1.本发明涉及数控设备通讯控制技术领域,具体涉及一种数控设备管理控制系统及方法。
背景技术:
2.目前,数控设备管理系统(dnc)控制方法主要通过技术人员编程、确定加工参数,操作工人对工件进行装夹、下载程序,通过数控设备对工件加工。数控设备管理系统(dnc)控制装置主要由设备、传感器、数控设备控制器、工位机、管理系统服务器、用户终端机和网络等组成。数控设备管理系统(dnc)收集信息、处理信息和反馈提供信息。现有反馈提供的主要关键信息kpi有:1)班次时间(a):从生产班次开始到班次结束的持续时间;2)加工时间(b):加工时间以采集机床nc使用信号时间为准;3)故障时间(c):生产班次内,单台机床发生故障导致的停机时间(故障按照报警停机持续时间超过设定时间,则认定为故障,低于设定时间的报警,不认定为故障);4)空闲时间(d):生产班次内,设备空闲,未发生故障且未加工的开机时间;5)关机断开时间(e):设备未开机或连接中断的时间;6)故障停机次数(f):生产班次内,单台机床发生故障的次数(故障按照报警停机持续时间超过设定时间,则认定为故障,低于设定时间的报警,不认定为故障);7)事故次数(g):发生频次极低,一般涉及加工撞机等类型,计为事故(违反操作规程、需要由人工录入该数据);8)设备利用率: =( 加工时间 /班次时间 )
×ꢀ
100%= ( b / a )
ꢀ×ꢀ
100%;9)设备开机率:=(加工时间 故障时间 空闲时间)/班次时间
×
100% = (b c d)/a
×ꢀ
100%;10)设备故障率(f): =故障时间/(故障时间 加工时间)
ꢀ×
100% = c/ (c b)
×
100%;11)设备平均维修时间mttr:=故障时间/故障次数 =c/f ;12)设备故障间隔时间mtbf:=(班次时间-故障时间)/故障次数 = (a-c)/f。
3.目前,这些反馈提供的信息主要是反映数控设备时间利用情况的,存在不足:一是技术人员和相关业务管理人员只知道数控设备的时间利用情况和 xyz三个方向的工艺参数运行情况,但不能深层次的直接知道设备实质的切削体积或切削重量;二是技术人员、相关业务管理人员和操作者不知道加工参数运行情况下相应的电机实际负荷功率、额定功率和电机负荷率情况;三是由于不知道前述情况,技术人员和相关业务管理人员和操作者就不能分析和有的放矢的改进加工参数,不能在保证加工质量、防止刀具损坏和设备超负荷的情况下,提高实质性切削重量,发挥数控设备能力,提高切削效率。
技术实现要素:
4.本发明所要解决的技术问题是提供一种数控设备管理控制系统及方法,能够对加工车间内的切削设备进行集中管理和数据读取,并根据设备状态进行加工调整。
5.为解决上述技术问题,本发明所采用的技术方案是:一种数控设备管理控制系统,包括切削设备及设备各数控轴的伺服电机,切削设备包含至少组成三坐标体系的三个直线运动轴,以及进行切削的刀盘旋转主运动轴,三个直线运动轴分别定义为x、y和z轴,刀盘旋转主运动轴定义为sp轴,三个直线运动轴及刀盘旋转主运动轴都采用伺服电机,在x、y和z轴上设有检测位移的位移传感器,sp轴上设有检测转速的转速传感器,伺服电机、位移传感器和转速传感器与电机驱动连接,电机驱动读取x、y和z轴的位移数据及sp轴的转速数据,并根据当前的电机转速和扭矩计算出各电机当前功率,电机驱动与数控系统的控制器通讯连接,在切削设备端设有操作显示器,多台切削设备的数控系统控制器与交换机通讯连接,交换机与设备管理dnc服务器通讯连接,交换机与远程端的多台用户终端机通讯连接。
6.上述的用户终端机处,由技术人员设定指定切削设备的加工件材质、毛坯尺寸、毛坯重量、加工富裕量、形位公差要求、刀具允许温度、功率安全系数、机床振动允许值及刀具参数,并编制加工程序及确定程序内每工步的加工参数,所设定的参数和程序上传至设备管理dnc服务器,各切削设备的数控系统控制器根据设备操作者的操作读取设备管理dnc服务器内的设定参数和程序并进行加工切削,电机驱动读取切削过程中的直线轴的扭矩及位移数据、sp轴的扭矩及转速数据以及数控轴的当前功率并上传至用户终端处。
7.上述的用户终端机根据设定的指定切削设备的毛坯尺寸和毛坯重量,结合加工程序内的加工参数计算出加工程序内各个工步时主轴未接触工件时的计算空闲扭矩,并通过加工过程中检测到的各轴的隔周当前扭矩与计算空闲扭矩进行比对,判断主轴是否接触到工件开始切削,若当前扭矩大于计算空闲扭矩时,判断此时主轴已接触工件,作为此工步的加工启示时间,并记录从此时间的开始的各轴位移数据和刀具参数,并计算转化成切削体积、切削重量和各电机符合率。
8.上述的切削设备为数控龙门铣时,有:数控龙门铣床的切削体积(mm3/min)=吃刀深度(z)mm*[吃刀宽度(y)mm或刀盘直径mm]*进刀速度(x)mm/ min数控龙门铣床的切削体积(dm3/min)=1/1000000*吃刀深度(z)mm*[吃刀宽度(y)mm或刀盘直径mm]*进刀速度(x)mm/ min数控龙门铣床的切削重量(kg/min)=1/1000000*吃刀深度(z)mm*[吃刀宽度(y)mm或刀盘直径mm]*进刀速度(x)mm/ min*材料比重kg/ dm3电机负荷率(%)=电机实际功率kw/电机额定功率kw*100%使用上述的一种数控设备管理控制系统的控制管理方法,具体步骤为:步骤一、技术人员先在用户终端机上,根据加工件的材质、加工富裕量、形位公差要求、刀具允许温度、功率安全系数、机床振动允许值及机床特性参数要求,选择刀具、确定对刀点、编制加工nc程序、确定每道工步的加工参数,加工参数包括吃刀深度(z)mm、吃刀宽度(y)mm或刀盘直径mm、进刀速度(x)mm/ min并考虑刀盘上刀片数n、刀盘主轴转速n/ min,通过仿真、审核后,上传到设备管理dnc服务器;
步骤二、操作者在工位机上接收派工任务、加工工件的装夹工艺、加工nc程序版本号、刀具及对刀要求信息,将加工nc程序下载到切削设备数控系统控制器中,装夹好工件、找好对刀点、启动程序进行加工切削;步骤三、切削设备运行过程中,数控系统控制器读取各直线轴的位移数据、sp轴的转速数据和各电机的当前功率,并将数据发送至设备管理dnc服务器中,计算出切削体积(mm3/min)、切削重量(kg/min)、相关电机负荷率(%),在用户终端机谁给你可以实时查看到切削体积(mm3/min)或切削重量(kg/min)、各电机负荷率(%)、工件及刀具温度信息,也可察看到历史信息;步骤四、用户终端机通过读取切削重量、与加工相关电机负荷率对比信息和实际加工件的质量,与设定的负荷参数进行对比,判断设备当前是处于小负荷运行状态或是满负荷运行状态,并结合加工件的表面质量及形位公差质量,结合加工时间要求,对加工程序的各工步切削参数进行调整并输送至切削设备处,由操作工选择继续进行当前参数或是优化后的参数进行加工。
9.本发明提供的一种数控设备管理控制系统及方法,在数控设备管理系统(dnc)开发设计中,确定取数逻辑和算法,计算切削体积、切削重量、电机负荷率,并在网络终端机应用软件界面上反馈提供切削体积(mm3/min)、切削重量(kg/min)、相关电机实时负荷功率、额定功率和电机负荷率(%)、工件及刀具温度等。从而让技术人员、相关业务管理人员和操作者全面系统的了解掌握数控设备实际加工运行情况,用户终端机通过分析有的放矢的改进调整每道工步的切削加工参数,发挥设备的额定能力,提高直接切削重量,实现优质安全高效的机械加工。
附图说明
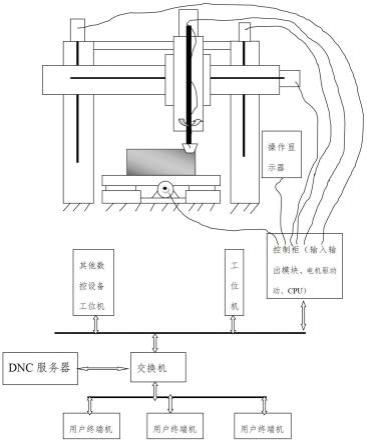
10.下面结合附图和实施例对本发明作进一步说明:图1为本发明数控设备切削管理控制系统结构示意图。
具体实施方式
11.以下结合附图和实施例详细说明本发明技术方案。
12.如图1中所示,一种数控设备管理控制系统,包括切削设备及设备各数控轴的伺服电机,切削设备包含至少组成三坐标体系的三个直线运动轴,以及进行切削的刀盘旋转主运动轴,三个直线运动轴分别定义为x、y和z轴,刀盘旋转主运动轴定义为sp轴,三个直线运动轴及刀盘旋转主运动轴都采用伺服电机,在x、y和z轴上设有检测位移的位移传感器,sp轴上设有检测转速的转速传感器,伺服电机、位移传感器和转速传感器与电机驱动连接,电机驱动读取x、y和z轴的位移数据及sp轴的转速数据,并根据当前的电机转速和扭矩计算出各电机当前功率,电机驱动与数控系统的控制器通讯连接,在切削设备端设有操作显示器,多台切削设备的数控系统控制器与交换机通讯连接,交换机与设备管理dnc服务器通讯连接,交换机与远程端的多台用户终端机通讯连接。
13.电机的扭矩可由电机驱动根据当前电机的驱动电流转化计算出来。
14.管理软件开发设计人员编制数控设备管理系统的管理软件,确定数控设备切削体积、切削重量和电机实际负荷率的取数逻辑及算法,设计实时反馈切削体积、切削重量、相
关电机实际负荷功率、额定功率和电机负荷率的可视界面;加工编程技术人员在用户终端机上,根据加工件的材质、加工富裕量、形位公差要求、刀具允许温度、功率安全系数、机床振动允许值及机床性能参数等要求,选择刀具、确定对刀点、编制加工程序、确定每道工步的加工参数(吃刀深度(z)mm、吃刀宽度(y)mm(或刀盘直径mm)、进刀速度(x)mm/ min(综合考虑刀盘上刀片数量n)、主轴刀盘转速n/ min);操作者装调好工件、找好对刀点、启动程序进行加工切削;管理系统收集数控系统反馈的信息并进行处理,计算并发出切削体积(mm3/min)、切削重量(kg/min)、相关电机负荷率(%)、工件及刀具温度等信息;技术人员和相关业务管理人员可在用户终端机上实时看到,可分析改进调整每道工步的切削加工参数,进行工艺试验验证,在保证质量和设备安全的情况下,充分发挥设备的能力,适度提高切削体积(mm3/min)、切削重量(kg/min)和相关电机负荷率(%),达到数控设备优质安全高效率加工切削的目的。
15.上述的用户终端机处,由技术人员设定指定切削设备的加工件材质、毛坯尺寸、毛坯重量、加工富裕量、形位公差要求、刀具允许温度、功率安全系数、机床振动允许值及刀具参数,并编制加工程序及确定程序内每工步的加工参数,所设定的参数和程序上传至设备管理dnc服务器,各切削设备的数控系统控制器根据设备操作者的操作读取设备管理dnc服务器内的设定参数和程序并进行加工切削,电机驱动读取切削过程中的直线轴的扭矩及位移数据、sp轴的扭矩及转速数据以及数控轴的当前功率并上传至用户终端处。
16.上述的用户终端机根据设定的指定切削设备的毛坯尺寸和毛坯重量,结合加工程序内的加工参数计算出加工程序内各个工步时主轴未接触工件时的计算空闲扭矩,并通过加工过程中检测到的各轴的隔周当前扭矩与计算空闲扭矩进行比对,判断主轴是否接触到工件开始切削,若当前扭矩大于计算空闲扭矩时,判断此时主轴已接触工件,作为此工步的加工启示时间,并记录从此时间的开始的各轴位移数据和刀具参数,并计算转化成切削体积、切削重量和各电机负荷率。
17.上述的切削设备为数控龙门铣时,有:数控龙门铣床的切削体积(mm3/min)=吃刀深度(z)mm*[吃刀宽度(y)mm或刀盘直径mm]*进刀速度(x)mm/ min数控龙门铣床的切削体积(dm3/min)=1/1000000*吃刀深度(z)mm*[吃刀宽度(y)mm或刀盘直径mm]*进刀速度(x)mm/ min数控龙门铣床的切削重量(kg/min)=1/1000000*吃刀深度(z)mm*[吃刀宽度(y)mm或刀盘直径mm]*进刀速度(x)mm/ min*材料比重kg/ dm3电机负荷率(%)=电机实际功率kw/电机额定功率kw*100%使用上述的一种数控设备管理控制系统的控制管理方法,具体步骤为:步骤一、技术人员先在用户终端机上,根据加工件的材质、加工富裕量、形位公差要求、刀具允许温度、功率安全系数、机床振动允许值及机床特性参数要求,选择刀具、确定对刀点、编制加工nc程序、确定每道工步的加工参数,加工参数包括吃刀深度(z)mm、吃刀宽度(y)mm或刀盘直径mm、进刀速度(x)mm/ min并考虑刀盘上刀片数n、刀盘主轴转速n/ min,通过仿真、审核后,上传到设备管理dnc服务器;步骤二、操作者在工位机上接收派工任务、加工工件的装夹工艺、加工nc程序版本号、刀具及对刀要求信息,将加工nc程序下载到切削设备数控系统控制器中,装夹好工件、
找好对刀点、启动程序进行加工切削;步骤三、切削设备运行过程中,数控系统控制器读取各直线轴的位移数据、sp轴的转速数据和各电机的当前功率,并将数据发送至设备管理dnc服务器中,计算出切削体积(mm3/min)、切削重量(kg/min)、相关电机负荷率(%),在用户终端机谁给你可以实时查看到切削体积(mm3/min)或切削重量(kg/min)、各电机负荷率(%)、工件及刀具温度信息,也可察看到历史信息;步骤四、用户终端机通过读取切削重量、与加工相关电机负荷率对比信息和实际加工件的质量,与设定的负荷参数进行对比,判断设备当前是处于小负荷运行状态或是满负荷运行状态,并结合加工件的表面质量及形位公差质量,结合加工时间要求,对加工程序的各工步切削参数进行调整并输送至切削设备处,由操作工选择继续进行当前参数或是优化后的参数进行加工。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。