1.本技术涉及点胶加工领域,尤其是涉及一种新型围坝成型用的点胶针头。
背景技术:
2.板上芯片cob(chip on board)一般在基底表面用环氧树脂或者荧光粉胶覆盖芯片,将芯片安装在基底的表面。参见图1,cob光源的基底上点胶成型有围坝01,以用于限制荧光粉胶03的扩散范围。cob光源的基底中围坝01的成型方式具体如下:先采用点胶机处的点胶头对准基底上的待点胶区,并且围绕基底上的待点胶区的外侧点一圈胶液,待胶液固化之后即形成围坝01。点胶头呈圆柱状,点胶头的出胶口的直径大小与成型的围坝01宽度相同。
3.针对上述技术中,发明人发现,由于现有的围坝01的横截面为长方形,围坝01内壁与芯片02侧面相平行,因此芯片02侧面发出的光的一部分经过围坝01内壁反射后只能在荧光粉胶03内来回反射,光线的反射路径如图1箭头所示,导致难以将光反射出去,从而导致cob光源的出光强度低。
技术实现要素:
4.本技术提供一种新型围坝成型用的点胶针头,能够成型一种新型围坝,以提高cob光源的光效。
5.一种新型围坝成型用的点胶针头,包括有连接件以及尖端件,所述连接件用于与点胶机连接,所述连接件中间贯穿开设有进胶流道,所述连接件背离与点胶机连接的一端与所述尖端件固定连接,所述尖端件从顶部到底部逐渐收窄,所述尖端件的中间贯穿开设有胶流道,所述胶流道与所述进胶流道相连通,所述胶流道的底端为出胶口。
6.通过采用上述技术方案,尖端件以及出胶口的设置使得使用该针头进行点胶时,能够点胶成型一种带有弧形过渡部的新型围坝,新型围坝的弧形过渡部可以更加有效地将芯片侧面发出的光发射出去,从而提高光效。
7.优选的,所述尖端件包括有针嘴、过渡部以及直筒部,所述直筒部的一端与所述连接件的下端固定连接,所述直筒部的另一端与所述过渡部固定连接,所述过渡部与所述针嘴固定连接,所述过渡部呈锥状设置,所述过渡部用于连接所述直筒部以及所述针嘴,所述出胶口设置在所述针嘴上。
8.通过采用上述方案,过渡部的设置使得直筒部与针嘴之间的连接更加流畅,使用针头进行点胶时,胶液从直筒部进入针嘴之前先经过过渡部,减少胶液的堆积,使胶液集中到针嘴上的出胶口处。
9.优选的,所述过渡部与所述直筒部之间固定设置有收窄部,并且所述过渡部、所述直筒部以及所述收窄部三者相连通,所述收窄部的外侧面设置成弧状,所述收窄部朝内凹陷。
10.通过采用上述技术方案,收窄部的设置在保证过渡部与直筒部连接流畅的情况
下,过渡部的直径更小,更加方便针头点胶成型新型围坝的弧面。
11.优选的,所述过渡部与所述针嘴之间固定设置有伸长部,所述伸长部设置呈圆柱状,所述伸长部的一端与所述过渡部固定连接,所述伸长部的另一端与所述针嘴固定连接。
12.通过采用上述方案,由于过渡部的直径大于出胶口的直径,伸长部的设置增加了过渡部与针嘴出胶口的距离,减少了点胶时过渡部与围坝之间的干涉,以便于点胶成型围坝的弧面。
13.优选的,所述直筒部、所述收窄部、所述过渡部、所述伸长部以及所述针嘴一体成型。
14.通过采用上述方案,尖端件的一体成型使得各个部位的连接更加紧密、更加流畅,增强了针头的结构强度。
15.优选的,所述针嘴的底部设置有球体,所述球体位于所述针嘴中,所述球体与所述针嘴转动连接,所述球体的一部分置于所述针嘴中,所述球体的另一部分置于所述针嘴外。
16.通过采用上述方案,点胶时,球体的转动带动胶液均匀流出,球体的设置使得针头出胶更加均匀。
17.优选的,所述球体位于所述针嘴中的部分体积大于所述球体位于所述针嘴外的部分体积。
18.通过采用上述方案,球体可以稳定地置于针嘴中。
19.优选的,所述球体为钢珠。
20.通过采用上述方案,钢珠的结构强度高,因此更加耐用,有利于提高针嘴的使用寿命。
21.综上所述,本技术的有益技术效果为:
22.1. 针头的尖端件逐渐收窄,能够点胶成型一种新型围坝,从而提高cob光源的光效。。
23.2.钢珠的设置使得针嘴出胶更加均匀,并且钢铁的结构强度高,使用寿命长。
附图说明
24.图1是背景技术中芯片与围坝的结构示意图。
25.图2是新型围坝的剖面示意图。
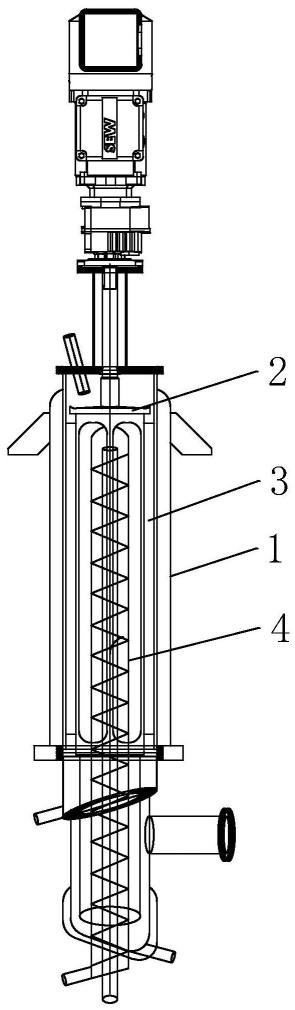
26.图3是本技术中针头的结构示意图。
27.图4是本技术中针头的局部剖面示意图。
28.图5是图3中a的放大示意图。
29.图6是本技术中针头的仰视图。
30.附图标记说明:
31.01、围坝;02、芯片;03、荧光粉胶;1、连接件;2、尖端件;21、直筒部;22、收窄部;23、过渡部;24、伸长部;25、针嘴;3、钢珠;4、第一胶流道;5、第二胶流道;6、第三胶流道;7、第四胶流道;8、第五胶流道;10、基底;11、新型围坝;12、围坝部;13、弧形过渡部。
具体实施方式
32.以下结合图2-图6对本技术作进一步详细说明。
33.本技术公开了一种新型围坝成型用的点胶针头,用于成型一种新型围坝11。参见图2,新型围坝包括围坝部12以及弧形过渡部13。围坝部12成型在基底10上,围坝部12呈圆环状设置。弧形过渡部13成型在围坝部12的内侧壁上,弧形过渡部13的内侧壁设置成弧面。参见图3和图4,该针头包括有连接件1以及尖端件2,连接件1用于与点胶机连接,连接件1与点胶机的连接方式包括但不限于螺纹连接。连接件1的顶部贯穿至底部开设有用于供胶液流动的进胶流道,连接件1背离与点胶机连接的一端与尖端件2固定连接,尖端件2的底部直径小于尖端件2的顶部直径,从而形成尖端件2从顶部到底部逐渐收窄。尖端件2的顶部贯穿至底部开设有胶流道,胶流道与进胶流道相连通,胶流道的底部为出胶口,出胶口的直径小于进胶流道的直径。尖端件2以及出胶口的设置使得针头能够点胶成型新型围坝11。
34.具体的,参见图4,尖端件2包括有直筒部21,直筒部21设置成圆筒状,直筒部21的上端与连接件1固定连接,并且直筒部21的上端与直筒部21的下端的直径相同,以便于更多胶液进入尖端件2。直筒部21的内部设置有第一胶流道4,第一胶流道4的流道壁的形状与直筒部21的外壁的形状相同,第一胶流道4与连接件1上的进胶流道相连通,以使进胶流道内的胶液能够流进第一胶流道4中。直筒部21的下端固定设置有收窄部22,收窄部22的侧壁设置呈弧状,收窄部22的侧壁朝内凹陷,收窄部22上端的大小与直筒部21下端的大小相同,并且收窄部22上端的直径大于收窄部22下端的直径。收窄部22的内部贯穿设置有第二胶流道5,第二胶流道5的流道壁的形状与收窄部22的外壁形状相同,并且第二胶流道5与第一胶流道4相连通。收窄部22的设置在保证胶液从第一胶流道4到第二胶流道5的过程流畅的情况下,快速缩小收窄部22下端的直径大小,有利于减少点胶过程中尖端件2与新型围坝11已成型的部分接触从而妨碍弧形过渡部13成型的情况发生,更加方便针头点胶成型新型围坝11的弧形过渡部13。
35.尖端件2还包括有过渡部23,过渡部23的上端与收窄部22的下端相固定连接,并且过渡部23上端的直径大小与收窄部22下端的直径大小相同。过渡部23设置成圆锥状,过渡部23上端的直径大于过渡部23下端的直径。过渡部23内部贯穿开设有第三胶流道6,第三胶流道6的流道壁的形状与过渡部23的外壁的形状相同,第三胶流道6的上端与第二胶流道5相连通。过渡部23的设置进一步缩小了尖端件2的最下端的直径大小,以便于针头点胶成型新型围坝11的弧形过渡部13。过渡部23的下端固定设置有伸长部24,伸长部24同样设置成圆筒状,伸长部24的上端与过渡部23的下端相连接,并且伸长部24上端的直径与过渡部23下端的直径大小相同,伸长部24上端的直径与伸长部24下端的直径大小相同。伸长部24的内部贯穿设置有第四胶流道7,第四胶流道7与第三胶流道6相连通。伸长部24下端固定设置有针嘴25,针嘴25的上端与伸长部24的下端相连接,出胶口设置在针嘴25的下端。针嘴25的内部贯穿设置有第五胶流道8,第五胶流道8与第四胶流道7相连通,并且第五胶流道8与出胶口相连通。伸长部24的设置增加了过渡部23与针嘴25出胶口的距离,减少了点胶时过渡部23与新型围坝11已成型的部分接触从而妨碍弧形过渡部13成型的情况的发生,以便于点胶成型新型围坝11的弧形过渡部13。
36.本实施例中,直筒部21、收窄部22、过渡部23、伸长部24以及针嘴25一体成型,使得直筒部21、收窄部22、过渡部23、伸长部24以及针嘴25的连接更加稳定,尖端件2的结构强度更高。第一胶流道4、第二胶流道5、第三胶流道6、第四胶流道7以及第五胶流道8依次相连通。
37.参见图5和图6,针嘴25的底部设置有球体,本实施例中,球体为钢珠3。钢珠3位于出胶口中,钢珠3与针嘴25转动连接。钢珠3的直径与出胶口的直径的比例范围设置为1:(0.8-0.9),本实施例中,钢珠3的直径与出胶口的直径比例设置为1:0.8,钢珠3的一部分置于针嘴25中,钢珠3的另一部分置于针嘴25外。因此钢珠3位于针嘴25中的部分体积大于球体位于针嘴25外的部分体积,从而使得钢珠3可以稳定置于针嘴25内部。并且点胶时,钢珠3转动以带动胶液均匀涂抹,从而使得出胶口出胶更加均匀,同时钢珠3的结构强度较高,使用寿命长,有利于增加针头的使用寿命。
38.本实施例的实施原理为:
39.点胶时,连接件1的上端安装在点胶机上,胶液从连接件1上的进胶流道进入,然后流经第一胶流道4、第二胶流道5、第三胶流道6、第四胶流道7以及第五胶流道8,最后位于出胶口处,钢珠3转动以带动胶液均匀涂抹在基底10上,从而实现点胶。
40.点胶的过程中,先用普通的点胶头在基底10上点胶成型围坝部12,再使用本技术中的针头点胶成型弧形过渡部13,从而形成新型围坝11。具体的,针头呈倾斜设置,针头在倾斜角度为45
°‑
70
°
之间来回摆动,钢珠3与固化后的胶液抵接,钢珠3转动以带动胶液均匀涂抹,从而对新型围坝11的弧形过渡部13进行点胶成型。整个点胶过程中,针头的尖端件2的外壁均不会与新型围坝11已成型的部分相接触从而妨碍弧形过渡部13成型的情况发生,从而便于新型围坝11的弧形过渡部13的成型。
41.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。