1.本实用新型涉及矩形方管加工技术领域,具体涉及一种方管四角边加热矫形装置。
背景技术:
2.矩形方管是指横截面为矩形、方形的中空金属型材,在承受弯矩或者扭矩时操作较为便利(弯曲截面系数bh^2/6或极惯性矩比较大),直边方管是指外截边为直边的方管,截面为正方形且截面积较同型号的矩形方管更大,在一些使用要求下,经常会需要将采购来的矩形方管进行矫形改为直边方管,从而增加其稳定性、受力强度等指标,对此,我们提出了一种方管四角边加热矫形装置。
技术实现要素:
3.(一)解决的技术问题
4.针对现有技术的不足,本实用新型提供了一种方管四角边加热矫形装置,其能通过对矩形方管的四个角边进行加热后再进行挤压矫形操作,使原矩形方管的四个外弧的r角弧度,矫形出外弧尖角为90度的方管,从而能将矩形方管矫形成直边方管,增加其稳定性、受力强度等指标,降低材料成形力,提高材料成形性能,消除加工硬化引起的残余应力,增强延展性,提高焊接性能,与正火回火后的“热弯成形”相比,转角加热成形加热面积小,不会影响母材本身,同时还能加工口径。
5.(二)技术方案
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种方管四角边加热矫形装置,包括:
8.四角边加热部,所述四角边加热部包括两个支架,两个支架之间设置有四组角边加热架,且两个支架上设置有两个用于对位于下侧的两组角边加热架进行横向调节的间距调节组件,以及两个用于对位于上侧的两组角边加热架进行升降调节的升降调节组件,同时位于同侧的每两组角边加热架之间通过两个纵向调节组件可纵向滑动调节,四组角边加热架内均设置有加热丝,且四组角边加热架的一端通过进液管与水冷器的出液端连通,四组角边加热架的另一端通过回液管与水冷器的回液端连通,角边加热架、进液管以及回液管内均设置有介质液,用于进行循环加热和冷却;
9.具体的,所述间距调节组件包括t型滑轨、两个横向调节板以及两个横向调节螺栓和两个螺母一;
10.所述t型滑轨固定安装在支架上,两个所述横向调节板分别固定连接在位于下侧的两组角边加热架的底部,且两个横向调节板的底部均开设有通孔一,所述横向调节螺栓贯穿设置在通孔一内,所述螺母一螺纹连接在横向调节螺栓上,且螺母一设置在t型滑轨上的t型槽内。
11.具体的,所述升降调节组件包括两个升降调节板、两个升降调节螺杆、两个顶限位
螺母和两个底限位螺母,两个所述升降调节板分别固定连接在位于上侧的两组角边加热架的顶部,两个所述升降调节螺杆分别可拆卸连接在两个升降调节板上,所述支架的顶部开设有用于两个升降调节螺杆横向进行移动的横向条形通口,两个所述升降调节螺杆贯穿横向条形通口并伸至支架的上侧,两个所述顶限位螺母螺纹连接在两个升降调节螺杆位于支架上侧的部分,两个所述底限位螺母螺纹连接在两个升降调节螺杆位于支架下侧的部分。
12.具体的,所述纵向调节组件包括纵向调节板、底轮、连接板以及连接螺栓与连接螺母;
13.位于下侧的一组角边加热架与纵向调节板可拆卸连接,所述底轮安装在纵向调节板的底端,用于支撑纵向调节板随位于下侧的一组角边加热架进行横向移动,所述连接板固定连接在位于上侧的一组角边加热架上,所述连接螺栓贯穿螺纹连接在连接板上,所述连接螺母螺纹套设在连接螺栓上,所述纵向调节板上开设有用于连接螺栓纵向进行移动的纵向条形通口。
14.为了对矩形方管的角边进行针对贴合的加热,所述角边加热架包括两个加热方管,两个所述加热方管之间呈垂直交错状,用于与矩形方管的角边配合贴合。
15.进料部,所述进料部设置在所述四角边加热部的一侧,用于对需要进行加热矫形的矩形方管进行进料;
16.矫形部,所述矫形部设置在所述四角边加热部的另一侧,包括横面挤压组件和侧面挤压组件,所述横面挤压组件用于同时对加热后的矩形方管的上下两个侧面进行挤压矫形,所述侧面挤压组件用于同时对加热后的矩形方管的左右两个侧面进行挤压矫形。
17.具体的,所述横面挤压组件包括两个升降架、两个升降缸、两个升降块、两个底块以及顶辊和底辊,同时还包括用于驱动顶辊和底辊相反进行转动的驱动件;
18.两个所述升降缸分别安装在两个升降架上,两个升降块分别滑动安装在两个升降架内的上侧,且两个升降缸的底部输出端与两个升降块的顶部固定连接,所述顶辊转动安装在两个升降块之间,两个底块分别固定设置在两个升降架内的下侧,所述底辊转动安装在两个底块之间,用于支撑加热后的方管的底面;
19.所述驱动件包括两个驱动电机一,两个驱动电机一的输出端均固定连接有万向轴连器,且两个所述万向轴连器的另一端分别与顶辊、底辊的一侧固定连接。
20.具体的,所述侧面挤压组件包括调节轨、双向调节丝杠、两个丝杠螺母、两个侧辊、两个驱动电机二以及底滑道;
21.所述调节轨固定连接在两个升降架远离四角边加热部的一端,所述双向调节丝杠转动安装在调节轨内,两个所述丝杠螺母均滑动安装在调节轨内,且两个丝杠螺母均螺纹套设在双向调节丝杠上,两个所述侧辊分别转动安装在两个丝杠螺母的底部,两个驱动电机二均滑动安装在底滑道内,且两个驱动电机二的顶部输出端与两个侧辊的底端固定连接,用于驱动两个侧辊相反进行转动。
22.(三)有益效果
23.与现有技术相比,本实用新型提供了一种方管四角边加热矫形装置,具备以下有益效果:
24.1.通过设置进料部,四角边加热部,便于对需要进行加热矫形的矩形方管向四角边加热部内进行进料。
25.2.通过四组角边加热架,便于对矩形方管的四个角边进行针对贴合的加热,使其在加热后便于轧制进行矫形,使原矩形方管的四个外弧的r角弧度,矫形出外弧尖角为90度的方管,同时方管经局部感应加热后还可以降低材料成形力,提高材料成形性能,消除加工硬化引起的残余应力,增强延展性,提高焊接性能,与正火回火后的“热弯成形”相比,转角加热成形加热面积小,不会影响母材本身,同时还能加工口径;
26.在此基础上,通过间距调节组件、升降调节组件以及纵向调节组件可以配合对四组角边加热架进行上下左右间距的调节,从而便于适应多种型号的矩形方管加热矫形。
27.3.通过设置有矫形部的横面挤压组件和侧面挤压组件,便于对加热后的矩形方管的四个侧面进行挤压矫形,便于对原矩形方管的四个外弧的r角弧度进行轧制挤压,矫形出外弧尖角为90度的方管。
附图说明
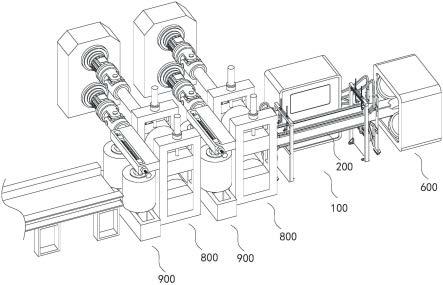
28.图1为本技术一较佳实施例中整体的立体结构示意图;
29.图2为本技术一较佳实施例中四角边加热部、角边加热架和进料部等配合的立体结构示意图;
30.图3为本技术一较佳实施例中图2中a处的局部放大结构示意图;
31.图4为本技术一较佳实施例中图2中b处的局部放大结构示意图;
32.图5为本技术一较佳实施例中矫形部的立体结构示意图;
33.图6为本技术一较佳实施例中角边加热架的立体结构示意图;
34.图7为本技术中矩形方管矫形与直边方管的平面结构示意图;
35.图8为本技术中矫形部工作方向的平面结构示意图。
36.图中:
37.100、四角边加热部;101、支架;102、进液管;103、水冷器;104、回液管;
38.200、角边加热架;201、加热方管;
39.300、间距调节组件;301、t型滑轨;302、横向调节板;303、横向调节螺栓;304、螺母一;
40.400、升降调节组件;401、升降调节板;402、升降调节螺杆;403、顶限位螺母;404、底限位螺母;
41.500、纵向调节组件;501、纵向调节板;502、底轮;503、连接板;504、连接螺栓;505、连接螺母;
42.600、进料部;
43.700、矫形部;
44.800、横面挤压组件;801、升降架;802、升降缸;803、升降块;804、底块;805、顶辊;806、底辊;807、驱动电机一;808、万向轴连器;
45.900、侧面挤压组件;901、调节轨;902、双向调节丝杠;903、丝杠螺母;904、侧辊;905、驱动电机二;906、底滑道。
具体实施方式
46.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
47.实施例
48.请参阅图1至图8,一种方管四角边加热矫形装置,包括:
49.如图1、图2所示,四角边加热部100,所述四角边加热部100包括两个支架101,两个支架101之间设置有四组角边加热架200,由图6中可以看出,所述角边加热架200包括两个加热方管201,两个所述加热方管201之间呈垂直交错状,便于对矩形方管的四个角边进行针对贴合的加热;
50.四组角边加热架200内均设置有加热丝,且四组角边加热架200的一端通过进液管102与水冷器103的出液端连通,四组角边加热架200的另一端通过回液管104与水冷器103的回液端连通,角边加热架200、进液管102以及回液管104内均设置有介质液,用于进行循环加热和冷却,为了提高金属在弯曲部位的性能,可以采用转角冷热复合成型工艺,通过转角感应加热加工矩形方管的外弧的r角弧度,使原矩形方管的四个外弧的r角弧度,矫形出外弧尖角为90度的方管,同时方管经局部感应加热后还可以降低材料成形力,提高材料成形性能,消除加工硬化引起的残余应力,增强延展性,提高焊接性能,与正火回火后的“热弯成形”相比,转角加热成形加热面积小,不会影响母材本身,同时还能加工口径。
51.如图1、图2所示,进料部600,所述进料部600设置在所述四角边加热部100的一侧,用于对需要进行加热矫形的矩形方管进行进料。
52.如图1至图4所示,为了四组角边加热架200能够进行上下左右间距的调节,从而便于适应多种型号的矩形方管加热矫形,两个支架101上设置有两个用于对位于下侧的两组角边加热架200进行横向调节的间距调节组件300,以及两个用于对位于上侧的两组角边加热架200进行升降调节的升降调节组件400,同时位于同侧的每两组角边加热架200之间通过两个纵向调节组件500可纵向滑动调节;
53.如图3所示,具体的,所述间距调节组件300包括t型滑轨301、两个横向调节板302以及两个横向调节螺栓303和两个螺母一304;
54.所述t型滑轨301固定安装在支架101上,两个所述横向调节板302分别固定连接在位于下侧的两组角边加热架200的底部,且两个横向调节板302的底部均开设有通孔一,所述横向调节螺栓303贯穿设置在通孔一内,所述螺母一304螺纹连接在横向调节螺栓303上,且螺母一304设置在t型滑轨301上的t型槽内;
55.当横向调节螺栓303旋紧使横向调节板302贴合在t型滑轨301上时,横向调节板302与t型滑轨301之间具有较大的摩擦阻力,不能发生滑动,当横向调节螺栓303旋松,横向调节板302不与t型滑轨301贴合时,横向调节板302能够通过带动横向调节螺栓303螺母一304在t型滑轨301上的t型槽内滑动,从而便于对位于下侧的两组角边加热架200之间的间距进行调节;
56.如图4所示,具体的,所述升降调节组件400包括两个升降调节板401、两个升降调节螺杆402、两个顶限位螺母403和两个底限位螺母404,两个所述升降调节板401分别固定连接在位于上侧的两组角边加热架200的顶部,两个所述升降调节螺杆402分别可拆卸连接在两个升降调节板401上,所述支架101的顶部开设有用于两个升降调节螺杆402横向进行
移动的横向条形通口,两个所述升降调节螺杆402贯穿横向条形通口并伸至支架101的上侧,两个所述顶限位螺母403螺纹连接在两个升降调节螺杆402位于支架101上侧的部分,两个所述底限位螺母404螺纹连接在两个升降调节螺杆402位于支架101下侧的部分;
57.在连接螺栓504呈旋松状态时,连接螺栓504可在纵向条形通口内纵向移动,连接板503与位于上侧的角边加热架200升降移动,此时可以通过在升降调节螺杆402上旋动顶限位螺母403和底限位螺母404的位置,可以使在升降调节螺杆402通过顶限位螺母403和底限位螺母404限位支撑在支架101上的不同高度,从而便于对位于上侧的两组角边加热架200进行升降调节;
58.如图4所示,具体的,所述纵向调节组件500包括纵向调节板501、底轮502、连接板503以及连接螺栓504与连接螺母505;
59.位于下侧的一组角边加热架200与纵向调节板501可拆卸连接,所述底轮502安装在纵向调节板501的底端,用于支撑纵向调节板501随位于下侧的一组角边加热架200进行横向移动,所述连接板503固定连接在位于上侧的一组角边加热架200上,所述连接螺栓504贯穿螺纹连接在连接板503上,所述连接螺母505螺纹套设在连接螺栓504上,所述纵向调节板501上开设有用于连接螺栓504纵向进行移动的纵向条形通口;
60.在顶限位螺母403和底限位螺母404在升降调节螺杆402上的位置不与支架101有接触时,位于下侧的两组角边加热架200之间进行间距调节时,通过纵向调节板501的连接关系,位于下侧的两组角边加热架200可分别同时带动位于上侧的两组角边加热架200横行进行移动,升降调节螺杆402在横向条形通口内横向移动,底轮502可以对纵向调节板501进行支撑,使其能随位于下侧的角边加热架200同时进行横向移动。
61.如图1与图5所示,矫形部700,所述矫形部700设置在所述四角边加热部100的另一侧,包括横面挤压组件800和侧面挤压组件900,所述横面挤压组件800用于同时对加热后的矩形方管的上下两个侧面进行挤压矫形,所述侧面挤压组件900用于同时对加热后的矩形方管的左右两个侧面进行挤压矫形。
62.具体的,所述横面挤压组件800包括两个升降架801、两个升降缸802、两个升降块803、两个底块804以及顶辊805和底辊806,同时还包括用于驱动顶辊805和底辊806相反进行转动的驱动件;
63.两个所述升降缸802分别安装在两个升降架801上,两个升降块803分别滑动安装在两个升降架801内的上侧,且两个升降缸802的底部输出端与两个升降块803的顶部固定连接,所述顶辊805转动安装在两个升降块803之间,两个底块804分别固定设置在两个升降架801内的下侧,所述底辊806转动安装在两个底块804之间,用于支撑加热后的方管的底面;
64.通过两个升降缸802可带动两个升降块803在两个升降架801内的上侧进行升降调节,从而便于对顶辊805的高度进行调节;
65.所述驱动件包括两个驱动电机一807,两个驱动电机一807的输出端均固定连接有万向轴连器808,且两个所述万向轴连器808的另一端分别与顶辊805、底辊806的一侧固定连接。
66.具体的,所述侧面挤压组件900包括调节轨901、双向调节丝杠902、两个丝杠螺母903、两个侧辊904、两个驱动电机二905以及底滑道906;
67.所述调节轨901固定连接在两个升降架801远离四角边加热部100的一端,所述双向调节丝杠902转动安装在调节轨901内,两个所述丝杠螺母903均滑动安装在调节轨901内,且两个丝杠螺母903均螺纹套设在双向调节丝杠902上,两个所述侧辊904分别转动安装在两个丝杠螺母903的底部,两个驱动电机二905均滑动安装在底滑道906内,且两个驱动电机二905的顶部输出端与两个侧辊904的底端固定连接,用于驱动两个侧辊904相反进行转动;
68.通过双向调节丝杠902的转动,可同时带动两个所述丝杠螺母903在调节轨901内相对或相反滑动,从而便于带动两个所述侧辊904相互靠近或者相互远离。
69.该方管四角边加热矫形装置在对矩形方管进行加热矫形时,首先将矩形方管的一端插入至进料部600内,由进料部600自动对矩形方管进行送料(现有技术,只要能实现方管的自动输送即可),然后矩形方管的一端进入至四组角边加热架200之间(此步骤中可以通过间距调节组件300、升降调节组件400以及纵向调节组件500配合对四组角边加热架200进行上下左右间距的调节,从而便于适应多种型号的矩形方管),四组角边加热架200对矩形方管的四个外弧r角边进行加热(加热温度以及加热时间以及实际情况而定),加热至达到适宜条件后,矩形方管在进料部600的推动作用下继续输送,同时矩形方管的另外一头进入顶辊805与底辊806之间(顶辊805的高度应随位于上侧的两组角边加热架200的升降调节随之预先调好),两个驱动电机一807同时朝远离四角边加热部100的方向转动且两个驱动电机一807反向进行转动(如图8所示),对矩形方管的上下两个侧面进行轧制以及同时对矩形方管输送,然后矩形方管继续进入两个所述侧辊904之间(两个所述侧辊904之间的间距也应在位于下侧的两组角边加热架200进行间距调节后升随之预先调好),两个驱动电机二905同时朝远离四角边加热部100的方向转动且两个驱动电机二905反向进行转动(如图8所示),对矩形方管的左右两个侧面进行轧制以及同时对矩形方管输送,配合作用下原矩形方管的四个外弧的r角弧度会被轧制挤压成外弧尖角为90度即可成为方管。
70.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。