置
31.103 生产计划管理装置
32.104 网络
33.105 第一工序控制装置
34.106 第一工序
35.113 设备运转状况管理装置
36.200 生产模拟器
37.201 计划生成部
38.202 计划变更模型生成部
39.203 计划变更评价指标生成部
40.204 用户接口
41.205 控制部
42.206 通信部
43.210 存储装置
44.211 模拟条件
45.212 当天计划(原计划)
46.213 过去计划变更信息
47.214 子kpi(评价指标)组
48.215 计划变更模型
49.216 替代计划候选方案组
50.217 计划变更评价指标
具体实施方式
51.以下,对于本发明的实施例,使用附图详细说明。但是,本发明并不限定地解释为以下所示的实施例的记载内容。本领域技术人员应当容易理解可以在不脱离本发明的思想或主旨的范围内变更其具体结构。
52.【实施例】
53.本实施例中,对表示产品的生产顺序的生产计划和生产工序进行管理。
54.为了使以下生产计划变更辅助装置的实施例的说明易于理解,将各生产工序称为第一工序、第二工序、
……
、和第n工序。
55.(系统结构)
56.对于本实施例的系统结构,使用图1、图2进行说明。
57.图1是表示实施例中的生产管理系统的结构的系统结构图。生产管理系统100由订单信息管理系统101、生产计划变更辅助装置102、生产计划管理装置103、网络104、第一工序控制装置105、第一工序106、第二工序控制装置107、第二工序108、
……
、第n工序控制装置111、第n工序112和设备运转状况管理装置113构成。
58.生产管理系统100输入来自订单信息管理系统101的信息,使用生产计划变更辅助装置102更新生产计划,将最新的生产计划存储在生产计划管理装置103中。生产计划管理装置103将最新的生产计划中的第一工序控制输出、第二工序控制输出、
……
、第n工序控制输出分别发送至第一工序控制装置105、第二工序控制装置107、
……
、第n工序控制装置111。第一工序控制装置105、第二工序控制装置107、
……
、第n工序控制装置111分别控制第一工序106、第二工序108、
……
、第n工序112。可能存在各工序的设备的一部分或全部因维护或故障而不运转的时段,对于这样的工序设备的运转状况信息用设备运转状况管理装置113进行管理。各构成要素之间的信息发送接收是通过网络104进行的。
59.在图2中示出生产计划变更辅助装置102的系统结构。生产计划变更辅助装置102由生产模拟器200、计划生成部201、计划变更模型生成部202、计划变更评价指标生成部203、用户接口204、控制部205、通信部206、存储装置210构成。在存储装置210中,存储模拟条件211、当天计划(原计划)212、过去计划变更信息213、子kpi(评价指标)组214、计划变更模型215、替代计划候选方案组216、计划变更评价指标217。
60.生产计划变更辅助装置102从生产计划管理装置103接收最新的生产计划,作为当天计划(原计划)212而保存。接着,从设备运转状况管理装置113接收设备运转状况,将生产模拟器200中使用的模拟条件211更改为与当前的运转状况一致。
61.此时,通信部206控制生产管理系统100中的构成要素之间的信号发送接收,控制部205对系统进行控制,以将生产计划变更辅助装置102内的各装置统一,并整体地根据输入来制定最新的生产计划,并发送至生成计划管理装置103。
62.生产模拟器200是计算在模拟条件211下执行替代计划候选方案组的情况下的子kpi组214的值的装置。
63.计划生成部201是根据当天计划(原计划)212和计划变更模型215来生成替代计划候选方案组216的装置。
64.计划变更模型生成部202是根据过去计划变更信息213来生成计划变更模型215的装置。
65.计划变更评价指标生成部203是生成由子kpi组214的组合构成的计划变更评价指标217的装置。
66.用户接口204是从生产计划变更辅助装置102的管理者接受子kpi组214的输入、以及显示所制定的生产计划结果的装置。
67.图3是实现生产计划变更辅助装置102的计算机的结构例。生产计划变更辅助装置102通过使一般的pc(个人计算机)等计算机执行程序而实现。
68.计算机具有cpu301、存储器302、接口303、网络接口304、键盘305、显示器306、鼠标307、和硬盘等外部存储装置308。
69.cpu301是中央处理装置(central processing unit),是能够执行存储器302中记录的、或者预先从外部存储装置308传输至存储器302的程序的装置。另外,程序也可以根据需要用pc能够使用的可移动的存储介质导入。该情况下,将用于读取上述存储介质的装置连接至接口303。另外,作为这样的上述存储介质和用于读取它的装置,一般已知使用光盘(cd、dvd、蓝光光盘等)的、和使用闪存的,能够使用。另外,程序也可以根据需要用网络接口304经由通信介质(通信线路或通信线路中的载波)对pc导入。
70.存储器302暂时性地记录程序和数据。接口303用于连接pc系统内的装置。网络接口304是用于与pc系统外的pc等进行通信的装置。键盘305是为了进行对pc系统的指令和数据输入、而由pc系统的操作者操作的装置。显示器306是用于显示处理结果等的装置。鼠标307是通过移动画面上显示的指针并且在任意场所使操作者按下按钮、而指定画面上的位置并对cpu301传达某种动作的装置。另外,也能够用触摸面板代替,该情况下通常不需要指针。
71.外部存储装置308是保存程序和数据的装置,例如能够由磁盘和非易失性存储器等构成。该情况下,外部存储装置308中保存的程序和数据,即使在外部存储装置308的电源成为off之后成为on的情况下,通常也被保持。另外,外部存储装置308中,也可以预先安装操作系统(os)。通过这样,能够使用文件名指定程序。此处,os是计算机的基本软件,能够使用一般周知的os。
72.另外,图3的计算机也可以在云上构成。
73.(数据结构)
74.图4是从订单信息管理系统101向生产计划变更辅助装置102输入的订单的例子。订单按每个订单具有订单id401、表示产品的品种的品种id402、产品的长度(深度)403、宽度404和高度405的尺寸、产品的数量406、每台产品的质量407、以及交货期408。产品的长度403、宽度404、高度405和每台的质量407在规格品的情况下,是与表示产品的品种的型号对应地决定的,所以也可以使用型号作为品种id402,省略产品的长度403等。
75.订单id401是唯一识别订单的识别符。图4所示的例子表示了“ord-1”、“ord-2”、“ord-3”作为订单id401。品种id402是唯一识别产品的品种的识别符。
76.从产品的长度403到交货期408各项目是字面意思。例如,订单id401是“ord-1”的订单,表示了品种id402是“rcp-4”、长度403是“1m”、宽度404是“1m”、高度405是“10cm”、数量406是“3”、质量407是“2.4kg”、和交货期408是“2014/8/25 17:00”的产品的订单。
77.图5是生产计划变更辅助装置102输出的生产计划的例子。生产计划具有生产计划id501、订单id502、产品的品种id503、工序1流水线a id504a、工序1流水线b id504b、工序2id505、工序3id506、工序4id507、长度508、宽度509、高度510、数量511、质量512、和预定完成日期时间513。
78.计划id501是唯一识别计划的识别符。图5的例子表示了“pln-1”、“pln-2”、和“pln-3”的生产计划作为计划id。订单id502是唯一识别产品的订单的识别符,对应于订单id401。品种id503是唯一识别产品的品种的识别符,对应于品种id402。
79.图中的例子中,工序1具有流水线a和流水线b这样多个流水线,工序1被分配至其中某一方。工序1流水线a id504a是唯一识别作为产品的生产工序之一的工序1流水线a的识别符,且工序1流水线bid504b是唯一识别作为产品的生产工序之一的工序1流水线b的识
别符。工序2id505是唯一识别作为产品的生产工序之一的工序2的识别符。工序3id506是唯一识别作为产品的生产工序之一的工序3的识别符。工序4id507是唯一识别作为产品的生产工序之一的工序4的识别符。
80.长度508到质量512的项目对于产品是字面意思,对应于订单的长度403到质量407的项目。预定完成日期时间513是完成产品的预定日期时间,作为生产计划需要设为订单的交货期408以前的日期时间。
81.例如,计划id501是“pln-1”的生产计划,是对应于订单id502“ord-2”的生产计划,品种id503是“rcp-4”,工序1流水线a id504a是“chga5-1”,工序2id505是“cst3-1”,工序3id506是“slb6-0”,工序4id507是“rol-4”,长度508是“1m”,宽度509是“1.2m”,高度510是“50cm”,数量511是“2”,质量512是“1.0kg”,预定完成日期时间513是“2014/8/24 04:24”。
82.生产计划的制定是与订单中包括的品种id402、长度403、宽度404、高度405、数量406、质量407和交货期408相应地,分配工序1流水线a id504a、工序1流水线b id504b、工序2id505、工序3id506、工序4id507。
83.工序1流水线a、工序1流水线b、工序2、工序3和工序4中,分别是第几个这样的顺序是重要的信息,所以本实施例中,使工序1流水线a id504a、工序1流水线b id504b、工序2id505、工序3id506、工序4id507分别与顺序数对应。
84.(生产管理系统处理流程)
85.图6是实施例中的生产管理系统100的处理流程图。
86.生产计划管理装置103从生产计划变更辅助装置102读取最新的生产计划(s601)。
87.生产计划管理装置103按照生产计划,对各控制装置即第一工序控制装置105、第二工序控制装置107、
……
、第n工序控制装置111指示输出控制(s602)。
88.各控制装置即第一工序控制装置105、第二工序控制装置107、
……
、第n工序控制装置111分别控制第一工序106、第二工序108、
……
、第n工序112的制造设备。接着,将各自的设备运转状况和计划执行状况发送至设备运转状况管理装置113和生产计划管理装置103(s603)。
89.生产计划管理装置103接受来自各控制装置的输出,将包括延迟的计划执行状况发送至生产计划变更辅助装置102(s604)。
90.订单信息管理系统101在有优先订单等订单信息发生了更新的情况下,将最新的订单信息发送至生产计划变更辅助装置102(s605)。
91.生产计划执行状况中发生了延迟的情况,或者订单信息发生了变更的情况下,生产计划变更辅助装置102实施生产计划变更,作为其结果将最新的生产计划输出至生产计划管理装置103(s606)。
92.在生产管理系统100的运转中反复执行s601~s606(s607)。
93.(全体处理流程)
94.图7是实施例中的生产计划变更辅助装置进行的全体处理的流程图。生产计划变更辅助装置102进行的全体处理,由学习阶段和应用阶段构成。
95.在学习阶段中,计划变更模型生成部202根据过去计划变更信息213来生成计划变更模型215(s701)。
96.然后,计划变更评价指标生成部203根据过去计划变更信息213和在s701中生成的
计划变更模型215,来生成计划变更评价指标217(s702)。
97.在s703中,等待生产计划变更指令。没有生产计划变更指令的情况下待机(s704),有生产计划变更指令时,转移至应用阶段。
98.在应用阶段中,计划生成部201根据原计划和计划变更模型,生成替代计划候选方案组216(s705)。
99.然后,从所生成的替代计划候选方案组216中,选择学习阶段中生成的计划变更评价指标217最优的计划方案,并将其作为替代计划输出至生产计划管理装置103(s706)。
100.关于学习阶段和应用阶段的详情,在后文中叙述。
101.(学习阶段)
102.图8是生产计划变更辅助装置的学习(事前准备)的流程图。
103.控制部205经由用户接口204从生产管理系统100的操作者接受子kpi(评价指标)组214的输入(s801)。
104.图9是s801中控制部205从操作者接受子kpi组的输入时的输入画面例。在图中的修正kpi输入画面中,子kpi的数量是4个,第1个子kpi是“交货期延迟时间总和”,第2个子kpi是“总生产前置时间”,第3个子kpi是“计划变更点数”,第4个子kpi是“18:00~24:00中的劳动小时数”。在修正kpi输入画面中,也能够进一步追加子kpi。
105.计划变更模型生成部202根据过去计划变更信息213来生成计划变更模型215(s802)。此处,过去计划变更信息213是在过去有优先订单等订单信息发生了变更的情况下,记录了将优先订单插入在前的工序位置和随之发生了工序顺序的前后变更的位置的信息。通过根据过去计划变更信息使用机器学习等数理方法,对于给出的生产计划和优先订单,能够计算出将优先订单插入在前的工序位置和随之进行工序顺序的前后变更的工序位置的概率模型。这样使用现有的数理方法,生成计划变更模型215。
106.计划生成部201使用过去计划变更信息213和计划变更模型215,生成“未选择的替代计划候选方案组”(s803)。此处,“未选择的替代计划候选方案组”是对于过去计划变更信息213中的变更前的原计划212使用计划变更模型215生成的。此处生成的替代计划候选方案组,是过去计划变更时未选择的候选方案组。
107.生产模拟器200对于过去计划变更信息213中包括的过去实施的计划变更方案、和“未选择的替代计划候选方案组”,计算出子kpi(评价指标)组214的值(s804)。
108.计划变更评价指标生成部203以子kpi组的加权和来生成计划变更评价指标217(s805)。此时,与各子kpi对应的权重,是以过去实施的计划变更方案与“未选择的替代计划候选方案组”相比评价指标最优的方式,用曲线拟合等现有的方法决定的。
109.对于图9的修正kpi输入画面中输入的子kpi,例如计划变更评价指标是以下(式1)。
110.f(x)=a*(交货期延迟时间总和) b*(总生成前置时间) c*(计划变更点数) d*(18:00~24:00中的劳动小时数)
……
(式1)
111.此处,a、b、c、d是各子kpi的权重。
112.(应用阶段)
113.图10是实施例中的生产计划变更辅助装置进行的生产计划变更(应用阶段)的流程图。
114.通信部206从生产计划管理装置103和设备运转状况管理装置113,接收计划执行状况信息和设备运转状况信息。另外,从订单信息管理系统101接收订单信息(s1001)。
115.控制部205根据计划执行状况信息和设备运转状况信息,变更模拟条件211(s1002)。
116.计划生成部201根据当天计划(原计划)212和计划变更模型215,生成替代计划候选方案组(s1003)。此处,本实施例中的计划变更模型215是在有优先订单等订单信息发生了变更的情况下,表示在原计划的工序中、在该工序之前插入优先订单的工序的概率、和随之在原计划的工序中进行前后顺序交换的概率的模型。基于该概率模型,替代计划候选方案组例如在插入的概率最高的位置插入优先订单、并且仅将交换工序顺序的概率最高的位置交换。另外,在插入的概率最高的位置插入优先订单、并且按交换工序顺序的概率从高到低的顺序从最高起选择设定数量的工序位置交换前后顺序,在插入的概率第2高的位置插入优先订单、将设定的阈值以上的位置的工序顺序全部前后交换,或者从这些上述计划方案中随机选择一部分工序交换等,生成多个不同的替代计划方案。计划变更模型215的生成方法如生产计划变更辅助装置的学习(事前准备)流程中说明所述。
117.生产模拟器200对于s1003中生成的替代计划候选方案组216,执行模拟,计算出计划变更评价指标217的值(s1004)。计划变更评价指标217的生成方法,如生产计划变更辅助装置的学习(事前准备)流程中说明所述。
118.控制部从替代计划候选方案组216中,将使计划变更评价指标217的值最优的作为最新的生产计划,发送至用户接口204和通信部206(s1005)。
119.用户接口204对操作者显示最新的生产计划、和与其对应的计划变更评价指标217的值(s1006)。
120.通信部206将最新的生产计划发送至生产计划管理装置103(s1007)。然后,在生产管理系统100中,执行最新的生产计划。
121.在图11中,示出对于图5所示的生产计划(原计划)、发生了紧急订单的情况下的计划变更例。通过将紧急订单“pln-17”插入工序1流水线a等,使原计划“pln-1”~“pln-3”向后侧移动,如“预定完成日期时间”所示地,紧急地生产“pln-17”。
122.本发明中的程序的发明,是安装在计算机中、使计算机执行生产计划变更辅助方法的程序。通过将本发明的程序安装在计算机中,而执行图7、8、10等流程图所示的生产计划变更辅助方法。
123.对本发明中的程序的发明进行记载,是:
124.(1)一种程序,其用于使计算机执行响应订单信息的变化来变更生产计划的生产计划变更辅助方法,其中,使计算机执行以下步骤,即:
125.根据计划执行状况信息和设备运转状况信息来改变模拟条件的步骤;
126.根据原本的生产计划和已学习的计划变更模型来生成替代计划候选方案组的步骤;
127.对所述替代计划候选方案组执行模拟,并基于已学习的计划变更评价指标,输出所述替代计划候选方案组的每一个的计划变更评价指标的值的步骤;和
128.从所述替代计划候选方案组中选择计划变更评价指标最优的方案作为最新的生产计划。
129.(2)另外,在上述程序中,作为学习阶段,还使计算机执行以下步骤,即:
130.从操作者接受评价指标组的输入的步骤;
131.根据过去计划变更信息来生成计划变更模型的步骤;
132.根据过去计划变更信息和所述计划变更模型来生成计划变更评价指标的步骤。
133.(3)另外,在上述程序中,还使计算机执行以下步骤,即:
134.使用所述过去计划变更信息和所述计划变更模型,生成未选择的替代计划候选方案组的步骤;和
135.对于过去实施的计划变更方案和所述未选择的替代计划候选方案组,计算评价指标组的值的步骤,
136.所述计划变更评价指标是所述评价指标组的加权和。
137.根据本实施例,在基于过去计划变更信息来学习不依赖于环境变动的计划变更模型之后,将计划变更模型的解作为初始方案,按环境变动后的条件对初始方案进行修正,因此,关于计划变更当天的后备的人员、设备的空闲状况、维护状况、生产进度状况等的作为计划制定的前提的制约条件,即使在因当天的环境条件变化而在生成关于生产计划变更的判断模型时使用的制约条件与生成替代计划时的制约条件之间产生了差异的情况下,也能够迅速地生成能够应对变动的替代计划方案。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。