1.本发明涉及驱动器用过滤结构,尤其是涉及一种驱动器用集成过滤结构。
背景技术:
2.随着新能源汽车行业的不断发展,电动汽车越来越普及到千家万户,整车的安全性和舒适性也越来越收到乘客关注,因此整车端的对于电磁干扰抑制也越来越关注。电驱动系统作为新能源汽车内部的核心关键器件,尤其是电机控制器作为一个高频开关器件,在实际工作过程中会产生电磁辐射和传导干扰,虽然控制器箱体是一个铝合金壳体,具有很好的屏蔽效果,但是因为整车电池端的电流是波动的,并且这种波动会随着线束传导进入到控制器内部,清除传导干扰难度很大,传统的方式都是简单地增加一个磁块、pcb增加磁珠或者增加一组y电容来解决,而且传统的接地设计方案均是单点接地,这种接地效果较差,不能形成整个接地网络,这样的操作使得过滤环节少、安装体积大、接地较为分散,因此也很难满足整车电磁兼容性能测试的要求。
3.而如果需要增加过滤器件,则会导致整个装置的结构过大,进而给整车的器件布局带来限制,适用范围窄,因此,迫切地需要设计出一种驱动器用过滤结构,可以提高整体的结构集成度,可以不增加空间占用的情况下将多道过滤整流器件高度集成在一起来满足整车的噪声性能测试要求。
技术实现要素:
4.本发明的目的就是为了提供一种驱动器用集成过滤结构。
5.本发明的目的可以通过以下技术方案来实现:
6.一种驱动器用集成过滤结构,包括整流座、载流件和多个整流器件,所述整流器件安装于整流座上的放置空间中,所述过滤结构还包括接地罩,所述载流件包括第一导流板、导流棒和第二导流板,
7.所述整流座呈l形,短臂端上设有一阶放置空间和二阶放置空间,以及用于第一导流板插入的底孔,所述二阶放置空间内设有放置导流棒的圆柱孔,长臂端上设有沿自近短臂端一侧至另一侧依次布置的三阶放置空间、四阶放置空间、五阶放置空间、六阶放置空间和七阶放置空间,以及用于插入第二导流板的直槽,所述直槽贯穿四阶放置空间和六阶放置空间,
8.所述导流棒的两端分别与第一导流板和第二导流板连接,所述第一导流板连接放置于一阶放置空间和二阶放置空间中的整流器件,所述第二导流板连接放置于三阶放置空间、四阶放置空间、五阶放置空间、六阶放置空间和七阶放置空间中的整流器件,
9.所述接地罩上设有第五焊接点和多个凸起柱,所述接地罩与整流座盖合后,各凸起柱分别压紧三阶放置空间、四阶放置空间、五阶放置空间、六阶放置空间和七阶放置空间中的整流器件,且三阶放置空间、五阶放置空间和七阶放置空间的整流器件接地端均与对应的凸起柱连接,所述第五焊接点连接一阶放置空间中的整流器件的接地端。
10.所述第一导流板上设有第一焊接点,第二导流板上设有第二焊接点、第三焊接点和第四焊接点,所述第一焊接点连接一阶放置空间中的整流器件,所述第二焊接点、第三焊接点和第四焊接点分别与三阶放置空间、五阶放置空间和七阶放置空间中的整流器件对应连接。
11.所述第一焊接点为u型分叉状,所述第二焊接点、第三焊接点和第四焊接点为柱状。
12.所述二阶放置空间为椭圆环形凹槽,且侧壁设有圆柱状筋条。
13.所述三阶放置空间为位于直槽的一侧的第二方槽,所述五阶放置空间包括两个分别位于直槽两侧的第四方槽,所述七阶放置空间包括两个分别位于直槽两侧的第六方槽。
14.所述三阶放置空间中设有第三整流器件,所述五阶放置空间中设有第五整流器件,所述七阶放置空间中设有第七整流器件,
15.所述第三整流器件包括第一x电容和第一盖板,所述第一x电容置于第二方槽中,所述第一盖板上设有作为接地端的第一接地弹簧片、用于第二焊接点通过的第一焊接点通过孔,和用于第一x电容引脚通过的第一引脚通过孔,
16.所述第五整流器件包括两个第一y电容和第二盖板,两个第一y电容分别置于两个第四方槽中,所述第二盖板上设有作为接地端的第二接地弹簧片、用于第三焊接孔通过的第二焊接点通过孔和用于第一y电容引脚通过的第二引脚通过孔,
17.所述第七整流器件包括两个第二y电容和第三盖板,两个第二y电容分别置于两个第六方槽中,所述第三盖板上设有作为接地端的第三接地弹簧片、用于第四焊接孔通过的第三焊接点通过孔和用于第二y电容引脚通过的第二引脚通过孔。
18.所述第一接地弹簧片、第二接地弹簧片和第三接地弹簧片均为倒置w状。
19.所述第一盖板、第二盖板和第三盖板均通过螺钉与整流座固定。
20.所述四阶放置空间中设有第四整流器件,所述六阶放置空间中设有第六整流器件,所述第四整流器件和第六整流器件均为磁环,环绕第二导流板设置,所述第四整流器件和第六整流器件均由上整流块和下整流块组合而成,所述上整流块呈长条状结构,下整流块呈u型结构,并且上整流块底面两侧开设有两个t字型贯穿孔,下整流块的两侧上部开设有两个t字型贯穿孔配合的t字型卡合块。
21.所述第一导流板包括第一板、第二板和第三板,所述第一板和第三板平行,均与第二板垂直且均位于第二板的同一侧,所述第一板插入底孔中并与导流棒连接,第三板位于整流座表面并通过螺钉与整流座固定。
22.与现有技术相比,本发明具有以下有益效果:
23.1)提供了七阶整流器的安装空间,远高于传统1至2阶的整流组件,全部的整流器均安装在整流座内部,整流做结构复杂、体积小巧,同时可以集成七个整流器件为一体,做成一个高度集成化的整流器,整个整流器的接地通过接地罩连城一篇,形成一个接地网,形成电磁屏蔽效应,省去了传统螺栓连接固定,使得该整流器抗干扰性能强大的同时结构紧凑且更易于在逆变器上的装配,并且可根据不同车辆的不同电磁环境量身定制,进行灵活的匹配和增减,可以满足不同车辆噪声测试等级需求,具有较强兼容性、扩展性和经济性。
24.2)特殊设计的接地罩形状,可以将所有的接地点连成一整个接地网络,并且整个接地罩像一个金属盖,盖在上面,也起到了很好地屏蔽效果,比以往单点接地的方案性能提
升更多。
25.3)盖板作为压板可以提高各整流器件的安装稳定性。
26.4)分体式的载流片可以充分利用空余的空间,l行的整流座可以利用车辆组件之间的转角空隙,从而提高了集成度。
27.5)第四和第六整流器均分为上整流块和下整流块,并且上整流块底面两侧开设有两个呈“t”字型结构贯穿孔,下整流块的上部两侧开设有两个呈“工”字型结构,并且下整流块的“t”字型结构可以与上整流块的“t”字型结构贯穿孔完全紧密配合,可以确保上、下整流块装配好以后牢固可靠的情况下提高装配效率,这样配合更加紧凑,结构可靠性更高。
28.6)第一导流板的设计可以在保证牢固程度的情况下,节省空间占用。
附图说明
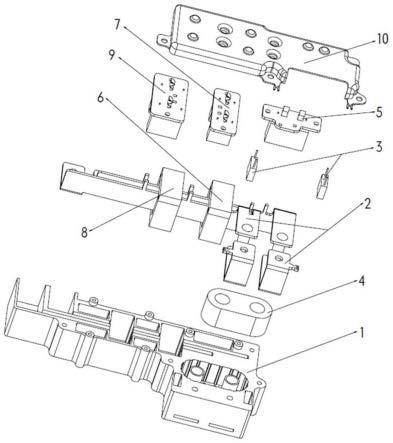
29.图1为本发明实施例结构爆炸示意图;
30.图2为本发明实施例整流座的第一视角结构示意图;
31.图3为本发明实施例的载流板结构示意图;
32.图4为本发明实施例的第三、第五和第七整流器结构示意图;
33.图5为本发明实施例的接地罩结构示意图;
34.图6为本发明实施例的第四和第六整流器结构示意图;
35.图7为本发明实施例的第二整流器结构示意图。
36.其中:1、整流座,2、载流板,3、第一整流器件,4、第二整流器件,5、第三整流器件,6、第四整流器件,7、第五整流器件,8、第六整流器件,9、第七整流器件,10、接地罩,1-1、底孔、1-2、一阶放置空间,1-3、二阶放置空间,1-4、圆柱孔、1-5、直槽,1-6、三阶放置空间,1-7、四阶放置空间,1-8、五阶放置空间,1-9、六阶放置空间,1-10、七阶放置空间,2-1、第一导流板,2-2、导流棒,2-3、第二导流板,2-1-1、第一焊接点,2-3-1、第二焊接点,2-3-2,第三焊接点,2-3-3,第四焊接点,5-1、第一x电容,5-2、第一接地弹簧片,5-3、第一焊接点通过孔,7-1、第一y电容,7-2、第二接地弹簧片,7-3、第二焊接点通过孔,9-1、第二y电容,9-2、第三接地弹簧片,9-3第三焊接点通过孔,6-1、上整流块,6-2、下整流块,10-1、第五焊接点,10-2、第一接地柱,10-3、第一压紧柱,10-4、第二接地柱,10-5、第二压紧柱,10-6、第三接地柱
具体实施方式
37.下面结合附图和具体实施例对本发明进行详细说明。本实施例以本发明技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
38.一种驱动器用集成过滤结构,如图1所示,包括整流座1、载流件2和多个整流器件,整流器件安装于整流座1上的放置空间中,过滤结构还包括接地罩10,如图3所示,载流件2包括第一导流板2-1、导流棒2-2和第二导流板2-3,导流棒2-2一般可以采用圆铜棒。
39.如图2所示,整流座1呈l形,短臂端上设有一阶放置空间1-2和二阶放置空间1-3,以及用于第一导流板2-1插入的底孔1-1,二阶放置空间1-3内设有放置导流棒2-2的圆柱孔,长臂端上设有沿自近短臂端一侧至另一侧依次布置的三阶放置空间1-6、四阶放置空间1-7、五阶放置空间1-8、六阶放置空间1-9和七阶放置空间1-10,以及用于插入第二导流板
2-3的直槽1-5,直槽1-5贯穿四阶放置空间1-7和六阶放置空间1-9,
40.导流棒2-2的两端分别与第一导流板2-1和第二导流板2-3连接,第一导流板2-1连接放置于一阶放置空间1-2和二阶放置空间1-3中的整流器件,第二导流板2-3连接放置于三阶放置空间1-6、四阶放置空间1-7、五阶放置空间1-8、六阶放置空间1-9和七阶放置空间1-10中的整流器件,
41.如图5所示,接地罩10上设有第五焊接点10-1和多个凸起柱,接地罩10与整流座1盖合后,各凸起柱分别压紧三阶放置空间1-6、四阶放置空间1-7、五阶放置空间1-8、六阶放置空间1-9和七阶放置空间1-10中的整流器件,且三阶放置空间1-6、五阶放置空间1-8和七阶放置空间1-10的整流器件接地端均与对应的凸起柱连接,第五焊接点10-1连接一阶放置空间1-2中的整流器件的接地端。
42.提供了七阶整流器的安装空间,远高于传统1至2阶的整流组件,全部的整流器均安装在整流座内部,整流做结构复杂、体积小巧,同时可以集成七个整流器件为一体,做成一个高度集成化的整流器,整个整流器的接地通过接地罩连城一篇,形成一个接地网,形成电磁屏蔽效应,省去了传统螺栓连接固定,使得该整流器抗干扰性能强大的同时结构紧凑且更易于在逆变器上的装配,并且可根据不同车辆的不同电磁环境量身定制,进行灵活的匹配和增减,可以满足不同车辆噪声测试等级需求,具有较强兼容性、扩展性和经济性。
43.一阶放置空间1-2有两个小方槽组成,第一整流器件包括两个器件,一般可以是电容,分别灌封于两个小方槽中,第一整流器件3设置在整流座最前端,其正负针脚与第一导流板2-1电气连接,接地针脚与接地罩10电气连接。第二整流器件4为磁环,套在圆柱孔1-4上,由于圆柱孔1-4内设有导流棒2-2,相当于套在导流棒2-2上。
44.在一些实施例中,导流棒2-2与第一导流板2-1和第二导流板2-3通过激光焊接固定,圆柱孔1-4高度大约为1毫米。
45.第一导流板2-1上设有第一焊接点2-1-1,第二导流板2-3上设有第二焊接点2-3-1、第三焊接点2-3-2和第四焊接点2-3-3,第一焊接点2-1-1连接一阶放置空间1-2中的整流器件,第二焊接点2-3-1、第三焊接点2-3-2和第四焊接点2-3-3分别与三阶放置空间1-6、五阶放置空间1-8和七阶放置空间1-10中的整流器件对应连接。在一些实施例中,第一焊接点2-1-1为u型分叉状,第二焊接点2-3-1、第三焊接点2-3-2和第四焊接点2-3-3为柱状。具体的,本实施例中为方形柱状。
46.在一些实施例中,二阶放置空间1-3为椭圆环形凹槽,且侧壁设有圆柱状筋条,第二整流器件4灌封固定在二阶放置空间1-3中,这样在第二整流器件灌封时候可以保证底部和侧面均有一定间隙让灌封胶流动,更好地固定好第二整流器件。
47.在一些实施例中,三阶放置空间1-6为位于直槽1-5的一侧的第二方槽,五阶放置空间1-8包括两个分别位于直槽1-5两侧的第四方槽,七阶放置空间1-10包括两个分别位于直槽1-5两侧的第六方槽。三阶放置空间1-6中设有第三整流器件5,五阶放置空间1-8中设有第五整流器件7,七阶放置空间1-10中设有第七整流器件9,如图4所示,第三整流器件5包括第一x电容5-1和第一盖板,第一x电容5-1置于第二方槽中,第一盖板上设有作为接地端的第一接地弹簧片5-2、用于第二焊接点2-3-1通过的第一焊接点通过孔5-3,和用于第一x电容5-1引脚通过的第一引脚通过孔,第五整流器件7包括两个第一y电容7-1和第二盖板,两个第一y电容7-1分别置于两个第四方槽中,第二盖板上设有作为接地端的第二接地弹簧
片7-2、用于第三焊接孔通过的第二焊接点通过孔7-3和用于第一y电容7-1引脚通过的第二引脚通过孔,第七整流器件9包括两个第二y电容9-1和第三盖板,两个第二y电容9-1分别置于两个第六方槽中,第三盖板上设有作为接地端的第三接地弹簧片9-2、用于第四焊接孔通过的第三焊接点通过孔9-3和用于第二y电容9-1引脚通过的第二引脚通过孔。
48.在其中一些实施例中,x电容容值为5uf,第一y电容容值大小为2.3nf,第二y电容容值大小为10nf。
49.在其中一部分实施例中,第一接地弹簧片5-2、第二接地弹簧片7-2和第三接地弹簧片9-2均为倒置w状。
50.在其中一部分实施例中,第一盖板、第二盖板和第三盖板均通过螺钉与整流座1固定。
51.在一些实施例中,四阶放置空间1-7中设有第四整流器件6,六阶放置空间1-9中设有第六整流器件8,第四整流器件6和第六整流器件8均为磁环,环绕第二导流板2-3设置,第四和第六整流器件尺寸和结构相同,其截面呈“口”字型结构,其中第四整流器件材质为金属镍锌粉末通过高温烧结而成,可以过滤一些中频干扰信号,第六整流器件材质为金属镍锌粉末和锰锌粉末混合后通过高温烧结而成,可以过滤一些高频干扰信号。如图6所示,第四整流器件6和第六整流器件8均由上整流块6-1和下整流块6-2组合而成,上整流块6-1呈长条状结构,下整流块6-2呈u型结构,并且上整流块6-1底面两侧开设有两个t字型贯穿孔,下整流块6-2的两侧上部开设有两个t字型贯穿孔配合的t字型卡合块,可以确保上、下整流块装配好以后牢固可靠,并且方便装配。
52.在一些实施例中,第一导流板2-1包括第一板、第二板和第三板,第一板和第三板平行,均与第二板垂直且均位于第二板的同一侧,第一板插入底孔1-1中并与导流棒2-2连接,第三板位于整流座1表面并通过螺钉与整流座1固定。
53.在一些实施例中,如图5所示为接地罩的结构示意图,接地罩上面设置有第五焊接点10-1、第一接地柱10-2、第一压紧柱10-3、第二接地柱10-4、第二压紧柱10-5和第三接地柱10-6,第一压紧柱10-3和第二压紧柱10-5呈圆柱型凹槽冲压结构,分别压紧第四整流器件6和第六整流器件8,第一接地柱10-2、第二接地柱10-4和第三接地柱10-6呈圆柱型凸起冲压结构,分别用来卡住限位压紧第一接地弹簧片、第二接地弹簧片和第三接地弹簧片,第五焊接点呈u型分叉结构,分别与第一整流器件的接地针脚通过锡焊固定。
54.如图7所示,为第二整流器件4的结构示意图,第二整流器件4呈一个椭圆环形实体结构,并且其中间有两个圆柱形通孔,其材质为金属锰锌粉末通过高温烧结而成,可以过滤一些低频干扰信号。
55.优选实施例中,具有第一到第七全部的整流器件,具体装配过程如下:
56.首先,将第一导流板2-1塞入整流座1的底孔里面,然后将圆铜棒从圆孔里面塞下去并压入第一导流板2-1的圆孔里面,从底面用激光环缝焊接在一起,然后将第一整流器件3和第二整流器件4分别用胶灌封固定在一阶放置空间1-2和二阶放置空间1-3里面。
57.其次,将第四整流器件6和第六整流器件8的上整流块和下整流块分别套在第二导流板2-3相应位置并将其进行配合,然后将套好第四整流器件6和第六整流器件8的第二导流板2-3放在整流座1的直槽1-5里面,并用胶固定第四整流器件6和第六整流器件8,并且将圆铜棒上端面压入第二导流板2-3的圆孔当中,并从上面用激光环缝焊接固定在一起。
58.接着,再将第三、第五和第七整流器件固定在整流座1相应位置,并且用锡焊将第一、第二、第三、第四焊接点分别与第一整流器件的正负针脚、第一方孔、第二方孔、第三方孔位置焊接固定。
59.最后,将接地罩10固定在整流座1上面,并且确保第一、第二、第三接地柱分别与第一、第二和第三接地弹簧片接触压紧,并且第一和第二压紧柱压紧第四和第六整流器件,同时用锡焊将第一整流器件的接地针脚与接地罩的第五焊接点10-1焊接固定。
60.至此,一种驱动器用集成过滤结构装配完成。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。