1.本实用新型涉及一种药液被雾化后吸收领域,尤其涉及一种药液瓶以及吸入给药装置。
背景技术:
2.普通的软雾剂药包材分为玻璃瓶盒、塑料瓶。塑料瓶表面既不耐磨也不耐挤压,并且对使用环境比较苛刻,当使用时也有很大概率会将瓶子药剂流出或污染药剂。
3.玻璃瓶虽有一定硬度,但是透明的,易受光污染,也不耐摔,并且不适合某些药剂存放;而现有的将外壳固定在容器的方法,模具的使用寿命较短,影响生产效率和浪费生产成本。
4.us2001009151a中公开了一种双层盒,其包含具有非常薄且柔性的内层和硬金属外层的塑料容器,该双层盒与吸入给药装置一起使用。该双层塑料容器制造困难且成本高,并且在塑料吹塑成型工艺中存在控制不良的问题,且药液瓶外包装铝罐制作成本高,冲压成型时易开裂,使用过程中铝罐中的药液瓶易脱落。
5.因此,本实用新型采用左右对分式的塑料外壳来代替铝罐,可以将药液瓶包括瓶身和瓶盖一起紧紧包裹住,采用超声焊接的方式将左右塑料外壳焊接住或者采用无毒胶水粘合左右塑料外壳,材料和生产成本低,可靠性好。
技术实现要素:
6.本实用新型提供一种药液盒,所述的药液盒包括内层结构和外层结构;所述的外层结构包括右壳和左壳,所述的右壳和所述的左壳均包括主体部和固定部,所述的固定部设置在所述的主体部上,经过一固定方式所述的固定部将所述的右壳与所述的左壳固定,所述的内层结构容纳在所述的右壳与所述的左壳形成的腔体中。
7.优选地,所述的右壳的主体部与所述的左壳的主体部的材质和结构相同,所述的右壳和所述的左壳经过注塑成型。
8.优选地,所述的主体部为半圆柱壳体,所述的主体部的截面为壳体分型面,所述的固定部设置在所述的壳体分型面上。
9.优选地,所述的一固定方式为超声焊接固定、无毒胶水固定、超声焊接和无毒胶水固定中的一种。
10.优选地,所述的固定部包括超声焊接槽和超声焊接线。
11.优选地,所述的壳体分型面包括所述的右壳的右壳体分型面和所述的左壳的左壳体分型面,在所述的右壳和所述的左壳固定过程中所述的右壳体分型面和所述的左壳体分型面接触。
12.优选地,所述的超声焊接槽设置在所述的右壳体分型面上,所述的超声焊接线设置在所述的左壳体分型面上;或者所述的超声焊接槽设置在所述的左壳体分型面上,所述的超声焊接线设置在所述的右壳体分型面上;或者所述的超声焊接槽设置在所述的右壳体
分型面和所述的左壳体分型面上,所述的超声焊接线设置在所述的右壳体分型面和所述的左壳体分型面上。
13.优选地,所述的超声焊接槽在所述的右壳体分型面和、/或所述的左壳体分型面上的位置与所述的超声焊接线在所述的右壳体分型面和、/或所述的左壳体分型面上的位置对应,使得所述的超声焊接线扣合在所述的超声焊接槽内。
14.优选地,所述的超声焊接槽和所述的超声焊接线是连续不间断的;或者,所述的超声焊接槽和所述的超声焊接线是间断的、不连续的。
15.优选地,当所述的一固定方式为无毒胶水固定、或者超声焊接和无毒胶水固定时,无毒胶水涂抹在所述的右壳体分型面和所述的左壳体分型面上。
16.优选地,所述的内层结构为圆柱状的药液瓶或者瓶身截面为椭圆的扁瓶,所述的药液瓶包括药液瓶壳体和药液瓶盖,所述的药液瓶壳体包括药液瓶主体、药液瓶颈部、凸缘、瓶口,所述的药液瓶主体的下端封闭、上端通过紧缩部连接至所述的药液瓶颈部的下端,所述的药液瓶颈部的上端连接至所述的瓶口,所述的瓶口上安装有所述的药液瓶盖;所述的药液瓶颈部的圆柱面靠近下端的附近设置有所述的凸缘。
17.优选地,所述的凸缘将所述的药液瓶颈部的圆柱面分割为药液瓶颈部下圆柱面和药液瓶颈部上圆柱面,所述的药液瓶颈部下圆柱面与所述的紧缩部连接,所述的药液瓶颈部上圆柱面与所述的瓶口连接。
18.优选地,所述的凸缘为凸出所述的药液瓶颈部的圆柱面的一整个圆环;或者所述的凸缘为断断续续的圆环部。
19.优选地,所述的外层结构与所述的药液瓶的圆柱状外形相似;
20.所述的右壳和所述的左壳将所述的药液瓶几乎完全覆盖、仅仅在所述的药液瓶盖中心位置没有覆盖。
21.优选地,所述的主体部包括外壳主体、外壳瓶颈部、凸缘定位部以及外壳瓶口部,所述的外壳主体的上端设置外壳紧缩部的下端,所述的外壳紧缩部的内部设置有所述的凸缘定位部,所述的凸缘定位部用来固定所述的凸缘,所述的外壳紧缩部的上端连接所述的外壳瓶口部,所述的外壳瓶口部用来覆盖所述的瓶口以及所述的药液瓶盖。
22.优选地,所述的外壳主体的下端采用壳体封闭,所述的外壳主体用来覆盖所述的药液瓶主体,所述的外壳主体下端的壳体内壁与所述的药液瓶的底端具有一定的间隙。
23.优选地,所述的凸缘定位部设置为两个平行的半圆环,具体为为下半圆环和上半圆环,所述的下半圆环和所述的上半圆环之间用来定位所述的凸缘。
24.优选地,所述的下半圆环设置在所述的外壳主体的上端和所述的外壳紧缩部连接处附近的内壁上,所述的上半圆环设置在所述的外壳紧缩部的内壁上,当所述的药液瓶安装在所述的右壳和所述的左壳中时,所述的下半圆环位于所述的药液瓶的凸缘的下方、所述的上半圆环位于所述的药液瓶的凸缘的上方,使得所述的药液瓶被述的右壳和所述的左壳定位。
25.优选地,所述的外壳紧缩部的截面直径小于所述的外壳瓶口部的截面直径,所述的外壳瓶口部的截面直径小于或者等于所述的外壳主体部的截面直径,从而使得所述的外壳紧缩部凹陷于所述的外壳瓶口部和所述的外壳主体部,所述的凹陷使得所述的吸入给药装置上设置的连接部能够稳定地卡扣住所述的药液盒。
26.优选地,所述的右壳和所述的左壳均还包括定位部,所述的定位部设置在所述的主体部上。
27.优选地,所述的定位部包括成对配合的凸部和凹部,所述的凸部具体设置为定位柱,所述的凹部具体设置为定位槽或者定位孔。
28.优选地,所述的成对配合的所述的凸部和所述的凹部设置为至少三对,分别设置在所述的壳体分型面、所述的外壳主体下端的壳体内壁以及所述的凸缘定位部的圆环面上。
29.优选地,设置在所述的壳体分型面上的所述的定位部具体设置为所述的定位柱和所述的定位槽。
30.优选地,所述的定位柱设置在所述的右壳体分型面上,所述的定位槽设置在所述的左壳体分型面上;或者,所述的定位柱设置在所述的左壳体分型面上,所述的定位槽设置在所述的右壳体分型面上;或者,在所述的左壳体分型面设置有所述的定位柱和所述的定位槽,在所述的右壳体分型面上设置有不同的所述的定位柱和所述的定位槽;所述的定位柱和所述的定位槽的位置对应,使得所述的定位柱和所述的定位槽能够扣合。
31.优选地,设置在所述的外壳主体下端的壳体内壁上的所述的定位部具体设置为大定位孔和大定位柱。
32.优选地,所述的大定位孔设置在所述的左壳的外壳主体下端的壳体内壁上,所述的大定位柱设置在在所述的右壳的外壳主体下端的壳体内壁上;或者,所述的大定位孔设置在所述的右壳的外壳主体下端的壳体内壁上,所述的大定位柱设置在所述的左壳的外壳主体下端的壳体内壁上;或者,在所述的右壳的外壳主体下端的壳体内壁上设置所述的大定位孔和所述的大定位柱,以及在所述的左壳的外壳主体下端的壳体内壁上设置不同的所述的大定位孔和所述的大定位柱;所述的大定位孔和所述的大定位柱的位置对应,使得所述的大定位孔和所述的大定位柱能够扣合。
33.优选地,设置在所述的凸缘定位部的圆环面上的所述的定位部具体设置为小定位孔和小定位柱。
34.优选地,所述的小定位柱设置在所述的左壳的凸缘定位部的上半圆环的上圆环面上,所述的小定位孔设置在所述的右壳的凸缘定位部的上半圆环的上圆环面上;或者,所述的小定位柱设置在所述的右壳的凸缘定位部的上半圆环的上圆环面上,所述的小定位孔设置在所述的左壳的凸缘定位部的上半圆环的上圆环面上;或者,在所述的右壳的凸缘定位部的上半圆环的上圆环面上设置有所述的小定位孔和所述的小定位柱,在所述的左壳的凸缘定位部的上半圆环的上圆环面上设置有不同的所述的小定位孔和所述的小定位柱;所述的小定位孔和所述的小定位柱的位置对应,使得所述的所述的小定位孔和所述的小定位柱能够扣合。
35.优选地,所述的右壳与所述的左壳选材为塑料,优先abs材料,所述的药液瓶的药液瓶壳体选材为塑料,优先为pp材料。
36.一种吸入给药装置,所述的吸入给药装置安装有药液盒,所述的药液盒如前述所述的一种药液盒来限定。
37.本实用新型的有益效果如下:
38.(1)采用左右对分式的塑料外壳来代替铝罐,可以将药液瓶包括瓶身和瓶盖一起
紧紧包裹住,采用超声焊接的方式将左右塑料外壳焊接住或者采用无毒胶水粘合左右塑料外壳,材料和生产成本低,可靠性好。
39.(2)设置了定位部使得右壳和左壳的壳体分型面精准贴合操作过程简单、能够加强右壳和左壳的固定强度、以及防止右壳和左壳的壳体分型面在超声焊接过程中发生错位。
附图说明
40.本实用新型的进一步优势、特征、特性及方面将通过权利要求及下面说明书附图对实施例的描述而变得明显。本实用新型展示了:
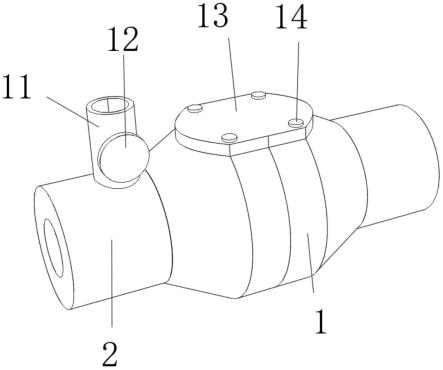
41.图1示出包含药液盒的吸入给药装置的剖视图。
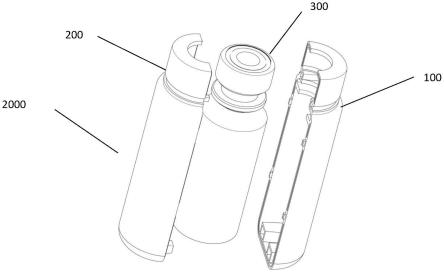
42.图2示出一种药液盒的零件爆炸的一个视角的立体图。
43.图3示出一种药液盒的零件爆炸状态下的药液瓶位于左壳的立体图。
44.图4示出右壳的立体图。
45.图5示出左壳的立体图。
46.图6示出药液瓶的立体图。
47.图7示出药液盒的立体图。
具体实施方式
48.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
49.其中的上下、左右、前后等各种方向性的词语表述,是以附图中展示出来的效果来说的。
50.图1示出了药液盒2000安装在吸入给药装置1000中,图示中是采用卡扣的方式进行连接。也可以有其它的连接方式,比如插入式、或螺纹式。
51.吸入给药装置1000能够将药液从药液盒2000中抽出,雾化成颗粒状,方便患者吸入。可以通过口腔吸入,也可以通过鼻腔吸入。
52.图2、图3示出了药液盒2000的结构。药液盒2000可以与吸入给药装置1000装配在一起出售,药液盒2000也可以与吸入给药装置1000为不同的售卖品、分开出售。药液盒2000是需要能够长期保存的容器,能够保存的期限为里面所容纳药液的保质期。
53.药液盒2000包括两层结构,内层结构用来容纳和保存药液,外层结构用来保护内层结构。
54.内层结构呈软质,容易变形,可以选材pp塑料。
55.内层结构优选包括容器和/或袋,该容器和/或袋容纳待雾化/分配的流体,特别是多剂量的流体。现有的药液盒2000通常充满待雾化的流体,以确保以恒定的体积递送剂量,至少对于计划的施用总量而言。利用本实用新型,不需要显著过量填充药液盒2000,因为可以利用正常填充的药液盒2000的几乎全部容量。
56.本实用新型的内层结构的容器具体设置为圆柱状的或者瓶身截面为椭圆的药液
瓶300,图6详细展示了药液瓶300的结构。
57.药液瓶300是一种壳体结构,药液瓶300包括药液瓶壳体和药液瓶盖301,药液瓶壳体包括药液瓶主体306、药液瓶颈部、凸缘303、瓶口302。
58.液瓶主体306的外形为圆柱状的壳体,下端封闭,上端通过紧缩部连接至药液瓶颈部的下端,药液瓶颈部的上端连接至瓶口302,瓶口302上设置有药液瓶盖301,药液瓶盖301用来密封瓶口302,防止药液从药液瓶300中外泄。
59.药液瓶颈部的圆柱面靠近下端的附近设置有凸缘303,凸缘303将药液瓶颈部的圆柱面分割为药液瓶颈部下圆柱面305和药液瓶颈部上圆柱面304。药液瓶颈部下圆柱面305与紧缩部连接,药液瓶颈部上圆柱面304与瓶口302连接。
60.凸缘303可以为凸出药液瓶颈部的圆柱面的一整个圆环,也可以为断断续续的圆环部。图6所展示的凸缘303为一整个圆环,能够加强药液瓶300被固定在外层结构上。当凸缘303为断断续续的圆环部,能够节约材料。具体的实际生产中,根据不同的目的进行有针对性的设置。
61.外层结构用来保护内层结构,防止内层结构被挤压变形、被碰撞破损,外层结构呈硬质,可以选材塑料、铝、不锈钢等。
62.外层结构可以根据吸入给药装置1000的连接结构设置为任何形状,考虑生产成本、节约材料,本实用新型将外层结构设计为瓶状结构,而且该瓶状结构与药液瓶300的圆柱状外形相似。如图2-图3所示瓶状结构具体包括右壳100和左壳200,药液瓶300被保护在右壳100和左壳200固定在一起的容纳空间内,右壳100和左壳200将药液瓶300几乎完全覆盖、仅仅在药液瓶盖301中心位置没有覆盖。
63.当药液被保存药液瓶300中,药液瓶盖301中心位置作为药液从药液瓶300输出的唯一出口。
64.右壳100和左壳200均包括主体部、固定部、和/或定位部,固定部和/或定位部均设置在主体部上。其中主体部用来覆盖住药液瓶300,固定部用来将右壳100和左壳200固定在一起,定位部用来引导右壳100和左壳200的扣合动作、并且能够提高右壳100和左壳200的固定在一起的强度。
65.右壳100的主体部和左壳200的主体部为对称结构,都为半圆柱壳体,即两个主体部由一个圆柱壳体沿着圆柱轴心线切开得到,主体部包括外壳主体、外壳瓶颈部、凸缘定位部以及外壳瓶口部。
66.外壳主体的下端采用壳体封闭,外壳主体用来覆盖药液瓶主体306,外壳主体下端的壳体内壁与药液瓶300的底端具有一定的间隙,该间隙设置由多个目的,其中最主要为:一方面该间隙能够设置其它结构,另一方面该间隙能够延长药液盒2000的整体长度从而方便使用者抓握药液盒2000、将药液盒2000从吸入给药装置1000上拆下或者安装到吸入给药装置1000上。
67.外壳主体的上端设置外壳紧缩部,外壳紧缩部的内部设置有凸缘定位部,凸缘定位部用来固定凸缘303。
68.由于外壳主体为壳体构件,凸缘定位部具体设置为两个平行的半圆环,这样一方面能够节约材料、另一方面能够减轻重量从而方便患者随身携带。
69.两个平行的半圆环,具体为下半圆环和上半圆环,下半圆环和上半圆环之间用来
定位凸缘303。下半圆环设置在外壳主体的上端和外壳紧缩部连接处附近的内壁上,上半圆环设置在外壳紧缩部的内壁上,当药液瓶300安装在右壳100和左壳200中时,下半圆环位于药液瓶300的凸缘303的下方、上半圆环位于药液瓶300的凸缘303的上方,使得药液瓶300被右壳100和左壳200完全定位住。
70.下半圆环的上圆环面与凸缘303的下面接触,下半圆环的内圆柱面可能与药液瓶颈部下圆柱面305接触;在实际的生产中,存在误差,在安装后下半圆环的内圆柱面可能与药液瓶颈部下圆柱面305不接触。
71.上半圆环的下圆环面与凸缘303的上面接触,上半圆环的内圆柱面可能与药液瓶颈部上圆柱面304接触;在实际的生产中,存在误差,在安装后上半圆环的内圆柱面可能与药液瓶颈部上圆柱面304不接触。
72.为了外观美观设计,下半圆环与上半圆环平行的同时与外壳主体的下端的壳体平行。
73.外壳紧缩部连接外壳瓶口部,外壳瓶口部用来覆盖瓶口302以及药液瓶盖301,但是外壳瓶口部的顶端中心不覆盖药液瓶盖301中心位置。
74.外壳紧缩部的截面直径小于外壳瓶口部的截面直径,外壳瓶口部的截面直径小于或者等于外壳主体部的截面直径,从而使得外壳紧缩部凹陷于外壳瓶口部和外壳主体部,该凹陷使得吸入给药装置1000上设置的连接部能够稳定地卡扣住药液盒2000。
75.如图7展示的设计,外壳瓶口部的顶端为带有缺口的壳体,该壳体的内壁与盖药液瓶盖301的顶面接触。
76.为了进一步提高定位药液瓶300的效果,外壳瓶口部的内圆柱面与药液瓶盖301的外圆柱面不接触。
77.右壳100的主体部和左壳200的主体部扣合在一起组成的瓶的尺寸大于药液瓶300的尺寸。
78.主体部为半圆柱壳体,半圆柱壳体的截面为壳体分型面,固定部设置在壳体分型面上,同时至少部分的定位部设置在壳体分型面上、另一部分的定位部设置在主体部的内部。
79.固定部的作用将右壳100和左壳200固定在一起,固定的方式有多种,采用无毒胶水粘合右壳100的主体部和左壳200的主体部的壳体分型面,或者采用超声焊接粘合右壳100的主体部和左壳200的主体部的壳体分型面,采用粘合的固定方式从而使得药液盒2000的外观更加美观。
80.如果不考虑美观以及生产成本,可以借助其它辅助部件来固定右壳100和左壳200固定在一起,比如设置至少一个外环套在扣合在一起的右壳100和左壳200的外部;或者在右壳100和左壳200的扣合之后采用焊线来焊接壳体分型面贴合留下的缝隙。
81.采用超声焊接固定右壳100和左壳200,此时固定部包括超声焊接槽和超声焊接线,当右壳100的主体部和左壳200的主体部其中的一个壳体分型面上设置超声焊接槽时,右壳100的主体部和左壳200的主体部的另外一个壳体分型面上设置超声焊接线,而且超声焊接槽在一个壳体分型面上位置与超声焊接线在另外一个壳体分型面上位置对应,这样超声熔化之后的超声焊接线能够保留在超声焊接槽中,防止外溢。
82.当右壳100的主体部和左壳200的主体部其中的一个壳体分型面上均设置超声焊
接槽和超声焊接线时,右壳100的主体部和左壳200的主体部的另外一个壳体分型面上也均设置超声焊接槽和超声焊接线,而且超声焊接槽和超声焊接线在一个壳体分型面上位置与超声焊接线和超声焊接槽在另外一个壳体分型面上位置对应。
83.如果不考虑美观,不担心超声焊接线融化后外溢出壳体分型面,此时固定部可以仅仅包括超声焊接线,在注塑右壳100和左壳200时在其中的一个壳体分型面上注塑超声焊接线。
84.以上的超声焊接线、和/或超声焊接槽,均可以为连续的一个槽、一根线,也可以为间断的一个槽、一根线,如果超声焊接槽和超声焊接线同时存在的话,也可以超声焊接线和超声焊接槽间隔设置。
85.当没有设置定位部时,右壳100和左壳200也能够通过超声焊接固定在一起,在具体的实施过程中可以选择不设置定位部。
86.但是本实用新型考虑到,定位部的作用:一方面,定位部能够用来引导右壳100和左壳200的扣合动作,使得右壳100和左壳200的壳体分型面精准贴合,操作过程简单;另一方面,当由外力作用在右壳100和左壳200时,右壳100和左壳200具有错位的趋势,定位部能够抵消超声焊接之后的右壳100和左壳200发生错位的趋势,从而加强右壳100和左壳200的固定强度;同时,在超声焊接的过程中,会发生超声振动,右壳100和左壳200的壳体分型面容易发生错位,定位部能够防止右壳100和左壳200的壳体分型面在超声焊接过程中发生错位,在后续的设计中,本实用新型的右壳100和左壳200还包括定位部。
87.定位部包括成对配合的凸部和凹部,凸部具体设置为定位柱,凹部具体设置为定位槽或者定位孔。
88.成对配合的凸部和凹部设置为至少三对,分别设置在壳体分型面、外壳主体下端的壳体内壁以及凸缘定位部的圆环面上。
89.凸部和凹部的具体设置位置如下:
90.(1)右壳100和左壳200其中一个壳体分型面上设置凸部,对应的右壳100或左壳200的外壳主体下端的壳体内壁设置另一对凸部和凹部中的凸部,同时对应的右壳100或左壳200的凸缘定位部的圆环面上设置该位置设置的一对凸部和凹部中的凸部;右壳100和左壳200中的另一个壳体,对应的位置设置配合的凹部。
91.(2)右壳100和左壳200其中一个壳体分型面上设置凸部,对应的右壳100或左壳200的外壳主体下端的壳体内壁设置另一对凸部和凹部中的凹部,同时对应的右壳100或左壳200的凸缘定位部的圆环面上设置该位置设置的一对凸部和凹部中的凸部;右壳100和左壳200中的另一个壳体,对应的位置设置配合的凹部或者凸部。
92.(3)右壳100和左壳200其中一个壳体分型面上设置凸部,对应的右壳100或左壳200的外壳主体下端的壳体内壁设置另一对凸部和凹部中的凹部,同时对应的右壳100或左壳200的凸缘定位部的圆环面上设置该位置设置的一对凸部和凹部中的凹部;右壳100和左壳200中的另一个壳体,对应的位置设置配合的凹部或者凸部。
93.(4)右壳100和左壳200其中一个壳体分型面上设置凹部,对应的右壳100或左壳200的外壳主体下端的壳体内壁设置另一对凸部和凹部中的凸部,同时对应的右壳100或左壳200的凸缘定位部的圆环面上设置该位置设置的一对凸部和凹部中的凸部;右壳100和左壳200中的另一个壳体,对应的位置设置配合的凸部或凹部。
94.(5)右壳100和左壳200其中一个壳体分型面上设置凹部,对应的右壳100或左壳200的外壳主体下端的壳体内壁设置另一对凸部和凹部中的凹部,同时对应的右壳100或左壳200的凸缘定位部的圆环面上设置该位置设置的一对凸部和凹部中的凸部;右壳100和左壳200中的另一个壳体,对应的位置设置配合的凸部或凹部。
95.或者,在壳体分型面、外壳主体下端的壳体内壁以及凸缘定位部的圆环面上,这三个位置的每个位置分别设置至少两对成对配合的凸部和凹部,此时凸部和凹部设置在右壳100和左壳200有更多的组合,在此不进行详细的描述,但是均属于本领域的技术人员根据实际需要进行的选择,均落入本实用新型的保护范围。
96.根据说明书附图图1-7所展示的内容,进行对右壳100和左壳200的结构设计进行详细说明如下:
97.右壳100和左壳200均包括主体部、固定部、定位部,固定部和定位部均设置在主体部上。
98.固定部包括超声焊接槽和超声焊接线。
99.右壳100的右壳体分型面109上设置超声焊接槽101,超声焊接槽101以间断的方式沿着右壳体分型面109设置一周,主要设置在主体部的外壳主体112的下端、外壳主体112的侧端、外壳主体112的外壳瓶口部所在的右壳体分型面109处。
100.左壳200的左壳体分型面209上设置超声焊接线201,超声焊接线201以间断的方式沿着左壳体分型面209设置一周,主要设置在主体部的外壳主体212的下端、外壳主体212的侧端、外壳主体212的外壳瓶口部所在的左壳体分型面209处,同时超声焊接线201与超声焊接槽101对应设置,使得超声熔化后的超声焊接线201的材料保存在超声焊接槽101中。
101.定位部具体设置为定位柱与定位槽或者定位孔。
102.右壳100的右壳体分型面109上设置定位柱104,定位柱104设置为4个,定位柱104在右壳体分型面109上对称设置,同时定位柱104设置在超声焊接槽101的间断处,主要设置在主体部的外壳主体的侧端所在的右壳体分型面109处。
103.左壳200的左壳体分型面209上设置定位槽204,定位槽204设置为4个,定位槽204在左壳体分型面209上对称设置,同时定位槽204设置在超声焊接线201的间断处,主要设置在主体部的外壳主体的侧端所在的左壳体分型面209处,而且定位槽204与定位柱104对应设置,两者能够配合定位。
104.右壳100的外壳主体下端的壳体内壁上设置有大定位孔106,大定位孔106的端面与右壳体分型面109平行,大定位孔106是以沿着垂直于右壳100的圆柱芯的方向延伸,大定位孔106设置为2个。
105.左壳200的外壳主体下端的壳体内壁上设置有大定位柱206,大定位柱206凸出左壳体分型面209,大定位柱206是以沿着垂直于右壳100的圆柱芯的方向延伸,大定位柱206设置为2个,大定位柱206的位置与大定位孔106对应,方便两者卡扣配合定位。
106.右壳100的凸缘定位部的上半圆环的上圆环面上设置有小定位孔105,小定位孔105的的端面与右壳体分型面109平行,小定位孔105是以沿着垂直于右壳100的圆柱芯的方向延伸,小定位孔105设置为2个。
107.左壳200的凸缘定位部的上半圆环的上圆环面上设置有小定位柱205,小定位柱205凸出左壳体分型面209,小定位柱205是以沿着垂直于右壳100的圆柱芯的方向延伸,小
定位柱205设置为2个,小定位柱205的位置与小定位孔105对应,方便两者卡扣配合定位。
108.从图4-图5展示的内容来说,小定位孔105、大定位孔106以及大定位柱206均是由壳体围蔽而成,能够节约材料,减少生产成本。
109.定位柱104、小定位柱205均为实心的,能够提高定位强度。但是在实际的生产中,会进行适应性的选择进行生产,但均落入本实用新型的保护范围。
110.正如图7所展示的,将药液瓶300安装在右壳100和左壳200的主体部内时,药液瓶300的药液瓶主体306与右壳100的外壳主体的右壳内壁107和左壳200的外壳主体的左壳内壁207间隙配合。
111.药液瓶300的凸缘303的上圆环面与右壳100的凸缘定位部的上半圆环的下圆环面103和左壳200的凸缘定位部的上半圆环的下圆环面203接触,药液瓶300的凸缘303的下圆环面与右壳100的凸缘定位部的下半圆环的上圆环面和左壳200的凸缘定位部的下半圆环的上圆环面接触。
112.右壳100的凸缘定位部的上半圆环的内圆柱面110和左壳200的凸缘定位部的上半圆环的内圆柱面210与药液瓶300的药液瓶颈部上圆柱面304间隙配合,右壳100的凸缘定位部的下半圆环的内圆柱面111和左壳200的凸缘定位部的下半圆环的内圆柱面211与药液瓶300的药液瓶颈部下圆柱面305间隙配合。
113.药液瓶300的药液瓶盖301的顶面与右壳100的主体部的外壳瓶口部的内壁102和左壳200的主体部的外壳瓶口部的内壁202接触,药液瓶300的药液瓶盖302的圆柱面与右壳100的主体部的外壳瓶口部的内壁的圆柱面108和左壳200的主体部的外壳瓶口部的内壁的圆柱面208间隙配合。
114.药液瓶300的药液瓶主体306的底端与右壳100和左壳200的主体部的外壳主体的下端以及设置在其上的定位部均不接触。
115.以上设置使得药液瓶300的凸缘303与右壳100和左壳200的凸缘定位部接触,从而将药液瓶300固定在右壳100和左壳200上,而为了加强药液瓶300与右壳100和左壳200的固定,同时设置药液瓶300的药液瓶盖301的顶面与右壳100的主体部的外壳瓶口部的内壁102和左壳200的主体部的外壳瓶口部的内壁202接触,这样药液瓶300非常牢固的固定在右壳100和左壳200内。
116.而药液瓶300的其它位置可以不与右壳100和左壳200接触,就能实现外壳对药液瓶的定位和支撑,不用担心药液瓶的主体306是否为硬质材料,即便是可塌缩的选材,也能满足容纳药液的要求。
117.采用超声焊接的方式对药液盒进行加工的方法如下:
118.步骤1,利用模具注塑出右壳100和左壳200,以吹塑的方式为主生产药液瓶300。
119.步骤2,将药液瓶300放置在右壳100、或左壳200中的一个,然后将右壳100、或左壳200中的另一个扣合。
120.步骤3,采用一种加工方式将右壳100和左壳200固定在一起。
121.下面对药液盒的加工方法的每一步进行详细解释。
122.步骤1,利用模具注塑出右壳100和左壳200,以吹塑的方式为主生产药液瓶300:
123.可以先生产右壳100和左壳200、也可以先生产药液瓶300,生产右壳100和左壳200与生产药液瓶300属于不同的生产工序,而且是单独生产,它们没有先后的要求。
124.本实用新型采用的注塑材料为塑料,将熔化后的塑料注入到模具中,然后得到右壳100和左壳200,以此得到的右壳100和左壳200一方面重量比较轻方便运输、而且方便患者随身携带;另外一方面,塑料较便宜,节约生产成本。其中的塑料材料达到医疗级别。
125.药液瓶300包括药液瓶壳体和药液瓶盖301,药液瓶壳体以吹塑的方式生产得到,药液瓶壳体的选材也是塑料,而且制作成的药液瓶壳体比右壳100和左壳200软。然后将制作好的药液瓶盖301盖在药液瓶壳体的瓶口上,完成密封,从而得到药液瓶300。
126.步骤2,将药液瓶300放置在右壳100、或左壳200中的一个,然后将右壳100、或左壳200中的另一个扣合:
127.将药液瓶300放置在右壳100中,然后将左壳200扣合在右壳100上;或者将药液瓶300放置在左壳200中,然后将右壳100扣合在左壳200上。
128.此时,左壳200上设置的小定位柱205进入右壳100上设置的小定位孔105内、以及左壳200上设置的大定位柱206进入右壳100上设置的大定位孔106内、左壳200上设置的超声焊接线201进入右壳100上设置的超声焊接槽101内,右壳100上设置的定位柱104进入左壳200上设置的定位槽204内,左壳200上设置的左壳体分型面209与右壳100上设置的右壳体分型面109贴合。
129.步骤3,采用一种加工方式将右壳100和左壳200固定在一起:
130.加工方式本实用新型采用超声焊接,将步骤2得到的扣合在一起之后的右壳100和左壳200,采用超声焊接,将超声焊接线201熔化,熔化后的超声焊接线201填充到超声焊接槽101内,由于超声焊接线201的材料与右壳100和左壳200相同,熔化后的超声焊接线201在超声焊接槽101内与右壳100和左壳200构成一个整体,强度和密封效果非常好。
131.而且设置了小定位柱205与小定位孔105、大定位孔106与大定位柱206、定位柱104与定位槽204,使得组装过程非常顺利;而且在超声焊接过程中,左壳体分型面209与右壳体分型面109贴合很紧密,不会发生错位。
132.当采用无毒胶水对药液盒进行加工的方法如下:
133.步骤1,利用模具注塑出右壳100和左壳200,以吹塑的方式为主生产药液瓶300。
134.步骤2,将药液瓶300放置在右壳100、或左壳200中的一个,在右壳100、或左壳200中的一个的壳体分型面上涂抹无毒胶水,然后将右壳100、或左壳200中的另一个扣合。
135.下面对药液盒的加工方法的每一步进行详细解释。
136.其中步骤1与采用超声焊接的方式对药液盒进行加工的步骤1相同。
137.步骤2,将药液瓶300放置在右壳100、或左壳200中的一个,在右壳100、或左壳200中的一个的壳体分型面上涂抹无毒胶水,然后将右壳100、或左壳200中的另一个扣合:
138.将药液瓶300放置在右壳100中,在右壳100的右壳体分型面109和左壳200的左壳体分型面209上分别涂抹无毒胶水,然后将左壳200扣合在右壳100上;或者将药液瓶300放置在左壳200中,在右壳100的右壳体分型面109和左壳200的左壳体分型面209上分别涂抹无毒胶水,然后将右壳100扣合在左壳200上。
139.此时超声焊接线201和超声焊接槽101起到定位和限位的作用,如果考虑生产成本,当采用无毒胶水进行粘合的方式固定时,可以不设置超声焊接线201和超声焊接槽101,但是本实用新型为了方便后面的阐述,保留了超声焊接线201和超声焊接槽101。
140.此时,左壳200上设置的小定位柱205进入右壳100上设置的小定位孔105内、以及
左壳200上设置的大定位柱206进入右壳100上设置的大定位孔106内、左壳200上设置的超声焊接线201进入右壳100上设置的超声焊接槽101内,右壳100上设置的定位柱104进入左壳200上设置的定位槽204内,左壳200上设置的左壳体分型面209与右壳100上设置的右壳体分型面109贴合,由于胶水的存在,将右壳100和左壳200牢固地粘合在一起,非常的牢固。
141.采用超声焊接的方式以及无毒胶水辅助固定对药液盒进行加工的方法如下:
142.步骤1,利用模具注塑出右壳100和左壳200,以吹塑的方式生产药液瓶300。
143.步骤2,将药液瓶300放置在右壳100、或左壳200中的一个,在右壳100、或左壳200中的一个的壳体分型面上涂抹无毒胶水,然后将右壳100、或左壳200中的另一个扣合。
144.步骤3,采用一种加工方式将右壳100和左壳200固定在一起。
145.下面对药液盒的加工方法的每一步进行详细解释。
146.其中步骤1、步骤2与采用无毒胶水对药液盒进行加工的步骤1、步骤2相同。
147.其中步骤3与与采用超声焊接的方式对药液盒进行加工的步骤3相同。
148.这样有多重固定方式来固定右壳100和左壳200。
149.不论采用超声焊接的方式、还是采用无毒胶水固定的方式、还是这两种方式的结合,均使得右壳100和左壳200稳定地固定在一起,而且由于设置了定位部使得右壳100和左壳200的壳体分型面精准贴合操作过程简单、能够加强右壳100和左壳200的固定强度、以及防止右壳100和左壳200的壳体分型面在超声焊接过程中发生错位。
150.本实用新型采用左右对分式的塑料外壳来代替铝罐,可以将药液瓶包括瓶身和瓶盖一起紧紧包裹住,采用超声焊接的方式将左右塑料外壳焊接住或者采用无毒胶水粘合左右塑料外壳,材料和生产成本低,可靠性好。
151.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
152.附图标记列表如下:
153.1000 吸入给药装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2000 药液盒
154.100
ꢀꢀ
右壳
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
101
ꢀꢀ
超声焊接槽
155.102
ꢀꢀ
外壳瓶口部的内壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
103
ꢀꢀ
上半圆环的下圆环面
156.104
ꢀꢀ
定位柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
105
ꢀꢀ
小定位孔
157.106
ꢀꢀ
大定位孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
107
ꢀꢀ
外壳主体的右壳内壁
158.108
ꢀꢀ
外壳瓶口部的内壁的圆柱面
ꢀꢀꢀꢀꢀꢀꢀ
109
ꢀꢀ
右壳体分型面
159.110
ꢀꢀ
上半圆环的内圆柱面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111
ꢀꢀ
下半圆环的内圆柱面
160.112
ꢀꢀ
主体部的外壳主体
161.200
ꢀꢀ
左壳
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
201
ꢀꢀ
超声焊接线
162.202
ꢀꢀ
外壳瓶口部的内壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
203
ꢀꢀ
上半圆环的下圆环面
163.204
ꢀꢀ
定位槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
205
ꢀꢀ
小定位柱
164.206
ꢀꢀ
大定位柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
207
ꢀꢀ
外壳主体的左壳内壁
165.208
ꢀꢀ
外壳瓶口部的内壁的圆柱面
ꢀꢀꢀꢀꢀꢀꢀ
209
ꢀꢀ
左壳体分型面
166.210
ꢀꢀ
上半圆环的内圆柱面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
211
ꢀꢀ
下半圆环的内圆柱面
167.212
ꢀꢀ
主体部的外壳主体
168.300
ꢀꢀ
药液瓶
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
301
ꢀꢀ
药液瓶盖
169.302
ꢀꢀ
瓶口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
303
ꢀꢀ
凸缘
170.304
ꢀꢀ
药液瓶颈部上圆柱面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
305
ꢀꢀ
药液瓶颈部下圆柱面
171.306
ꢀꢀ
药液瓶主体
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。