1.本实用新型涉及玻璃加工技术领域,尤其涉及一种限位爪、玻璃夹自动装配装置以及玻璃加工装备。
背景技术:
2.目前,玻璃片可用于各种各样的技术领域,其具有采光、隔音以及易安装等特点,广泛应用在各行各业当中。
3.为此,对于玻璃进行固定、组合夹持等作用的玻璃夹的安装要求不断提高,而传统的玻璃夹的装配方式,一般都是利用人工将玻璃片搬运至传统的装夹平台,然后通过人工利用装夹机构将玻璃装在玻璃片的指定位置上。
4.上述结构在实际应用中存在以下不足:1、玻璃加工过程繁琐,增加人工的劳动强度,降低加工效率;2、传统装夹机构难以适应多种玻璃装夹的要求,又不能适应生产线的大批量生产,工作范围局限性较大,从而增加生产成本。
技术实现要素:
5.本实用新型目的在于提供一种限位爪、玻璃夹自动装配装置以及玻璃加工装备,其结构紧凑,加工效率高,可适应生产线的大批量生产,可靠使用,适用性强,有利于生产成本的降低。
6.为了达到上述目的,本实用新型的第一种技术方案为:
7.限位爪,用于玻璃夹的限位,所述限位爪包括:抵靠块,所述抵靠块上设有与玻璃夹末端相适配的抵靠槽;至少两个支撑条,所述支撑条设置在所述抵靠块的一侧,两个所述支撑条之间呈张口状,所述支撑条的末端设置有倒钩。
8.可选地,所述限位爪还包括推动气缸以及手指气缸,所述推动气缸与所述抵靠块传动连接,所述手指气缸上传动安装所述支撑条,两个所述支撑条在所述手指气缸上对称设置。
9.为了进一步达到上述目的,本实用新型的第二种技术方案为:
10.玻璃夹自动装配装置,包括如上所述的限位爪,还包括:底座;上料组件,其设置所述底座一侧,所述上料组件用于玻璃夹的上料;第一定位组件,其安装在所述上料组件一侧,所述第一定位组件包括第一定位台,所述第一定位台与所述上料组件的出料口相对设置;位置调整组件,其安装在所述底座上,所述位置调整组件用于调整玻璃夹的位置;撑料机械臂,所述撑料机械臂用于将玻璃夹装配到玻璃上,其活动安装在所述底座上,所述撑料机械臂上设有所述限位爪,所述限位爪用于撑开所述玻璃夹。
11.可选地,所述位置调整组件包括第一旋转气缸和第二旋转气缸,所述第一旋转气缸上传动安装有用于玻璃夹夹持的第一夹持部,所述第二旋转气缸上传动安装有玻璃夹固定件,所述第一旋转气缸和第二旋转气缸的可旋转角度至少为180
°
。
12.可选地,所述底座上设有沿水平方向设置的电动导轨,所述电动导轨上传动安装
所述第二旋转气缸。
13.可选地,所述撑料机械臂上具有呈竖直状设置的z方向传动缸,所述z方向传动缸上传动安装有y方向传动缸,所述y方向传动缸上传动安装所述限位爪。
14.可选地,所述上料组件包括振动盘,所述振动盘的出料口与所述第一定位台相对设置。
15.可选地,所述第一定位台上具有呈张口状的第一定位块,所述第一定位块的高度比所述玻璃夹的高度低。
16.为了进一步达到上述目的,本实用新型的第三种技术方案为:
17.玻璃加工设备,包括玻璃传输台、控制器以及如上所述的玻璃夹自动装配装置,所述玻璃夹自动装配装置和玻璃传输台均与所述控制器电连接,所述控制器用于控制玻璃夹自动装配装置和玻璃传输台的工作状态,所述玻璃传输台上设有玻璃传输带,在所述玻璃传输带传输的始端和末端上均设有所述玻璃夹自动装配装置,且所述玻璃夹自动装配装置至少设置两个。
18.可选地,所述玻璃传输带的一侧设置有位置纠正装置,所述位置纠正装置包括多个传动轴,所述传动轴上设有多个滑轮,多个所述滑轮配合后的玻璃传输方向与所述玻璃传输带的传输方向相垂直。
19.本实用新型的一种限位爪、玻璃夹自动装配装置以及玻璃加工装备,其有益效果为:1、通过限位爪实现对玻璃夹的上料,使玻璃夹呈张开的状态后,再搭配上玻璃夹自动装配装置即可实现玻璃夹对玻璃的装夹,整个过程无需人工过多的参与,极大的减轻了人工的劳动强度,大大提高玻璃加工效率;2、通过玻璃夹自动装配装置的设置,可以实现玻璃夹从上料、位置调整以及撑料的全过程,整个过程操作方便,加工速率快,可适用于不同的加工场景以及不同的生产线,通用性极强;3、集合了限位爪和玻璃夹自动装配装置的玻璃加工装备可适应生产线的大量生产,实现玻璃夹全过程的自动装夹,自动化程度高,可靠使用,适用性强,有利于生产成本的降低。
附图说明
20.图1为玻璃夹结构示意图;
21.图2为限位爪的结构示意图;
22.图3为玻璃夹自动装配装置的结构示意图;
23.图4为第一旋转气缸结构示意图;
24.图5为第二旋转气缸结构示意图;
25.图6为玻璃夹自动装配装置的部分结构示意图;
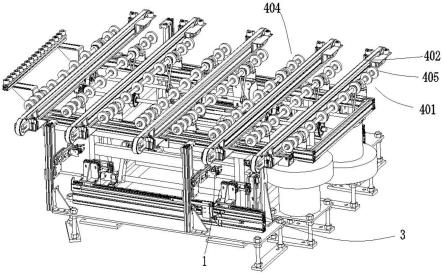
26.图7为玻璃加工装备的结构示意图。
具体实施方式
27.结合附图说明本实用新型的一种限位爪、玻璃夹自动装配装置以及玻璃加工装备。
28.实施例一
29.参阅图1和图2,在本实施例中,提供一种限位爪1,用于玻璃夹2的限位,所述限位
爪1包括抵靠块101,所述抵靠块101上设有与玻璃夹2末端相适配的抵靠槽;至少两个支撑条102,所述支撑条102设置在所述抵靠块101的一侧,两个所述支撑条102之间呈张口状,所述支撑条102的末端设置有倒钩103。
30.参阅图1,图中为玻璃夹2的结构示意图,在本实施例中,支撑条102设置有两个,然后抵靠槽是与玻璃夹2的弧形部相抵靠,然后两个支撑条102是分别与玻璃夹2的张开端相抵靠设置,而倒钩103是用于限制玻璃夹2在支撑条102上的移动,从而实现玻璃夹2在限位爪1上的暂时定位。
31.为了实现对玻璃夹2限位的进一步控制,所述限位爪1还包括推动气缸104以及手指气缸105,所述推动气缸104与所述抵靠块101传动连接,所述手指气缸105上传动安装所述支撑条102,两个所述支撑条102在所述手指气缸105上对称设置。
32.参阅图2,图中可以看出,限位爪1对玻璃夹2进行装夹的时候,首先将玻璃夹2移动至两个支撑条102之间,然后抵靠块101在推动气缸104的带动下向前推动玻璃夹2使玻璃夹2的末端与倒钩103相靠近,最终玻璃夹2的末端被暂时限位在倒钩103上,然后搭配抵靠块101的推力从而实现玻璃夹2在限位爪1上的暂时定位。
33.再加上,通过手指气缸105的使用,可以对两个支撑条102做相对靠近和相对远离的操作,从而实现对玻璃夹2夹紧或者是松开,当需要对玻璃进行夹紧,手指气缸105可以驱动两个支撑条102相互靠近,当需要对玻璃进行松开时,其中一个支撑条102远离另一个支撑条102,此时玻璃夹2会弹出,最后在抵靠块101的推动下,实现玻璃夹2在玻璃片上的夹持。
34.需要说明的是,限位爪1对于玻璃夹2的限位、夹紧以及松开的原理如下:首先,玻璃夹2通过外部的移动装置移动至两个支撑条102之间,然后抵靠块101在推动气缸104的带动下向前推动玻璃夹2,此时玻璃夹2的两侧会与支撑条102相靠近,从而实现对玻璃夹2初步的限位,然后手指气缸105动作,两个支撑条102相互靠近,而且再搭配上抵靠块101处的推力,从而实现对玻璃夹2的夹紧,最后,将玻璃夹2传输到玻璃片需要装夹的位置后,手指气缸105动作,一个支撑条102远离另一个支撑条102,此时玻璃夹2会弹出,最后在抵靠块101的推动下,实现玻璃夹2在玻璃片上的夹持。
35.实施例二
36.参阅图1、图2、图3、图4、图5以及图6,在本实施例中,提供一种玻璃夹自动装配装置3,包括如上所述的限位爪1,还包括底座301;上料组件302,其设置所述底座301一侧,所述上料组件302用于玻璃夹2的上料;第一定位组件303,其安装在所述上料组件302一侧,所述第一定位组件303包括第一定位台,所述第一定位台与所述上料组件302的出料口相对设置;位置调整组件304,其安装在所述底座301上,所述位置调整组件304用于调整玻璃夹2的位置;撑料机械臂305,所述撑料机械臂305用于将玻璃夹2装配到玻璃上,其活动安装在所述底座301上,所述撑料机械臂305上设有所述限位爪1,所述限位爪1用于撑开所述玻璃夹2,撑料机械臂305通过限位爪1实现对玻璃夹2的撑开,从而实现玻璃夹2对玻璃片的装夹。
37.在本实施例中,所述上料组件302包括振动盘307,所述振动盘307的出料口与所述第一定位台相对设置,而且,所述第一定位台上具有呈张口状的第一定位块308,所述第一定位块308的高度比所述玻璃夹2的高度低。
38.呈张口状的第一定位块308是与玻璃夹2的形状相匹配的,当振动盘307的出料口
导出玻璃夹2后,玻璃夹2会进入第一定位块308进行定位,而且,将第一定位块308的高度设置得比玻璃夹2低的目的是为了方便后续将玻璃夹2由下至上的夹起,使玻璃夹2的夹起更加顺畅,优化后续结构的设置。
39.在本实施例当中,所述位置调整组件304包括第一旋转气缸309,第一旋转气缸309上传动安装有用于玻璃夹2夹持的第一夹持部310,第一夹持部310包括第一夹持块311和第一手指气缸312,第一夹持块311上具有与玻璃夹2相匹配的结构,而且,第一手指气缸312上传动安装所述第一夹持块311,也就是说,通过第一手指气缸312控制第一夹持块311,可以实现对玻璃夹2的夹持,再搭配上第一定位块308的高度设置得比玻璃夹2低的结构,可以使第一夹持部310更加轻松的实现对玻璃夹2的夹持。
40.需要说明的是,玻璃夹2在振动盘307出来后,其开口的一端朝向振动盘307的方向,此状态为玻璃夹2的初始状态。
41.在本实施例中,所述位置调整组件304还包括第二旋转气缸313,所述第二旋转气缸313上传动安装有玻璃夹固定件314,玻璃夹固定件314主要是用于玻璃夹2位置的固定,当第一旋转气缸309将玻璃夹2传输至玻璃夹固定件314上端后,第一手指气缸312松开第一夹持块311对玻璃夹2的夹持,此时玻璃夹2脱出第一夹持块311,然后玻璃夹2根据自身的装夹弹性会装夹在玻璃夹固定件314上,然后第二旋转气缸313驱动玻璃夹固定件314转动,将玻璃夹2送至撑料机械臂305。
42.引用xyz的直角坐标系,以下提到的x方向指是在x轴方向、y方向指是在y轴方向,z方向指的是在z轴方向。
43.在本实施例中,所述撑料机械臂305上具有呈竖直状设置的z方向传动缸315,所述z方向传动缸315上传动安装有y方向传动缸316,所述y方向传动缸316上传动安装所述限位爪1。通过上述结构的设置,可以实现在x方向、y方向以及z方向上对限位爪1进行控制和调整,使限位爪1可以匹配到玻璃夹2的位置进行相对应的抓取。
44.撑料机械臂305与位置调整组件304之间的配合如下:当第二旋转气缸313将玻璃夹2移动到撑料机械臂305的一侧,撑料机械臂305会驱动限位爪1靠近玻璃夹2,当限位爪1的两侧支撑条102均与玻璃夹2相靠近时,两个支撑条102上的倒钩103会勾住玻璃夹2张开的两端,然后限位爪1往后倒退,通过倒钩103将玻璃夹2带出玻璃夹固定件314,然后再搭配上抵靠块101的抵靠作用从而实现对玻璃夹2的夹持。
45.最后,撑料机械臂305会驱动限位爪1移动至玻璃片一侧,并将玻璃夹2移动到玻璃片需要装夹的位置,最后手指气缸105动作,一个支撑条102远离另一个支撑条102,此时玻璃夹2会弹出,最后在抵靠块101的推动下,实现玻璃夹2在玻璃片上的夹持。
46.在本实施中,为了满足位置调整组件304的各种调整需求,所述第一旋转气缸309和第二旋转气缸313的可旋转角度至少为180
°
。
47.在本实施例中,所述底座301上设有沿水平方向设置的电动导轨317,所述电动导轨317上传动安装所述第二旋转气缸313。通过这样的设置,可通过电动导轨317对第二旋转气缸313的位置进行调整,方便后续撑料支撑臂对玻璃夹2的支撑。
48.实施例三
49.参阅图1-图7,在本实施例中,提供一种玻璃加工设备4,包括玻璃传输台401、控制器以及如上所述的玻璃夹自动装配装置3,所述玻璃夹2自动装配装置和玻璃传输台401均
与所述控制器电连接,所述控制器用于控制玻璃夹2自动装配装置和玻璃传输台401的工作状态,所述玻璃传输台401上设有玻璃传输带402,在所述玻璃传输带402传输的始端和末端上均设有所述玻璃夹2自动装配装置,且所述玻璃夹2自动装配装置至少设置两个。通过控制器的设置,可以使整个玻璃夹2的装夹更加智能化,减少人工参与的程度,自动化程度高。
50.玻璃传输台401主要是用于玻璃的传输,当玻璃被玻璃传输台401传输至玻璃夹2装夹的位置,此时驱动玻璃夹2自动装配装置,实现对玻璃片上玻璃夹2的装夹。
51.在本实施例中,所述玻璃传输带402的一侧设置有位置纠正装置,所述位置纠正装置404包括多个传动轴,所述传动轴上设有多个滑轮405,多个所述滑轮405配合后的玻璃传输方向与所述玻璃传输带402的传输方向相垂直。通过传动轴的设置,可以实现对玻璃位置的调整,优化整个玻璃夹2装夹的过程。
52.综上所述,本实用新型的一种限位爪1、玻璃夹自动装配装置3以及玻璃加工装备4,其有益效果为:1、通过限位爪1实现对玻璃夹2的上料,使玻璃夹2呈张开的状态后,再搭配上玻璃夹2自动装配装置即可实现玻璃夹2对玻璃的装夹,整个过程无需人工过多的参与,极大的减轻了人工的劳动强度,大大提高玻璃加工效率;2、通过玻璃夹2自动装配装置的设置,可以实现玻璃夹2从上料、位置调整以及撑料的全过程,整个过程操作方便,加工速率快,可适用于不同的加工场景以及不同的生产线,通用性极强;3、集合了限位爪1和玻璃夹2自动装配装置的玻璃加工装备可适应生产线的大量生产,实现玻璃夹2全过程的自动装夹,自动化程度高,可靠使用,适用性强,有利于生产成本的降低。
53.根据上述说明书的揭示和教导,本实用新型所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本实用新型并不局限于上面揭示和描述的具体实施方式,对本实用新型的一些修改和变更也应当落入本实用新型的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本实用新型构成任何限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
