1.本实用新型涉及法兰盘加工技术领域,具体为一种法兰盘加工成型装置。
背景技术:
2.目前,在进行法兰盘锻压成型加工时,需要对工件进行夹持。现有的夹持装置多为通过两个平面板夹住工件,加持力度过小时,工件容易朝着与平面板相平行的方向移动,导致加工精度降低;加持力度过大时,工件容易变形,产品质量低。
3.公开号cn210231403u公开了一种用于法兰盘锻造加工的快速夹持装置,包括机架,所述机架的下侧设有储料斗,所述机架的上侧滑动安装有机械臂,所述机架的内侧水平滑动安装有第一滑块,所述第一滑块的内侧固定安装有滑板,所述滑板的上端设有支撑板,机架的右侧下端设有集料斗,支撑板的上端滑动安装有夹持板。该装置通过夹持板夹持法兰盘工件,存在夹持不牢固、工件容易变形的问题,影响产品质量。
技术实现要素:
4.针对上述存在的技术不足,本实用新型的目的是提供一种法兰盘加工成型装置,以解决上述背景技术中提到的问题。
5.为实现上述目的,本实用新型采用如下技术方案:
6.一种法兰盘加工成型装置,包括底座,底座的顶部固定安装有锻压机主体和锻压垫板,还包括夹紧组件;所述夹紧组件配置有两个,对称布置在锻压垫板的两侧;所述夹紧组件包括控制器、气泵、液压缸、罩壳、气囊、链带;控制器、气泵固定设置在锻压机主体上;液压缸固定在底座上,两个液压缸的活塞杆相对设置;所述罩壳的内部设置有空腔;两个罩壳相互靠近的一侧分别设置有开口;气囊置于罩壳内部的空腔里;所述链带横跨罩壳的开口并沿开口的长度方向布设,且链带的两端分别与罩壳的两侧铰接连接;铰链的内侧面粘贴于气囊的外表面上;所述罩壳上开口相对的一侧与液压缸的活塞杆固定连接;罩壳上固定设置有进气电磁阀和排气电磁阀,所述进气电磁阀、所述排气电磁阀的一端置于罩壳的外部,另一端穿过罩壳连接于气囊上;气泵通过管道与进气电磁阀连接;进气电磁阀、排气电磁阀分别与控制器电连接。
7.优选地,所述链带包括多个隔热板;所述隔热板的一侧一体设置有连接凸块,连接凸块自上端面向下端面贯穿设置有连接孔;隔热板上与连接凸块相对的一侧设置有容纳连接凸块的连接凹槽;连接凹槽内可活动的插接有与所述连接孔对应的连接杆。
8.优选地,所述隔热板的高度大于所述罩壳的高度;所述连接凸块的高度小于所述罩壳的开口的高度。
9.优选地,所述罩壳与开口相对的一侧的外部固定设置有套环,所述液压缸的活塞杆与所述套环固定连接。
10.优选地,所述底座上固定设置有垫块;所述液压缸固定在所述垫块的上端面上。
11.本实用新型的设计,能够对法兰盘锻压成型时进行加紧固定,使工件的中心对准
锻压机主体的锻压区域,防止出现冲孔位置偏移的问题,提高加工精度;通过链带贴紧工件的外侧面,夹紧效果更好,适用于不同尺寸的工件固定,通用性更强。
附图说明
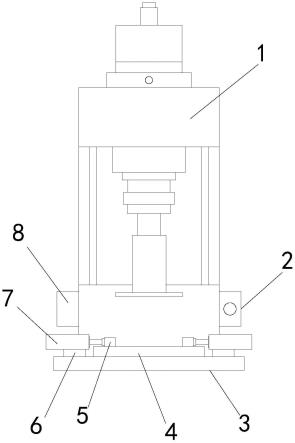
12.图1为本实用新型的结构示意图;
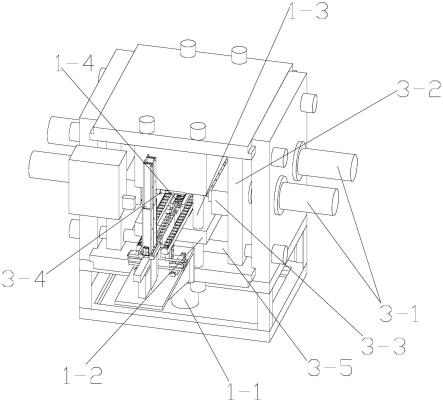
13.图2为本实用新型中罩壳的内部结构图;
14.图3为本实用新型中隔热板的结构示意图。
15.其中:
16.1、锻压机主体;2、气泵;3、底座;4、锻压垫板;5、罩壳;6、垫块;7、液压缸;8、控制器;9、链带;10、气囊;11、排气电磁阀;12、套环;13、进气电磁阀;14、隔热板;15、连接孔;16、连接凸块;17、连接凹槽;18、连接杆。
具体实施方式
17.下面结合附图对本实用新型作进一步说明。
18.如图1至图3所示,一种法兰盘加工成型装置,包括底座3,底座3的顶部固定安装有锻压机主体1和锻压垫板4,通过锻压机主体1和锻压垫板4对材料进行锻压成型,还包括夹紧组件;夹紧组件用于固定锻压材料,使锻压材料的中心部对准锻压机主体1的锻压区域;夹紧组件配置有两个,对称布置在锻压垫板4的两侧,用于对材料进行两侧夹紧固定;夹紧组件包括控制器8、气泵2、液压缸7、罩壳5、气囊10、链带9;控制器8、气泵2固定设置在锻压机主体1上;液压缸7固定在底座3上,两个液压缸7的活塞杆相对设置;液压缸7连接有液压泵,液压泵与控制器8电连接,同时控制器8与锻压机主体1的控制系统通信连接;罩壳5的内部设置有空腔;两个罩壳5相互靠近的一侧分别设置有开口,两个开口相对设置;气囊10置于罩壳5内部的空腔里;链带9横跨罩壳5的开口并沿开口的长度方向布设,且链带9的两端分别与罩壳5上开口的两侧位置铰接连接;铰链的内侧面粘贴于气囊10的外表面上;罩壳5上开口相对的一侧与液压缸7的活塞杆固定连接;罩壳5上固定设置有进气电磁阀13和排气电磁阀11,进气电磁阀13、排气电磁阀11的一端置于罩壳5的外部,另一端穿过罩壳5连接于气囊10上;气泵2通过管道与进气电磁阀13连接;进气电磁阀13、排气电磁阀11分别与控制器8电连接;通过液压缸7的活塞杆伸缩带动罩壳5运动,使罩壳5的开口贴在工件的侧面;通过气泵2向气囊10内吹气,气囊10膨胀后将链带9压紧在工件的侧面上,对工件进行固定,链带9相对于夹板结构更贴合工件的外侧面曲线,固定效果更好。
19.进一步的,链带9包括多个隔热板14;隔热板14的一侧一体设置有连接凸块16,连接凸块16自上端面向下端面贯穿设置有连接孔15;隔热板14上与连接凸块16相对的一侧设置有容纳连接凸块16的连接凹槽17;连接凹槽17内可活动的插接有与连接孔15对应的连接杆18;隔热板14将其连接凸块16插入到相邻的隔热板14的连接凹槽17内,并通过连接杆18插入到连接孔15内,完成两隔热板14的铰接连接;罩壳5上同样设置有一个连接凸块16和一个连接凹槽17,用于连接链带9的两端。
20.进一步的,隔热板14的高度大于罩壳5的高度,将气囊10和工件相分隔开,防止气囊10被工件烫坏;连接凸块16的高度小于罩壳5的开口的高度,使连接凸块16能够置入罩壳5的开口内并与罩壳5铰接连接。
21.进一步的,罩壳5与开口相对的一侧的外部固定设置有套环12,液压缸7的活塞杆与套环12固定连接。
22.进一步的,底座3上固定设置有垫块6;液压缸7固定在垫块6的上端面上。
23.使用时,将待加工的工件放在锻压垫板4上,两个液压缸7的活塞杆同时伸长,使罩壳5夹住工件的外侧面,然后气泵2启动向气囊10内吹气,气囊10膨胀,推动链带9压紧在工件的外侧面上,使链带9贴合工件外表面并夹紧,气泵2停止工作,进气电磁阀13、排气电磁阀11处于关闭状态,气囊10内部的压力保持;锻压机主体1完成对工件的加工后,液压缸7的活塞杆缩回,在保持气囊10内气压不变的情况下,对同样规格的工件再次进行固定;当更换不同尺寸的工件后,排气电磁阀11打开排出气囊10内的空气然后关闭,气泵2重新向气囊10内注入空气,使链带9的形状适配新的工件;气囊10内设置一个气压传感器与控制器8电连接,用于检测气囊10内的气压,当检测到的气压数值达到设定值时,控制器8判定链带9已经完全贴合工件的外侧面,气泵2停止运行。
技术特征:
1.一种法兰盘加工成型装置,包括底座(3),底座(3)的顶部固定安装有锻压机主体(1)和锻压垫板(4),其特征在于,还包括夹紧组件;所述夹紧组件配置有两个,对称布置在锻压垫板(4)的两侧;所述夹紧组件包括控制器(8)、气泵(2)、液压缸(7)、罩壳(5)、气囊(10)、链带(9);控制器(8)、气泵(2)固定设置在锻压机主体(1)上;液压缸(7)固定在底座(3)上,两个液压缸(7)的活塞杆相对设置;所述罩壳(5)的内部设置有空腔;两个罩壳(5)相互靠近的一侧分别设置有开口;气囊(10)置于罩壳(5)内部的空腔里;所述链带(9)横跨罩壳(5)的开口并沿开口的长度方向布设,且链带(9)的两端分别与罩壳(5)的两侧铰接连接;铰链的内侧面粘贴于气囊(10)的外表面上;所述罩壳(5)上开口相对的一侧与液压缸(7)的活塞杆固定连接;罩壳(5)上固定设置有进气电磁阀(13)和排气电磁阀(11),所述进气电磁阀(13)、所述排气电磁阀(11)的一端置于罩壳(5)的外部,另一端穿过罩壳(5)连接于气囊(10)上;气泵(2)通过管道与进气电磁阀(13)连接;进气电磁阀(13)、排气电磁阀(11)分别与控制器(8)电连接。2.如权利要求1所述的法兰盘加工成型装置,其特征在于,所述链带(9)包括多个隔热板(14);所述隔热板(14)的一侧一体设置有连接凸块(16),连接凸块(16)自上端面向下端面贯穿设置有连接孔(15);隔热板(14)上与连接凸块(16)相对的一侧设置有容纳连接凸块(16)的连接凹槽(17);连接凹槽(17)内可活动的插接有与所述连接孔(15)对应的连接杆(18)。3.如权利要求2所述的法兰盘加工成型装置,其特征在于,所述隔热板(14)的高度大于所述罩壳(5)的高度;所述连接凸块(16)的高度小于所述罩壳(5)的开口的高度。4.如权利要求1所述的法兰盘加工成型装置,其特征在于,所述罩壳(5)与开口相对的一侧的外部固定设置有套环(12),所述液压缸(7)的活塞杆与所述套环(12)固定连接。5.如权利要求1所述的法兰盘加工成型装置,其特征在于,所述底座(3)上固定设置有垫块(6);所述液压缸(7)固定在所述垫块(6)的上端面上。
技术总结
本实用新型提供了一种法兰盘加工成型装置,包括底座,底座的顶部固定安装有锻压机主体和锻压垫板,还包括夹紧组件;夹紧组件包括控制器、气泵、液压缸、罩壳、气囊、链带;控制器、气泵固定设置在锻压机主体上;液压缸固定在底座上,两个液压缸的活塞杆相对设置;罩壳的内部设置有空腔;两个罩壳相互靠近的一侧分别设置有开口;气囊置于罩壳内部的空腔里;罩壳上开口相对的一侧与液压缸的活塞杆固定连接;本实用新型的设计,能够对法兰盘锻压成型时进行加紧固定,使工件的中心对准锻压机主体的锻压区域,防止出现冲孔位置偏移的问题,提高加工精度;通过链带贴紧工件的外侧面,夹紧效果更好,适用于不同尺寸的工件固定,通用性更强。通用性更强。通用性更强。
技术研发人员:孙洪亮 杨浩 周忠恩
受保护的技术使用者:江苏朗恩机械制造有限公司
技术研发日:2022.08.31
技术公布日:2022/12/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。