1.本技术涉及钉扣机的领域,尤其是涉及一种便于切换模具的钉扣机。
背景技术:
2.钉扣机是广泛应用于羽绒服、衬衫、睡衣裤、夹克衫、卡曲衫装等上的订扣子的专用服装设备,也应用在皮包、钱包、帽子等皮塑制品的钉扣领域。
3.由于纽扣的不同,其钉扣时对应的模具也会有所差别,现有的大多数钉扣机如果要钉不同形状规格的纽扣,就必须要单独更换模具,一拆一装的过程比较浪费时间,影响生产效率,有待改进。
技术实现要素:
4.为了实现模具的便捷更换,本技术提供一种便于切换模具的钉扣机。
5.本技术提供的一种便于切换模具的钉扣机采用如下的技术方案:
6.一种便于切换模具的钉扣机,包括机体,所述机体设置有上模座、下模座和用于驱动所述上模座进行竖直升降的升降机构,所述上模座上转动连接有带有多个上模具的上模转换盘,所述下模座上转动连接有带有多个下模具的下模转换盘,多个所述上模具分别与多个所述下模具相对应,且所述上模座上设置有用于定位所述上模转换盘位置的第一定位装置,所述下模座上设置有用于定位所述下模转换盘位置的第二定位装置。
7.通过采用上述技术方案,通过设置上模转换盘和下模转换盘,无需对模具进行拆卸即可实现模具的快速更换,实现了模具的便捷切换,有助于提高生产效率。
8.可选的,所述第一定位装置包括定位块,所述上模座上设置有用于供所述定位块嵌入滑移的安装槽,且所述下模转换盘背侧设置有多个供所述定位块嵌入卡接的第一定位槽,多个所述第一定位槽分别与多个所述上模具对应设置,且对应设置的所述定位槽和所述上模具相互背离,所述安装槽内设置有用于驱动所述定位块向外滑移的定位弹簧,且当所述定位块嵌入卡接于某个所述第一定位槽时,与其相对应的所述上模具处于工作位置,所述上模座上还设置有用于驱动所述定位块向内滑移收纳的驱动组件。
9.通过采用上述技术方案,当切换上模具时,首先利用驱动组件控制定位块沿安装槽向内滑移,随后即可转动上模转换盘将相应的上模具切换至工作位置,随后松开驱动组件,定位弹簧驱动定位块沿安装槽向外滑移并嵌入卡接于对应的第一定位槽内,实现上模具的定位,进而完成上模具的切换工作。通过设置结构简单且工作稳定的第一定位装置,实现了上模转换盘的稳定定位,进而实现了上模具的稳定定位,保证了上模具的稳定工作状态。
10.可选的,所述驱动组件包括驱动绳、驱动块和一对驱动滑轮,所述上模座上设置有与所述安装槽相连通的驱动腔,一对所述驱动滑轮并列设置于所述驱动腔内,且其中一个所述驱动滑轮设置于所述驱动腔和所述安装槽相连通处,所述驱动块设置于所述上模座外侧并与其滑动连接,所述驱动绳一端与所述定位块相连接,另一端依次跨过一对所述驱动
滑轮后与所述驱动块相连接,且当控制所述驱动块沿所述上模座滑移时,所述驱动绳驱动所述定位块沿所述安装槽向内滑移。
11.通过采用上述技术方案,通过设置结构简单且工作稳定的驱动组件,实现了定位块向内滑移的便捷驱动,进而实现了上模转换盘定位状态和非定位状态的便捷切换,有助于提升工作人员切换模具的效率。
12.可选的,所述第二定位装置包括定位杆,所述下模转换盘可沿所述下模座进行竖直升降,所述定位杆竖直设置于所述下模座上,所述下模转换盘的背侧设置有多个与所述下模具位置相对应的第二定位槽,所述第二定位槽用于供所述定位杆嵌入卡接,且当所述定位杆嵌入卡接于所述下模具背侧位置的所述第二定位槽内时,所述下模具处于工作状态。
13.通过采用上述技术方案,当切换下模具时,首先抬升下模转换盘并转动下模转换盘,使相应的下模具处于工作位置,随后控制下模转换盘下降并使定位杆嵌入对应的第二定位槽内,实现下模转换盘的定位,完成下模具的切换工作。通过设置结构简单且工作稳定的第二定位装置,既实现了下模具的便捷切换定位,又实现了对下模转换盘的稳定支撑,有效保证了下模转换盘工作状态的稳定性。
14.可选的,所述上模转换盘倾斜设置于所述上模座上。
15.通过采用上述技术方案,通过将上模转换盘倾斜设置,便于升降机构对上模具进行施力,保证钉扣工作的高效进行。
16.可选的,所述上模座和所述下模座上分别设置有供所述上模具和所述下模具非工作端对应嵌入的凹槽,所述凹槽与所述上模具或所述下模具非工作端螺纹连接。
17.通过采用上述技术方案,通过设置与上模转换盘和下模转换盘活动连接的上模具和下模具,便于工作人员根据工作需要将常用的模具安装于转换盘上,满足实际生产需要。
18.可选的,所述升降机构包括升降液压缸,所述升降液压缸竖直设置于所述上模座上方并与所述上模座顶部相连接,且所述机体上端面设置有用于承载所述升降液压缸的机架。
19.通过采用上述技术方案,通过设置结构简单且工作稳定的升降机构,实现了上模座的稳定升降驱动,保证了钉扣工作的正常进行。
20.可选的,所述上模座和所述下模座上设置有用于标识所述上模具和所述下模具对应关系的数字标识。
21.通过采用上述技术方案,通过设置数字标识,便于工作人员将上模具和下模具机进行一一对应。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.通过设置上模转换盘和下模转换盘,无需对模具进行拆卸即可实现模具的快速更换,实现了模具的便捷切换,有助于提高生产效率;
24.通过设置结构简单且工作稳定的第一定位装置,实现了上模转换盘的稳定定位,进而实现了上模具的稳定定位,保证了上模具的稳定工作状态,同时通过设置结构简单且工作稳定的驱动组件,实现了定位块向内滑移的便捷驱动,进而实现了上模转换盘定位状态和非定位状态的便捷切换,有助于提升工作人员切换模具的效率;
25.通过设置结构简单且工作稳定的第二定位装置,既实现了下模具的便捷切换定
位,又实现了对下模转换盘的稳定支撑,有效保证了下模转换盘工作状态的稳定性。
附图说明
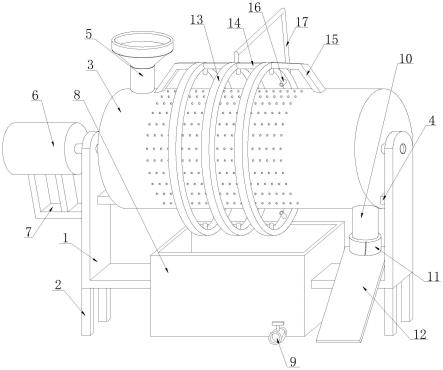
26.图1是本技术实施例的整体结构示意图。
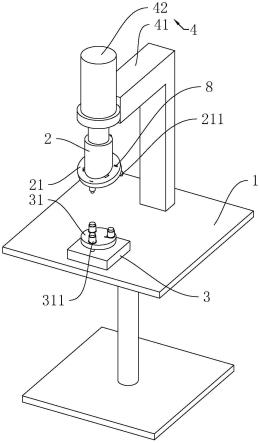
27.图2是本技术实施例中上模转换盘和上模座的连接关系示意图。
28.图3是本技术实施例中下模转换盘和下模座的连接关系示意图。
29.图4是本技术实施例中上模具和上模转换盘或下模具和下模转换盘的连接关系示意图。
30.附图标记说明:1、机体;2、上模座;21、上模转换盘;211、上模具;22、安装槽;221、定位弹簧;23、第一定位槽;24、驱动腔;3、下模座;31、下模转换盘;311、下模具;312、转轴;313、第二定位槽;32、转槽;4、升降机构;41、机架;42、升降液压缸;5、第一定位装置;51、定位块;52、驱动组件;521、驱动绳;522、驱动块;523、驱动滑轮;6、第二定位装置;61、定位杆;7、凹槽;8、数字标识。
具体实施方式
31.以下结合附图对本技术作进一步详细说明。
32.本技术实施例公开一种便于切换模具的钉扣机。
33.参照图1,一种便于切换模具的钉扣机,包括机体1,机体1上设置有上模座2和下模座3,其中下模座3设置于机体1上端面,上模座2设置于下模座3上方,且上模座2和机体1之间通过升降机构4相连接。
34.参照图1,升降机构4包括机架41和升降液压缸42。机架41设置于机体1上端面,升降液压缸42竖直设置,且升降液压缸42固定端与机体1相连接,自由端与上模座2顶部相连,以通过升降液压缸42带动上模座2进行竖直升降。
35.参照图1,上模座2底部转动连接有上模转换盘21,且上模转换盘21倾斜设置,上模转换盘21背离上模座2的一侧边缘位置沿其周向方向均匀设置有多个上模具211,且当上模具211处于工作位置时,上模具211呈竖直状态。下模座3上设置有下模转换盘31,下模转换盘31和下模座3转动连接,下模转换盘31上端面边缘位置沿其周向方向均匀设置有多个下模具311,下模具311竖直设置,多个上模具211和多个下模具311一一对应,以通过上模具211和下模具311的配合实现不同种类扣子的钉扣工作。
36.参照图2,上模座2上设置有第一定位装置5,第一定位装置5用于定位上模转换盘21的位置,进而保证上模具211工作状态的稳定性。第一定位装置5包括定位块51和驱动组件52。
37.参照图2,上模座2上设置有安装槽22,且安装槽22垂直于上模转换盘21设置,定位块51设置于安装槽22内并与安装槽22滑动连接,安装槽22内设置有用于驱动定位块51向外滑移的定位弹簧221,上模转换盘21相对上模座2设置的一侧设置有多个供定位块51嵌入卡接的第一定位槽23,多个第一定位槽23分别与多个上模具211对应设置,且对应设置的第一定位槽23和上模具211相互远离,即当某一上模具211处于工作位置时,定位块51嵌入与其对应设置的第一定位槽23内。
38.参照图2,驱动组件52设置于上模座2上,且驱动组件52用于驱动定位块51沿安装
槽22向内滑移,以使定位块51和第一定位槽23相互脱离,解除对上磨转换盘的定位状态,从而转动上磨转换盘实现上模具211的切换。
39.参照图2,驱动组件52包括驱动绳521、驱动块522和一对驱动滑轮523。上模座2内设置有与安装槽22顶部相连通的驱动腔24,一对驱动滑轮523并列设置于驱动腔24并与驱动腔24转动连接,驱动块522设置于上模座2侧壁上并位于一对驱动滑轮523之间,驱动块522和上模座2竖直滑动连接,且驱动块522和驱动腔24相连通,驱动绳521一端与定位块51顶部相连接,另一端依次跨过一对驱动滑轮523后与驱动块522顶部相连接,以在控制驱动块522向下竖直滑移的过程中通过驱动绳521牵引定位块51沿安装槽22向内滑移。
40.参照图2,位于下方的驱动滑轮523设置于驱动腔24和安装槽22的连通处,以保证驱动绳521沿安装槽22长度方向对定位块51施加牵引力,保证驱动绳521对定位块51牵引力的稳定施加。
41.因此,当切换上模具211时,首先控制驱动块522向下滑移,驱动块522向下滑移的过程中通过驱动绳521牵引定位块51沿安装槽22向内滑移,之后即可转动上模转换盘21将相应的上模具211切换至工作位置,随后松开驱动组件52,定位弹簧221驱动定位块51沿安装槽22向外滑移并再次嵌入卡接于对应的第一定位槽23内,实现上模转换盘21的再次定位,即可完成上模具211的更换。
42.参照图3,下模座3上设置有用于定位下模转换盘31的第二定位装置6,且第二定位装置6包括定位杆61。下模转换盘31底部中央位置竖直设置有转轴312,且下模座3上端面设置有供转轴312嵌入转动并可竖直升降的转槽32。
43.参照图3,定位杆61竖直设置于下模座3上端面并位于下模转换盘31底部边缘位置,下模转换盘31底部边缘位置沿其周向方向均匀设置有多个第二定位槽313,多个第二定位槽313和多个下模具311相对应,且多个第二定位槽313依次设置于多个下模具311的正下方,第二定位槽313用于供定位杆61嵌设卡接,且当第二定位杆61嵌入第二定位槽313内,对应位置的下模具311处于工作状态。
44.因此,当切换下模具311时,首先抬升下模转换盘31并转动下模转换盘31,使相应的下模具311处于工作位置,随后控制下模转换盘31下降并使定位杆61嵌入对应的第二定位槽313内,实现下模转换盘31的再次定位,即可完成下模具311的切换工作。
45.参照图4,上模座2和下模座3上相对设置的一侧的边缘位置均沿其周向方向均匀设置有多个凹槽7,多个凹槽7用于供上模具211或下模具311非工作端对应嵌入,且上模具211和下模具311非工作端与凹槽7螺纹连接,以便工作人员根据需要对常用的上模具211和下模具311进行更换。
46.参照图2、图4,上模座2和下模座3上均设置有用于标识上模具211和下模具311对应关系的数字标识8,以便工作人员快速确定上模具211和下模具311的配套关系。
47.本技术实施例一种便于切换模具的钉扣机的实施原理为:当对钉扣换工作使用的模具进行切换时,首先控制驱动块522向下滑移,驱动块522向下滑移的过程中通过驱动绳521牵引定位块51沿安装槽22向内滑移,随后即可转动上模转换盘21将相应的上模具211切换至工作位置,之后松开驱动组件52,定位弹簧221驱动定位块51沿安装槽22向外滑移并再次嵌入卡接于对应的第一定位槽23内,实现上模转换盘21的再次定位,完成上模具211的更换。
48.然后抬升下模转换盘31并转动下模转换盘31,使与上模具211对应使用的下模具311处于工作位置,最后控制下模转换盘31下降并使定位杆61嵌入对应的第二定位槽313内,实现下模转换盘31的再次定位,完成下模具311的切换工作,进而完成模具的切换工作。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。