1.本发明涉及复合材料领域,具体涉及一种基于液态金属的快响应高储热量相变储能复合材料的制备方法。
背景技术:
2.随着电子集成技术的飞速发展,电子产品正经历着小型化、高功率、密度化的革新。当电子设备在长时间工作过程中,产生的热量会在局部区域导致明显的温度升高。据报道,电子器件的温度每升高2℃,其性能可靠性将下降10%,这在精密电子领域的影响是十分严重的。相变储能复合材料是利用相变材料相变时吸收或者放热量的特点,起到削峰填谷的作用,将电子器件工作时产生的热量储存起来,一方面实现快速降温的目的,另一方面在电子器件非工作时间起到保温作用。随着电子器件小型化和高功率化趋势的快速发展,对相变储能复合材料的响应速度要求越来越快,单位体积的储热量要求越来越大。但是传统的有机、无机盐相变储能材料存在单位体积储热量低、响应速度慢(热导率低)等问题。因此开发快响应高储热量相变储能复合材料已经成为亟需解决的问题。
3.通过高热导率骨架和相变材料复合可以增加复合材料的热导率,从而提升复合材料响应速度。研究表明,泡沫碳、泡沫金属骨架可以使得相变储能复合材料的热导率提高一个数量级。而相对于其他骨架材料,石墨烯由于其高度规整的六元环结构,导热性能(2000~5000w/m.k)更优,在作为导热材料方面上得到广泛应用。因此,石墨烯作为导热骨架是大幅提高相变储能复合材料热导率的可行方案。相比于其他相变材料,液态金属具有导热系数(10~40w/m.k)高、界面热阻低(0.0025~0.05cm2k/w)和单位体积储热量大的特点。因此,将石墨烯骨架和液态金属复合是有望获得快响应高储热量相变储能复合材料的方案。
技术实现要素:
4.针对上快响应高储热量相变储能复合材料的迫切需要,本发明提供一种基于液态金属的快响应高储热量相变储能复合材料的制备方法。首先,基于类3d打印方法制备高取向的石墨烯骨架,石墨烯是一种二维纳米材料,面内方向热导率高,但是面外方向热导率低,要想最大程度发挥其高热导率的优势,必须使得石墨烯纳米片沿着一个方向高度取向。然后借助真空辅助灌注的方式和液态金属复合获得快响应高储热量相变储能复合材料。具体是按照以下步骤进行的:
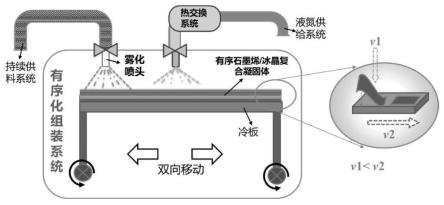
5.1)高定向石墨烯/冰晶复合固体的制备:将石墨烯浆料置于行星搅拌器中以2000-4500r/min的速率搅拌1h,使得石墨烯浆料处于纳米分散的状态。然后通过类3d打印技术(如图1所示),在-10~-40℃的条件以下,将石墨烯浆料一层一层的喷射在水平方向匀速运动的金属底板上,其目的是通过控制底板运动速度和喷射速度的比例,产生水平方向的剪切力,该剪切力使得石墨烯沿着水平方向定向排布,喷射到底板的浆料在低温下快速冷冻为固体,将预定向排布的结构固定,从而获得高定向排布的石墨烯/冰晶复合固体;
6.2)高定向石墨烯骨架的制备:将高定向石墨烯/冰晶复合固体置于100目的多孔网格之上,在四周布置高功率辐射板对石墨烯/冰晶复合固体进行快速冷冻干燥,目的是去除水分同时保持原有的骨架结构,得到稳定的高定向石墨烯骨架前驱体;
7.3)高定向石墨烯骨架的预致密化及二次取向:将制得的石墨烯骨架置于可以控温的双辊辊压装置中,在辊压过程中通过控制辊压速度和进料速度的比例可以使得石墨烯纳米片进一步取向化,获得高定向的致密的石墨烯骨架,且可在微观上实现石墨烯片层的有效搭接;
8.4)高定向石墨烯骨架石墨化处理:将3)中获得石墨烯骨架放入石墨化炉中,在惰性气体氛围下进行1-5h的石墨化处理,目的是去除内部的高分子分散剂,修复石墨烯纳米片本身的缺陷,提升石墨烯骨架的热导率,石墨化处理的温度为2700℃-3000℃;
9.5)高定向石墨烯骨架的金属化:将石墨化处理后的高定向石墨烯骨架表面金属化,提高液态金属和石墨烯之间的润湿性,从而增强石墨烯骨架的毛细作用防止液态金属的泄露;
10.6)在金属化的石墨烯骨架中灌注液态金属:将石墨烯骨架置于液态金属中,在相对真空度为-0.1mpa的烘箱中升温使得液态金属的熔化,熔化后在真空负压的作用灌注进入石墨烯骨架,自然冷却后得到石墨烯/液态金属相变储能材料;
11.7)石墨烯/液态金属相变储能材料的二次致密化:将步骤6)中制得的石墨烯/液态金属相变储能材料放置在可以控温的双辊辊压装置中,在升温至相变点附近时通过同样温度的、辊速为5-200mm/min双辊轧制设备,进一步对石墨烯/液态金属相变储能材料进一步致密化,降低界面热阻,提高热导率,最终获得快响应高储热量的石墨烯/液态金属相变储能复合材料;
12.优选的,上述步骤1)中所述的石墨烯浆料的浓度为0.5%-8%,底板运动的速率为50-500mm/min,整个过程通过液氮制冷;
13.优选的,上述步骤2)中所述的冷冻干燥的工艺参数为:在2-8h内,辐射板的温度从-20℃升温到-10℃;然后在40-90h内升温到40℃,最后在40℃保温2h;
14.优选的,上述步骤3)中所述的双辊辊压装置的温度控制范围为室温~150℃,辊速为5-200mm/min;
15.优选的,上述步骤5)中所述的石墨烯骨架金属化可以采用的方法包括粉末烧结法、磁控溅射、化学镀、超声浸镀等,用于金属化的金属包括但不局限于sn、cu、ti等;
16.优选的,上述步骤6)中所述的中所述的液态金属的成分包括但不局限于ga基:ga
86.5
sn
13.5
(熔点20.5℃),ga(熔点29.8℃)等;bi基:bi
49
in
21
pb
18
sn
12
(熔点58℃),bi
50
pb
26.7
sn
13.3
cd
10
(熔点70℃)等:in基:in
52.5
bi
31.4
sn
16.1
(熔点60℃),in
66.3
bi
33.7
(熔点72℃)等;
17.优选的,步骤7)中所述的双辊轧制设备的辊距可调节范围为15mm-1mm,辊速为5-200mm/min。
18.本发明的有益效果是:一、本发明克服了传统方法制备高取向石墨烯骨架无法实现大厚度的难题:传统制备高取向石墨烯骨架的方法为定向冷冻铸造法,利用模具提供单向温度梯度,使得冰晶单向生长,从而促使石墨烯纳米片沿着冰晶方向生长。由于冰晶隔热作用,当冰晶生长到一定厚度,温度传输受限就无法实现石墨烯的取向,因此冷冻铸造办法
无法制备三维大尺寸的样品。而本发明提出的类3d打印方法(图1),是在低温环境中将石墨烯浆料一层一层喷射到底板上,将气化的液氮喷射在喷出的浆料上方,利用液氮的急速降温作用,实现边喷射边冷冻,该方法不受样品冷冻层尺寸的影响,从而实现了三维大尺寸石墨烯骨架的制备,同时通过底板的平面运动提供剪切作用,实现了石墨烯纳米片的剪切取向;二、本发明解决了石墨烯骨架和液态金属之间的润湿难题:通过石墨烯骨架金属化,将石墨烯和液态金属之间的接触变成金属和金属之间的接触,增加了液态金属与石墨烯骨架之间的界面结合力,从而提高了液态金属与石墨烯骨架的湿润性;三、本发明实现了相变复合材料的快响应(高热导率):本发明通过类3d打印技术中的剪切诱导取向实现石墨烯的取向(如图1所示),利用液态金属在相变点附近的延展性、流动性,通过双辊辊压装置对石墨烯骨架进一步取向,其取向原理为当辊轴运动速度vr大于进料速度vs时,在水平方向产生剪切力,该剪切力会进一步提升石墨烯骨架的取向程度,从而实现了石墨烯骨架的高取向(如图2所示);另外通过石墨化处理等手段修补石墨烯本身的缺陷,提高了其结晶度,从而得到了高热导率的石墨烯骨架(孔隙率80%时,热导率可达~150w/m.k以上)。而液态金属本身就具有较高的热导率,因此,本发明制备的石墨烯/液态金属相变储能复合材料具有较高的热导率,即快响应特点。四、本发明实现了高储热量:得益于液态金属单位体积内储热量大的优点(其体积相变潜热可以达到200-600kj/l),本发明制备的快响应高储热量石墨烯/液态金属相变储能复合材料的体积相变潜热可以达到300~400kj/l,特别适合在体积空间小的散热组件上应用;五、本发明制备的复合材料相变温度范围广:通过调控液态金属的合金组分可以控制相变储能复合材料的相变温度,本发明能够使用的相变温度范围覆盖5~120℃,应用范围广。
附图说明
19.图1是类3d打印方法制备高取向石墨烯骨架的示意图;
20.图2是石墨烯二次取向原理示意图;
21.图3是实施例一冷冻干燥后石墨烯骨架的sem图片;
22.图4是实施例一预致密化及二次取向后的高定向石墨烯光学照片。
具体实施方式
23.本发明技术方案不局限于以下所列举的具体实施方式,还包括各具体实施方式之间的任意组合。
24.实施例一:
25.本实施例所述的快响应高储热量相变储能复合材料的制备方法,具体是按照以下步骤进行的:
26.1)将石墨烯浆料置于行星搅拌器中以2000r/min的速率搅拌1h得到纳米分散的石墨烯浆料,石墨烯浆料的浓度为1%;将分散好的石墨烯浆料在-10℃的条件以下喷射到以50mm/min水平匀速运动的金属底板上,得到具有定向排布结构的石墨烯/冰晶复合固体;
27.2)将高定向石墨烯/冰晶复合固体置于100目的多孔网格之上,通过四周的高功率辐射板对其进行冷冻干燥,以4h内辐射板从-20℃升温到-10℃后,在40h内升温到40℃,最后在40℃保温2h的工艺,去除水分后,得到稳定的石墨烯骨架;
28.3)将上述获得石墨烯骨架置于双辊辊压装置中,在100℃真空条件下以辊速5mm/min进行双辊辊压制备孔隙率为90%的石墨烯骨架;
29.4)高定向石墨烯骨架石墨化处理:将4)中获得石墨烯骨架放入石墨化炉中,在惰性气体氛围下进行2h的石墨化处理,去除内部的高分子分散剂,修复石墨烯纳米片本身的缺陷,石墨化处理的温度为2700℃;
30.5)通过粉末覆盖烧结法对石墨烯板材表面进行镀ti处理以增加石墨烯骨架与液态金属之间的浸润性。镀覆的温度采用800℃、镀覆的时间采用10min;
31.6)将ga基液态金属ga
86.5
sn
13.5
(熔点20.5℃)置于石墨烯骨架周围,在真空度为-0.1mpa,温度为20℃的烘箱中灌注液态金属,多次真空负压灌注后得到石墨烯/ga
86.5
sn
13.5
相变储能材料;
32.7)将步骤6)中制得的石墨烯/ga
86.5
sn
13.5
相变储能材料置于双辊辊压中,在温度至19℃时通过同样温度的、辊速为10mm/min的双辊轧制设备,使得石墨烯/ga
86.5
sn
13.5
相变储能材料进一步的有序化。
33.本实施例一制备的石墨烯/液态金属相变储能材料的高度为10mm,宽度为100mm,长度为150mm。
34.本实施例通过测试样品的面内热导率,得到快响应高储热量相变储能复合材料的面内热导率为166w/(m
·
k),体相变潜热323kj/l。比传统的石墨烯/有机相变储能材料热导率提高一个数量级,和商用相变复合材料相比,相同尺寸的材料完全相变时的影响时间缩短2/3以上。同时此储能材料可以通过冷态切割的方式制备出不同形状的相变储能材料,以便应用于复杂的环境当中。
35.实施例二:
36.本实施例所述的快响应高储热量相变储能复合材料的制备方法,仅将步骤3)中的辊速改变为100mm/min其余步骤与实施例一相同。
37.本实施例二制备的石墨烯/液态金属相变储能材料的高度为10mm,宽度为100mm,长度为150mm。本对比例通过提升辊压速率以增大辊子对石墨烯骨架剪切力,从而增大其取向程度。通过测试样品的面内热导率,得到快响应高储热量相变储能复合材料的面内热导率为153w/(m
·
k),并体相变潜热为316kj/l。步骤3)中的辊速增加,对石墨烯骨架的剪切时间减少,石墨烯骨架的取向程度减少,从而使得快响应高储热量相变储能复合材料的面内热导率减少。同时由于过快的辊速,会产生较大的剪切力,对石墨烯骨架造成了不可修复的损坏,因此将影响石墨烯骨架对液态金属的填充,使得体相变潜热减少。
38.实施例三:
39.本实施例所述的快响应高储热量相变储能复合材料的制备方法,仅将步骤3)中的辊速改变为200mm/min其余步骤与实施例一相同。
40.本实施例三制备的石墨烯/液态金属相变储能材料的高度为10mm,宽度为100mm,长度为150mm。本对比例通过提升辊压速率以增大辊子对石墨烯骨架剪切力,从而增大其取向程度。通过测试样品的面内热导率,得到快响应高储热量相变储能复合材料的面内热导率为146w/(m
·
k),并体相变潜热为309kj/l。
41.实施例四:
42.本实施例所述的快响应高储热量相变储能复合材料的制备方法,仅将步骤4)中的
热处理温度改变为2850℃,热处理时间改变为2.5h,其余步骤与实施例一相同。
43.本实施例四制备的石墨烯/液态金属相变储能材料的高度为10mm,宽度为100mm,长度为150mm通过测试样品的面内热导率,得到快响应高储热量相变储能复合材料的面内热导率为178w/(m
·
k),并体相变潜热为326kj/l。通过改变步骤4)中的热处理温度以及时间,是为了去除石墨烯表面的残余的少量基团,同时令石墨烯表面碳结构进行重排,从而修复石墨烯纳米片本身的缺陷,提升石墨烯骨架的热导率。
44.实施例五:
45.本实施例所述的快响应高储热量相变储能复合材料的制备方法,仅将步骤4)中的热处理温度改变为3000℃,热处理时间改变为2.5h,其余步骤与实施例一相同。
46.本实施例五制备的石墨烯/液态金属相变储能材料的高度为10mm,宽度为100mm,长度为150mm。通过测试样品的面内热导率,得到快响应高储热量相变储能复合材料的面内热导率为186w/(m
·
k),并体相变潜热为331kj/l。
47.实施例六:
48.本实施例所述的快响应高储热量相变储能复合材料的制备方法,仅将步骤7)中的辊压速度改变100mm/min,其余步骤与实施例一相同。
49.本实施例六制备的石墨烯/液态金属相变储能材料的高度为10mm,宽度为100mm,长度为150mm。通过测试样品的面内热导率,得到快响应高储热量相变储能复合材料的面内热导率为160w/(m
·
k),并体相变潜热为318kj/l。通过改变步骤7)中的辊动速率,是为了利用处于液体状态下的液态金属的流动性,对石墨烯骨架进行高取向致密化的重构,从而提升相变储能复合材料的热导率以及相变潜热。但是,随着辊动速度的提升,液态金属的流动作用减少,使得相变储能复合材料的热导率和相变潜热下降。
50.实施例七:
51.本实施例所述的快响应高储热量相变储能复合材料的制备方法,仅将步骤7)中的辊压速度改变200mm/min,其余步骤与实施例一相同。
52.本实施例七制备的石墨烯/液态金属相变储能材料的高度为10mm,宽度为100mm,长度为150mm。通过测试样品的面内热导率,得到快响应高储热量相变储能复合材料的面内热导率为154w/(m
·
k),并体相变潜热为310kj/l。
53.实施例八:
54.本实施例所述的快响应高储热量相变储能复合材料的制备方法,具体是按照以下步骤进行的:
55.1)将石墨烯浆料置于行星搅拌器中以3000r/min的速率搅拌1h得到纳米分散的石墨烯浆料,石墨烯浆料的浓度为5%;将分散好的石墨烯浆料在-10℃的条件以下喷射到以200mm/min水平匀速运动的金属底板上,得到具有定向排布结构的石墨烯/冰晶复合固体;
56.2)将高定向石墨烯/冰晶复合固体置于100目的多孔网格之上,通过四周的高功率辐射板对其进行冷冻干燥,以6h内辐射板从-20℃升温到-10℃后,在60h内升温到40℃,最后在40℃保温2h的工艺,去除水分后,得到稳定的石墨烯骨架;
57.3)将上述获得石墨烯骨架置于双辊辊压装置中,在100℃真空条件下以辊速100mm/min进行双辊辊压制备孔隙率为85%的石墨烯骨架;
58.4)高定向石墨烯骨架石墨化处理:将4)中获得石墨烯骨架放入石墨化炉中,在惰
性气体氛围下进行3h的石墨化处理,去除内部的高分子分散剂,修复石墨烯纳米片本身的缺陷,石墨化处理的温度为2800℃;
59.5)通过粉末覆盖烧结法对石墨烯板材表面进行镀ti处理以增加石墨烯骨架与液态金属之间的浸润性。镀覆的温度采用800℃、镀覆的时间采用10min;
60.6)将bi基液态金属bi
49
in
21
pb
18
sn
12
(熔点58℃)置于石墨烯骨架周围,在真空度为-0.1mpa,温度为58℃的烘箱中灌注液态金属,多次真空负压灌注后得到石墨烯/bi
49
in
21
pb
18
sn
12
相变储能材料;
61.7)将步骤6)中制得的石墨烯/bi
49
in
21
pb
18
sn
12
相变储能材料置于双辊辊压中,在温度至56℃时通过同样温度的、辊速为10mm/min的双辊轧制设备,使得石墨烯/ga
86.5
sn
13.5
相变储能材料进一步的有序化。
62.本实施例八制备的石墨烯/液态金属相变储能材料的高度为10mm,宽度为100mm,长度为150mm。通过测试样品的面内热导率,得到快响应高储热量相变储能复合材料的面内热导率为125w/(m
·
k),并体相变潜热为354kj/l。
63.实施例九:
64.本实施例所述的快响应高储热量相变储能复合材料的制备方法,具体是按照以下步骤进行的:
65.1)将石墨烯浆料置于行星搅拌器中以4000r/min的速率搅拌1h得到纳米分散的石墨烯浆料,石墨烯浆料的浓度为8%;将分散好的石墨烯浆料在-10℃的条件以下喷射到以400mm/min水平匀速运动的金属底板上,得到具有定向排布结构的石墨烯/冰晶复合固体;
66.2)将高定向石墨烯/冰晶复合固体置于100目的多孔网格之上,通过四周的高功率辐射板对其进行冷冻干燥,以8h内辐射板从-20℃升温到-10℃后,在90h内升温到40℃,最后在40℃保温2h的工艺,去除水分后,得到稳定的石墨烯骨架;
67.3)将上述获得石墨烯骨架置于双辊辊压装置中,在100℃真空条件下以辊速150mm/min进行双辊辊压制备孔隙率为80%的石墨烯骨架;
68.4)高定向石墨烯骨架石墨化处理:将4)中获得石墨烯骨架放入石墨化炉中,在惰性气体氛围下进行3.5h的石墨化处理,去除内部的高分子分散剂,修复石墨烯纳米片本身的缺陷,石墨化处理的温度为2900℃;
69.5)通过粉末覆盖烧结法对石墨烯板材表面进行镀ti处理以增加石墨烯骨架与液态金属之间的浸润性。镀覆的温度采用800℃、镀覆的时间采用10min;
70.6)将bi基液态金属bi
49
in
21
pb
18
sn
12
(熔点117℃)置于石墨烯骨架周围,在真空度为-0.1mpa,温度为117℃的烘箱中灌注液态金属,多次真空负压灌注后得到石墨烯/bi
49
in
21
pb
18
sn
12
相变储能材料;
71.7)将步骤6)中制得的石墨烯/in
52
sn
48
相变储能材料置于双辊辊压中,在温度至115℃时通过同样温度的、辊速为10mm/min的双辊轧制设备,使得石墨烯/in
52
sn
48
相变储能材料进一步的有序化。
72.本实施例九制备的石墨烯/液态金属相变储能材料的高度为10mm,宽度为100mm,长度为150mm。通过测试样品的面内热导率,得到快响应高储热量相变储能复合材料的面内热导率为150w/(m
·
k),并体相变潜热为396kj/l。
73.对比例一:
74.本对比例所述的快响应高储热量相变储能复合材料的制备方法,仅将步骤3)中的辊压速度改变300mm/min,其余步骤与实施例一相同。
75.本对比例一制备的石墨烯/液态金属相变储能材料的高度为10mm,宽度为100mm,长度为150mm。通过测试样品的面内热导率,得到快响应高储热量相变储能复合材料的面内热导率为127w/(m
·
k),并体相变潜热为296kj/l。调节步骤1)中的辊动速率,使其超出合适的范围,致使大幅缩短石墨烯骨架的剪切时间减少,令石墨烯骨架的取向程度减少,且过快的辊速间接的令石墨烯骨架的刚度增加以及所受剪切力增加,对石墨烯骨架造成了不可修复的损坏,因此将影响石墨烯骨架对液态金属的填充以及热导率。
76.对比例二:
77.本对比例所述的快响应高储热量相变储能复合材料的制备方法,仅将步骤4)中的热处理温度改变为2000℃,热处理时间改变为1h,其余步骤与实施例一相同。
78.本对比例二制备的石墨烯/液态金属相变储能材料的高度为10mm,宽度为100mm,长度为150mm。通过测试样品的面内热导率,得到快响应高储热量相变储能复合材料的面内热导率为114w/(m
·
k),并体相变潜热为307kj/l。步骤4)中的热处理温度降低以及时间缩短,导致石墨烯表面的残余的少量基团难以去除,同时令石墨烯表面碳结构的重排困难,从而难以修复石墨烯纳米片本身的缺陷,使得石墨烯骨架的热导率下降。
79.对比例三:
80.本对比例所述的快响应高储热量相变储能复合材料的制备方法,仅将步骤7)中的辊压速度改变300mm/min,其余步骤与实施例一相同。
81.本对比例三制备的石墨烯/液态金属相变储能材料的高度为10mm,宽度为100mm,长度为150mm。通过测试样品的面内热导率,得到快响应高储热量相变储能复合材料的面内热导率为130w/(m
·
k),并体相变潜热为303kj/l。当步骤7)中的辊动速率超出合适的范围时,处于液体状态下的液态金属流动性会相应的下降,在辊压过程中石墨烯骨架以及液态金属会发生相应的开裂。从而间接的切断“导热通路”使得相变储能复合材料的热导率以及相变潜热下降。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。