1.本实用新型属于模具的结构技术领域,具体地说,涉及一种软胶模具二次成型中的定位结构。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工,其中在模具的二次成型中常常由于定位从而产生误差。
3.现如今的定位结构主要通过大量的定位块和定位槽,可以使得装置进行定位,方便了产品的生产制造。
4.但是经本发明人探索发现该技术方案仍然存在至少以下缺陷:
5.但是在实际的操作中,装置的定位槽和定位块都是尺寸相近的,又因为定位槽和定位块设置了很多,所以在进行生产中,定位块和定位槽不方便进行定位,导致时间浪费,从而影响生产效率。
6.有鉴于此特提出本实用新型。
技术实现要素:
7.为解决上述技术问题,本实用新型采用技术方案的基本构思是:
8.一种软胶模具二次成型中的定位结构,包括上模和下模,所述下模表面四周固定设置有四个卡块,所述下模表面开设有两个螺纹孔,所诉下模中心位置设置有限位块,所述下模表面开设有转轴凹槽,所述转轴凹槽内部焊接设置有定位块,所述上模中心位置开设有注塑孔,所述上模表面开设有两个连接孔和两个螺纹孔,所述上模下表面开设有转轴凹槽,所述转轴凹槽内部活动设置有转轴,所述转轴表面开设有定位槽,所述转轴侧壁焊接设置有注塑板,所述注塑板表面开设有注塑槽。
9.作为本实用新型的一种优选实施方式,四个所述定位块对应连接在定位凹槽中,且定位块与定位凹槽的拐角处进行倒角处理,通过上述装置保证了上模和下模进行定位,而倒角处于便于定位块安装在定位凹槽内部。
10.作为本实用新型的一种优选实施方式,所述注塑板下固定设置有肋条,且肋条间形成的凹槽对应设置在限位块中,其中上述装置保证了注塑板可以固定在下模上,便于后期的进行注塑处理。
11.作为本实用新型的一种优选实施方式,所述定位块为圆台结构,且定位槽的形状与之相互对应,其中圆台形状便于装置的定位块与定位槽进行配合,可以提高装置制备的效率。
12.作为本实用新型的一种优选实施方式,所述下模上的螺纹孔与上模上的螺纹孔相互对应,且螺纹孔内部啮合设置有螺纹杆,通过螺纹杆保证了装置的上模和下模之间的力
度可以发生改变,便于后期对装置上的材料进行压模处理提高了使用效率。
13.作为本实用新型的一种优选实施方式,所述连接孔内部固定设置有防滑垫,其中防滑垫主要用于机械臂的抓取,对上模进行拆卸,方便后期的脱模处理,简化制造流程。
14.作为本实用新型的一种优选实施方式,所述注塑孔为沉头孔,且注塑孔出口直接对应设置在注塑板上表面,其中沉头孔可以减少该装置的注塑溶液一下子倒入装置内部从而产生气泡,影响装置的正常使用。
15.本实用新型与现有技术相比具有以下有益效果:
16.本实用新型,通过圆台的定位槽和定位孔,方便装置进行定位,并且装置的注塑件安装在可活动的注塑板表面,便于装置在后期的使用中,可以通过更换注塑板开始之后的注塑操作,避免了要等冷却后,进行脱模处理,浪费时间使得装置的生产效率得以提高。
17.下面结合附图对本实用新型的具体实施方式作进一步详细的描述。
附图说明
18.在附图中:
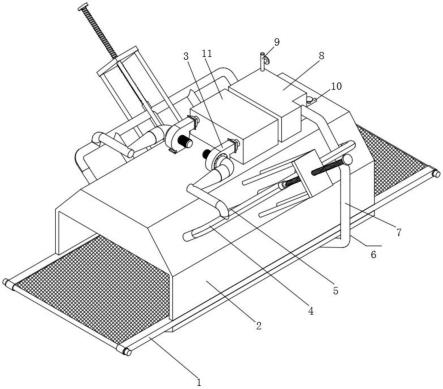
19.图1为一种软胶模具二次成型中的定位结构三维结构示意图;
20.图2为一种软胶模具二次成型中的定位结构下模结构示意图;
21.图3为一种软胶模具二次成型中的定位结构上模结构示意图;
22.图4为一种软胶模具二次成型中的定位结构上模底面结构示意图;
23.图5为一种软胶模具二次成型中的定位结构注塑板结构示意图。
24.图中:1、下模;2、卡块;3、定位块;4、螺纹孔;5、限位块;6、上模;7、定位凹槽;8、注塑孔;9、连接孔;10、转轴凹槽;11、定位槽;12、转轴;13、注塑板;14、注塑槽;15、肋条。
具体实施方式
25.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本实用新型。
26.如图1至图5所示,一种软胶模具二次成型中的定位结构,包括上模6和下模1,所述下模1表面四周固定设置有四个卡块2,卡块2此时主要起到了定位作用,所述下模1表面开设有两个螺纹孔4,螺纹孔4表面啮合设置螺纹杆,便于后期进行定位,所诉下模1中心位置设置有限位块5,所述下模1表面开设有转轴凹槽10,转轴凹槽10内部活动设置有转轴12,所述转轴凹槽10内部焊接设置有定位块3,定位块3启动了定位的作用,所述上模6中心位置开设有注塑孔8,所述上模6表面开设有两个连接孔9和两个螺纹孔4,所述上模6下表面开设有转轴凹槽10,所述转轴凹槽10内部活动设置有转轴12,所述转轴12表面开设有定位槽11,所述转轴12侧壁焊接设置有注塑板13,所述注塑板13表面开设有注塑槽14,注塑槽14保证了注塑溶液可以堆叠到其中,保证了软胶的而二次成型。
27.如图1至图5所示,在具体实施方式中,四个所述定位块3对应连接在定位凹槽7中,且定位块3与定位凹槽7的拐角处进行倒角处理,其中定位块3与定位凹槽7进行配合,主要起到了保证了装置的上模6和下模1的位置作用,而倒角方便定位块3安装在定位凹槽7内部,方便进行定位,便于后期装置的制备工作,所述注塑板13下固定设置有肋条15,且肋条
15间形成的凹槽对应设置在限位块5中,其中限位块5被固定可以保证装置的注塑板13此时是固定状态的,并且保证了注塑板13可以正对装置的注塑孔8下方,便于装置的注塑液可以充满整个注塑槽14,方便进行注塑制造,所述定位块3为圆台结构,且定位槽11的形状与之相互对应,通过圆台结构方便了定位块3和定位槽11之间进行定位,保证了装置的软胶模具二次成型。
28.如图1至图3所示,进一步的,所述下模1上的螺纹孔4与上模6上的螺纹孔4相互对应,且螺纹孔4内部啮合设置有螺纹杆,通过拧合螺纹杆保证了下模1与上模6之间可以进行相互运动,而螺纹杆也保证了下模1与上模6之间所产生的压力,从而达到了对装置的起到压模的功效,从而保证装置的顺利运行,所述连接孔9内部固定设置有防滑垫,其中连接孔9是为了保证了机械手的顺利吊装,而防滑垫可以增加机械手与上模6之间的摩擦力,可以保证了上模6可以与下模1进行分离,开始进行脱模操作,所述注塑孔8为沉头孔,且注塑孔8出口直接对应设置在注塑板13上表面,其中沉头孔是上大下小的结构,通过上述结构保证了溶液通过小孔进行流出,从而避免了装置的溶液大量的流入,从中带有气泡,进而导致装置生产的产品不合格,影响装置的合格率,而沉头孔就很好的避免了该情况,提高装置生产的成品率。
29.本实施例的一种软胶模具二次成型中的定位结构的实施原理如下:再具体的使用中,首先操作人员通过卡块2与定位凹槽7进行定位,保证了装置的下模1和上模6进行固定,并且装置中存在着圆台状的定位块3和定位槽11,保证了装置定位的稳定性,接着通过向装置中的注塑孔8倒入注塑溶液,而由于自身结构,保证了注塑溶液不会产生气泡,而注塑溶液此时堆叠到注塑槽14内部,接着通过转动螺纹杆在螺纹孔4上旋转,保证了装置的下模1与上模6之间的力度可以改变,起到了压模的作用,当装置完成操作后,通过机械臂夹取连接孔9将会使得上模6拆卸,接着转动装置的注塑板13,将注塑板13上方的软胶成品进行摘除,或者更换注塑板13,便于装置进行下一个回合的制备。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。