旋转式分选机的自动化
1.本技术是申请日为2017年10月24日、申请号为201711001029.1、发明名称为“旋转式分选机的自动化”的发明专利申请的分案申请。
技术领域
2.本公开内容的方面通常涉及从分选装置(诸如旋转分选单元)装载和卸载料箱。
背景技术:
3.基于检验标准使用分选单元(诸如旋转式分选机)分选基板。基于检查标准,通过分选单元将所检查的基板放入多个料箱中的一个。一旦料箱被所分选的基板填满,就将满的料箱移除并替换为空的料箱,以便有助于对基板的另外分选。移除满的料箱并替换为空的料箱是由操作人员手动执行的常规操作。
4.然而,手动移除和替换存在若干缺点。例如,如果没有及时移除满的料箱,那么分选单元有可能将使料箱过载或试图使料箱过载,从而导致基板损坏。另外,如果没有及时放置替换料箱以接收所分选的基板,那么也有可能发生对所分选的基板的损坏。在可能停止旋转式分选机以允许料箱的移除和替换而不损坏基板的常规操作中,产量降低。
5.因此,需要用于装载和卸载分选单元的料箱的改进的方法和设备。
技术实现要素:
6.在一个示例中,一种分选单元包括分选系统和多个料箱,基板通过分选系统被分选到这些料箱中。分选单元还包括料箱搬运装置,料箱搬运装置具有用于接收多个料箱中的一个料箱的第一终端受动器和用于将空的料箱安置于所接收的料箱的先前位置中的第二终端受动器。
7.在另一示例中,一种检验系统包括装载单元、模块单元(模块单元包括一个或多个计量站)以及分选单元。分选单元包括分选系统、多个料箱(基板通过分选系统被分选到这些料箱中)以及料箱搬运装置。料箱搬运装置具有用于接收多个料箱中的一个料箱的第一终端受动器和用于将空的料箱安置于所接收的料箱的先前位置中的第二终端受动器。
8.在一个示例中,一种操作分选单元的方法包括基于检验标准而将多个基板分选到多个料箱中的相应料箱中,并且确定多个料箱中的料箱中的一个处于满的或接近满的状态;响应于确定而将空的料箱与料箱搬运装置的第一终端受动器接合,并且移动带有空的料箱的料箱搬运装置以邻近于满的或接近满的料箱。将满的或接近满的料箱与料箱搬运装置的第二终端受动器接合,并且利用空的料箱替换满的或接近满的料箱。
附图说明
9.为了能够详细理解本公开内容的上述特征结构所用方式,可以参考各个方面得到上文所简要概述的本公开内容的更具体的描述,其中一些方面在附图中示出。然而,应当注意,附图仅示出了示例性的方面,并且因此不应被视为对范围的限制,因为本公开内容可允
许其它同等有效的方面。
10.图1a是根据本公开内容的一个方面的检验系统的示意性顶部平面图。
11.图1b是根据本公开内容的一个方面的图1a的检验系统的高速旋转式分选机的示意性顶部平面图。
12.图1c是根据本公开内容的一个方面的图1b的高速旋转式分选机的示意性侧视图。
13.图2是根据本公开内容的一个方面的制造设备的示意性平面图。
14.为了有助于理解,已尽可能使用相同参考数字标示附图间共有的相同元件。设想一个方面的元件和特征结构可有利地并入其它方面,而无需进一步叙述。
具体实施方式
15.在一个示例中,一种分选单元包括分选系统和多个料箱,基板通过分选系统被分选到这些料箱中。分选单元还包括了料箱搬运装置,料箱搬运装置具有用于接收多个料箱中的一个料箱的第一终端受动器和用于将空的料箱安置于所接收的料箱的先前位置中的第二终端受动器。在一个示例中,一种操作分选单元的方法包括基于检验标准而将多个基板分选到多个料箱中的相应料箱中,并且确定多个料箱中的料箱中的一个处于满的或接近满的状态;响应于确定而将空的料箱与料箱搬运装置的第一终端受动器接合,并且移动带有空的料箱的料箱搬运装置以邻近于满的或接近满的料箱。将满的或接近满的料箱与料箱搬运装置的第二终端受动器接合,并且利用空的料箱替换满的或接近满的料箱。
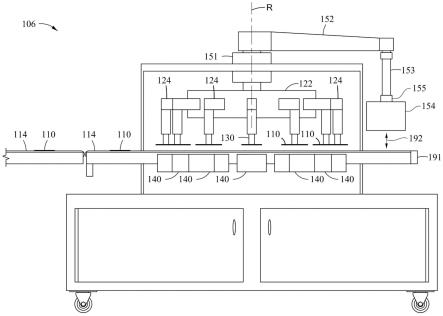
16.图1a示出根据一个方面的检验系统100的顶部平面图。图1b示出了根据一个方面的图1a的检验系统100的分选单元106的顶部平面图。图1c是根据一个方面的图1b的旋转式分选机的示意性侧视图。为了有助于说明,将结合地说明图1a-图1c。
17.检验系统100包括前端102、模块单元104和分选单元106。前端102可为例如装载单元。前端102帮助基板110经由机器人108从装载盒112传送到模块单元104。机器人108将基板110定位在输送系统114上,输送系统将基板传送通过模块单元104并传送到分选单元106。
18.模块单元104可为例如计量单元,并且可以包括一个或多个计量站。在图1a-图1c的方面中,模块单元104包括五个计量站116a-116e,这五个计量站被配置为在基板110被传送而通过输送系统114上的模块单元104时检验基板110。设想还可通过向模块单元104添加或减少计量站来修改检验系统100。计量站可以包括例如以下项中的任意项:微裂(micro-crack)检验单元、厚度测量单元、电阻率测量单元、光致发光单元、几何结构检验单元、刀痕(saw mark)检测单元、色斑(stain)检测单元、芯片检测单元和/或晶体分数(crystal fraction)检测单元。微裂检验单元可以被配置为检验基板是否存在裂纹以及可选地确定基板的晶体分数。几何结构检验单元可以被配置为分析基板表面性质。刀痕检测单元可以被配置为识别基板上的刀痕,包括凹槽、台阶和双台阶状痕迹。设想也可利用上文未列出的其它计量站。
19.在模块单元104中完成基板检验后,基板110被输送系统114传送到分选单元106,以便根据检验结果进行分选。为了有助于分选,基板110被递送到容纳在分选单元106内的旋转分选系统120。在一个示例中,输送系统114可以继续通过分选单元106到达连接器191,从而允许基板110绕过旋转分选系统120例如到达另一系统。附加地或替代地,连接器191可
耦接到另一输送系统。在这个示例中,可将料箱140装载到与连接器191相邻的输送装置114上,以有助于将料箱传送到另一输送系统(或从另一输送系统接收料箱)。
20.检验系统100还可包括控制器190。控制器有助于系统100的控制和自动化。控制器190可耦接到输送系统114、前端102、模块单元104、分选单元106、传送机器人108和/或计量站116a-116e中的一个或多个,或者控制器190与所述一个或多个通信。检验系统100可向控制器190提供关于基板移动、基板传送、基板分选和/或所执行的计量的信息。
21.控制器190包括中央处理单元(cpu)、存储器和支持电路(或i/o)。cpu可以是用于工业环境以控制各种处理过程和硬件(例如,图形发生器(pattern generator)、电动机和其它硬件)和监测处理过程(例如,处理时间和基板定位或位置)的任意形式计算机处理器中的一者。存储器被连接到cpu,并且可以是容易获得的存储器中的一种或多种,诸如随机存取存储器(ram)、只读存储器(rom)、软盘、硬盘或任何其它形式数字存储装置(无论本地还是远程)。软件指令和数据可被编码并且存储在存储器内以便指示cpu。支持电路也连接到cpu,以便支持处理器。支持电路可以包括高速缓存、电源、时钟电路、输入/输出电路、子系统等等。可被控制器190读出的程序(或计算机指令)确定可在基板上执行的任务。程序可以是可被cpu读出的软件,并且可以包括代码以监测和控制例如处理时间和基板在检验系统100内的定位或位置。
22.图1b示出了根据一个方面的图1a的检验系统100的分选单元106的顶部平面图。分选单元106包括旋转分选系统120,旋转分选系统具有带旋转轴r的可旋转支撑件122。可旋转支撑件122可以是旋转圆盘、圆形支撑件或用于有效分选基板110的任何其它形状。可旋转支撑件122包括多个臂部124。每个臂部124具有第一端部126和第二端部128。每个臂部124的第一端部126被耦接到可旋转支撑件122,并且每个臂部124的第二端部128相对于旋转轴r而径向向外延伸。至少一个夹持件130被耦接到每个臂部124的第二端部128。可将每个夹持件130设置在每个臂部124的底面上,使得每个夹持件130可以在所检验的基板110到达分选单元106时抓住基板110。在一个方面中,可旋转支撑件122包括至少十二个臂部124,诸如十四个臂部或十六个臂部;然而,设想可以利用任何数量的臂部124。
23.一个或多个分选料箱140设置在旋转轴r的径向外部。分选料箱140被定位在由夹持件130采取的路径的正下方,以有助于通过夹持件将基板110传送到分选料箱140。在一个方面中,利用至少十个分选料箱140;然而,设想可以利用任何数量的分选料箱140。在另一方面中,夹持件130的数量等于料箱140的数量。在任何特定料箱140中的基板110在任何时间的数量可由控制器190跟踪。例如,可由计数器确定、或者通过重量确定基板110的数量。
24.在一个操作模式中,旋转分选系统120以步进的方式围绕旋转轴线r旋转,使得旋转分选系统120在每个基板110进入分选单元106时停止以从输送系统114夹取(例如,拾起)基板110。分选料箱140被定位成经由夹持件130从旋转分选系统120接收基板110。旋转分选系统120将所夹取的基板110定位在被分配用来接收基板的分选料箱140上方,所述基板具有至少一个预定基板特性。然后,将基板110从相应夹持件130释放到适当的分选料箱140中。分选料箱140可以在夹持件130释放基板时存储所分选的基板110。基板110响应于在计量站116a-116e中执行的一个或多个检验工艺期间确定的一个或多个基板特性而分选到分选料箱140中。
25.可旋转支撑件122是与旋转致动器(未示出)(诸如气缸或步进电动机)耦接。旋转
致动器旋转可旋转支撑件122以使可旋转支撑件122转位。在可旋转支撑件122的每个转位步骤时,经由输送系统114从模块单元104将新的基板110经由每个夹持件130接收到旋转分选系统120上。另外,可旋转支撑件122使多个臂部124中的每个转位到相应分选料箱140上方,使得可将基板110释放到所指定的分选料箱140中。通过连续移动或转位步进,可连续地将基板110从输送系统114移除,从而立即释放输送系统114上的空间给后续基板110。因此,旋转运动允许每个夹持件130与每个分选料箱140对接以使得由夹持件130保持的基板将在夹持件130旋转回到某个位置以接收另一基板110前释放到一个分选料箱140中。旋转分选系统120将继续移动而直到所有基板110都已进行分选。
26.分选料箱140各自可从分选单元106单独移除。每个分选料箱140可与分选单元106可移除地连接,诸如(仅以举例方式)可单独移除的抽屉或容器、滑出器皿、或拉出抽屉或容器,它们可从夹持件130下方径向向外致动以有助于进入相应分选料箱140。
27.分选单元106还包括了料箱搬运装置150。料箱搬运装置150包括与旋转轴r同轴对准的旋转致动器151、水平横杆152、耦接构件153和一个或多个终端受动器154,所述水平横杆被耦接到旋转致动器并且从旋转致动器151径向向外延伸。旋转致动器151被耦接到框架构件160,但替代地,可耦接到与旋转轴线r对准的直立支撑支柱。耦接构件153从横杆152的径向向外端向下延伸。耦接构件153的下端经由一个或多个可选的致动器155而耦接到一个或多个终端受动器154。致动器155促进如箭头192所示的竖向移动来接合和脱离料箱140。旋转致动器151的旋转致动导致终端受动器154在料箱140的周围的致动。终端受动器154定位在料箱140的径向外部并且在料箱周围旋转。终端受动器154被配置为从分选单元106移除和替换料箱140。在一个示例中,料箱搬运装置150的第一终端受动器154移除满的料箱140,而第二终端受动器154将空的料箱140定位在新空的料箱位置中。终端受动器154可以包括一个或多个夹持件、指状件、爪状件、凸出/凹入接合表面或被配置用于接合料箱140的其它机构。
28.在操作过程中,料箱搬运装置150移除满的料箱140并且将满的料箱140替换为空的料箱140。在一个示例中,料箱搬运装置150的第一终端受动器154移除满的料箱140,而第二终端受动器154将空的料箱140定位在新空的料箱位置中。可由控制器190确定何时移除和替换料箱140。控制器190可以记录对多少个基板110已经分选到特定料箱140中的计数;或替代地,控制器190可从传感器(诸如光学传感器或标尺)接收信号,所述信号指示特定料箱140中的基板数量。当料箱140接近料箱中的基板110的最大量时,控制器指示料箱搬运装置150获取空的料箱140,并且然后接着移动到邻近接近满的料箱的径向位置。
29.一旦料箱140满了,满的料箱140可以被发出(eject)到将由料箱搬运装置150的终端受动器154接合的位置。发出动作可以响应于来自控制器190的信号而发生。发出动作可以包括打开抽屉、容器或覆盖物和将料箱从相应基板装载位置径向向外移动到终端受动器154下方的径向位置中的一个或多个。在另一示例中,设想不必执行物理发出工艺就使终端受动器154接合并移除料箱140。
30.一旦发出料箱140,终端受动器154就会接合料箱140并且旋转以将所耦接的料箱移动远离装载位置。当旋转时,由第二终端受动器154保持的空的料箱140被移动到邻近于先前所移除的料箱140的基板装载位置的位置,并且空的料箱140被设置在预先所移动的满的料箱140的位置。以此方式,满的料箱140被替换为空的料箱140。然后,使空的料箱140收
进到位(例如,这与发出操作相反)以允许基板分选到空的料箱140中。换句话说,满的料箱140在定位在抽屉(或平台,或者类似的支撑表面)上时发出,抽屉(或平台,或者类似的支撑表面)从料箱140径向向外和径向向内致动(以便分别促进料箱的发出和装载)。满或接近满的料箱140在抽屉上向外发出到第一终端受动器154下方的位置,并且由第一终端受动器154接合。第二终端受动器154旋转到现在空的抽屉上方的位置,并且将空的料箱140定位到抽屉上,然后空的料箱径向向内收回以从夹持件130接受基板110。箭头146示出了料箱140的径向向内移动和径向向外移动,这以虚线示出。
31.在替代示例中,设想满的料箱140不被发出,并且空的料箱140不被收回以促进它们之间的交换。相反,在这个示例中,料箱搬运装置150在无任何发出/收回操作的情况下进行料箱140的移除和替换。例如,门可以邻近每个料箱140定位。在这个示例中,门可打开以允许接近旋转分选系统120及旋转分选系统中的料箱140。在这个示例中,经由终端受动器154通过打开的门而移除和替换料箱140。
32.在另一示例中,料箱140在被终端受动器154接合时是定位在终端受动器154的径向内部,而不是在被终端受动器154接合时垂直地定位在终端受动器154下方。在一个示例中,即使特定分选料箱140已满或已被移除,对基板110的分选也会继续。因此,每个分选料箱140可以在分选进行的同时被清空或替换,从而防止分选单元106停机。在另一示例中,料箱140(大量基板110分选到料箱140中)可以包括复制或备用分选料箱140,使得当初级料箱140移除时,基板被分选到次级料箱140中。在这个示例中,初级料箱和次级料箱140可以各自保持具有相同的指定检验标准的基板,但是一次只能装载一个料箱140。由于一次只能装载初级料箱或次级料箱140中的一个,因此可以根据本文所公开的方面来移除和替换初级料箱或次级料箱140中的另一个。这样做时,就降低了基板110将在料箱移除/替换操作过程中被分选到料箱位置的可能性,从而降低基板损坏的可能性。
33.图2是根据本公开内容的一个方面的制造设备290的示意性平面图。为了有助于图2的说明,可以参考图1a-图1c。
34.制造设备290包括一个或多个检验系统200a-200c(示出三个检验系统)。检验系统200a-200c中的每个都类似于上述检验系统100,并且包括前端102、模块单元104和分选单元106。检验系统200a-200c中的每个邻近交换输送装置270定位。在操作过程中,料箱搬运装置150(图1b和图1c中示出)从交换输送装置270接收空的料箱并且将满的料箱存放到交换输送装置270上。每个交换输送装置的第一端部280被定位成与相应料箱搬运装置150对接,而交换搬运装置的其余端部281、282分别与输送装置272和输送装置273对接。在一个示例中,料箱搬运装置150是经由连接器191可操作地耦接到交换输送装置270。在另一示例中,连接器191是交换输送装置270的部分。
35.在操作过程中,空的料箱经由输送装置272从来源271提供到交换输送装置270。输送装置272与一个或多个检验系统200a-200c的每个交换输送装置270连通。一旦空的料箱被递送到交换输送装置270的端部282,交换输送装置就会将料箱传送到交换输送装置的端部281。当由相应检验系统200a-200c的控制器190(图1a中示出)指示时,料箱搬运装置150致动以便使空的料箱与料箱搬运装置150的终端受动器154(图1c中示出)接合。当接收到分选单元106的料箱接近满的指令,承载空的料箱的料箱搬运装置150致动到邻近接近满的料箱的位置。一旦料箱满了,料箱搬运装置150的空的(或自由的)终端受动器154接合满的料
箱,并且将满的料箱从分选单元106移除。然后,料箱搬运装置150旋转以便邻近分选单元106的打开位置(通过移除满的料箱而形成的)定位料箱搬运装置上的空的料箱(在终端受动器154上)并且将空的料箱定位于打开位置。使用空的料箱继续分选。
36.在满的料箱仍被料箱搬运装置150的终端受动器154中的一个接合的情况下,料箱搬运装置150旋转到邻近交换输送装置270的位置。然后,料箱搬运装置150就将满的料箱存放在交换输送装置270的端部281上,并且交换输送装置随后将满的料箱传送到交换输送装置270的端部283。然后,将满的料箱传送到输送装置273并运输满的料箱到制造设备290内的输送装置273上的预定位置。虽然图2示出了制造设备290的一个示例,但是也可考虑其它配置。
37.虽然本文中的方面是关于旋转分选机进行描述的,但是设想本文中的方面还可以适用于直线式分选机。
38.总而言之,本公开内容的方面自动化和改进料箱在分选单元上的移除、传送和交换。本文所述的方面降低基板因料箱交换而损坏的可能性。设想利用料箱搬运装置来进行的料箱移除和替换比可能手动完成的料箱移除和替换更快地发生。因此,减少了因料箱的缓慢移除和替换而可能发生的基板损坏。另外,本文中的方面减少了人工错误,从而进一步降低了基板损坏的可能性。
39.虽然前述内容针对本公开内容的方面,但是也可在不脱离本公开内容的基本范围的情况下,设计本公开内容的其它和进一步方面,并且本公开内容的范围是由随附权利要求书确定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。