一种采用水雾冷却介质生产u71mnh钢轨热处理方法
技术领域
1.本发明涉及冶金及金属材料领域,尤其涉及一种采用水雾冷却介质生产u71mnh钢轨热处理方法。
背景技术:
2.目前国内客运、地铁、城市铁路等铺设的u71mn热处理钢轨抗拉强度为1080mpa,轨顶面硬度(hb)为320,轨头横断面硬度(hrc)第一点为34,最后一点为32,在钢轨应用过程中,存在抗早期伤损能力不强的缺点,分析原因主要为钢轨顶面硬度,卡拉强度偏低,造成钢轨抗早期疲劳能力不足。钢轨抗早期接触疲劳伤损主要包括疲劳剥离裂纹、核伤、表面损伤等,性能主要取决于钢轨抗拉强度,韧性,硬度等指标。因此,对优化u71mn热处理钢轨拉强度、硬度以提高钢轨抗早期接触疲劳伤损能力钢轨的生产工艺方法存在迫切需求。
技术实现要素:
3.为了解决上述技术问题,本发明的目的是提供一种采用水雾冷却介质生产u71mnh钢轨热处理方法,解决现有技术中的u71mn热处理钢轨由于强度、硬度较低等原因造成服役初期易产生疲劳剥离裂纹、核伤,表面损伤等问题。
4.为解决上述技术问题,本发明采用如下技术方案:
5.本发明一种采用水雾冷却介质生产u71mnh钢轨热处理方法,生产工艺包括:原料条件—转炉冶炼—lf钢包精炼—vd真空脱气—连铸—钢坯加热—钢轨轧制—热打印—钢轨热处理—矫直—超声波探伤—成分性能检验;
6.所述原料条件中铁水预处理后的铁水的硫含量为≤0.02%;所述转炉冶炼中的出钢温度:1630℃;终点控制目标成分c≥0.08%,p/%≤0.015%,罐内温度≥1550℃;所述中的vd真空脱气,真空度≤0.10kpa,深真空时间≥15min,保证软吹时间大于15min,静置10min以上,软吹期间钢水不得裸露;
7.所述连铸中的连铸坯规格为380mm
×
280mm;所述钢坯加热中的铸坯加热总时间≥3小时;
8.所述钢轨热处理采用水雾冷却,淬火工艺控制参数为:入口温度:760~820℃,出口温度:460~480℃,前期冷速控制在6℃/s,将钢轨迅速降至550℃,控制冷却速度至2℃/s,辊道速度:1.1~1.3m/s。
9.进一步的,u71mnh钢轨的化学成分按重量百分比包括:c:0.71~0.76%;si:0.35~0.45%;mn:0.95~1.20%;p:0.020%;s:0.015%,其余为为fe及不可避免的杂质。
10.进一步的,以热处理状态交货的钢轨组织均为珠光体,允许有少量铁素体。
11.进一步的,以热处理状态交货的钢轨脱碳层≤0.5mm,抗拉强度rm≥1080mpa,断后伸长率a≥10%,踏面硬度320~380hb,轨头横断面硬度(hrc)a
l
、b
l
、c
l
、d
l
、e
l
:34~40;轨头横断面硬度(hrc)a4、b5、c5、d3、e3:≥32的脱碳层≤0.5mm,抗拉强度rm≥1080mpa,断后伸长率a≥10%,踏面硬度320~380hb,轨头横断面硬度(hrc)a
l
、b
l
、c
l
、d
l
、e
l
:34~40;轨头横断
面硬度(hrc)a4、b5、c5、d3、e3:≥32。
12.与现有技术相比,本发明的有益技术效果:
13.在现有工艺路线的前提下,采用特定的冶炼工艺和热处理工艺,生产出满足客户后续轧钢热处理要求窄成分控制,从最经济又最简便的方法来满足客户要求。
14.钢轨组织均为珠光体,允许有少量铁素体,脱碳层≤0.5mm,抗拉强度rm≥1080mpa,断后伸长率a≥10%,踏面硬度320~380hb,轨头横断面硬度(hrc)a
l
、b
l
、c
l
、d
l
、e
l
:34~40;轨头横断面硬度(hrc)a4、b5、c5、d3、e3:≥32,其余性能满足tb/t 2344.1-2020中对u71mnh的要求。
具体实施方式
15.一种采用水雾冷却介质生产u71mnh钢轨热处理方法,具体方法包括:
16.(1)原料条件
17.(2)转炉冶炼;
18.(3)lf钢包精炼;
19.(4)vd真空脱气;
20.(5)连铸;
21.(6)钢坯加热;
22.(7)钢轨轧制;
23.(8)热打印;
24.(9)钢轨热处理,热处理的时间为100~140s;
25.(10)矫直;
26.(11)超声波探伤。
27.钢轨热处理:将轧制的钢轨空冷至780~810℃后,在线快速冷却至420~460℃,钢轨返温并温度维持至540~580℃进行等温转变,后自然降温得到百米定尺在线热处理钢轨;
28.其中具体工艺如下:
29.(1)转炉生产
30.为保证产品质量及对成品成分的精确控制,供转炉铁水要求:按质量百分数磷含量小于等于0.15%,硫含量小于等于0.05%。在转炉冶炼过程中加入白灰、白云石、萤石等造渣辅料,出钢过程中根据成品成分要求加入硅铁、硅锰和铝硅锰进行脱氧合金化。
31.转炉终点钢水的碳含量、磷含量(质量百分数)及出钢温度如下表,出钢温度1600-1660℃;碳含量0.06-0.16%;磷含量0.004-0.017%;
32.表4转炉出钢的成分及温度
[0033] 出钢温度℃拉碳含量%出钢磷含量%最小值16000.060.004最大值16600.160.017平均值16350.120.013
[0034]
(2)精炼
[0035]
lf炉精炼就位温度1522-1598℃,平均1560℃;精炼离位温度1613-1650℃,平均
1626℃;精炼处理时间20-58min,平均39min。
[0036]
lf炉精炼根据钢水成分及温度变化进行加辅料造渣,加合金进行微调和升温操作。合金根据精炼就位成分进行微调锰铁、硅铁,钢水温度与处理时间见表5。
[0037]
表5精炼lf炉温度控制
[0038] 精炼就位温度℃精炼离位温度℃精炼处理时间min最小值1522161325最大值1598165058平均值1560162639
[0039]
vd真空脱气,真空度≤0.10kpa,深真空时间≥15min,保证软吹时间大于15min,静置10min以上,软吹期间钢水不得裸露。
[0040]
(3)连铸生产
[0041]
连铸生产中过热度控制在≤30℃,拉速在0.55m/min-0.75m/min之间,钢水的成分(质量百分数)控制如表6所示,钢坯规格为280mm
×
380mm。
[0042]
表6成品成分(%)
[0043] csimnps最小值0.730.341.120.0060.001最大值0.760.431.180.0230.004平均值0.740.381.140.0150.003
[0044]
(4)钢坯加热
[0045]
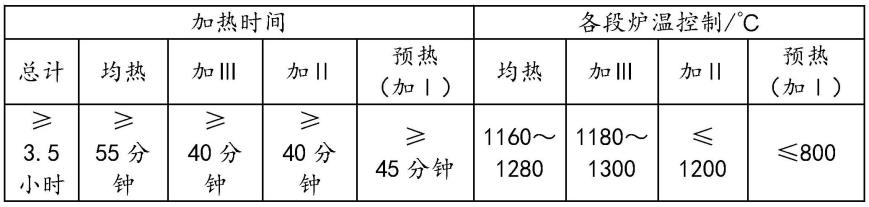
对钢坯化学成分严格审核,对钢坯表面质量、断面尺寸和坯料长度进行抽查。将符合标准的坯料按照上料顺序进行装炉,铸坯加热总时间≥3.5小时;预热段温度为800℃,钢坯加热温度要均匀,严禁钢坯过热。因故待轧时,按规定的待轧降温制度控制炉温。
[0046]
表7热处理钢轨钢坯加热工艺
[0047][0048]
(6)钢轨轧制
[0049]
严格控制钢坯加热质量和bd1机前除鳞质量。钢坯表面必须经高压水除鳞;开轧温度控制在1080℃~1150℃,终轧温度900~960℃;
[0050]
(7)钢轨热处理
[0051]
生产热处理钢轨淬火时间100~120s,喷嘴距离范围26~32mm,淬火工艺控制参数见下表。
[0052]
表8热处理钢轨淬火工艺
[0053][0054]
不符合规程要求的钢轨直接进行预弯;符合要求的钢轨通过感应加热器保证冷却机组入口温度,并全程监控冷却介质稳定性,发现异常及时停轧进行处理。根据冷却介质温度变化对冷却参数进行微调从而确保冷却机组出口温度控制在规程规定的范围内。定期停轧检查确认冷却机组内喷嘴、侧导卫、夹送辊和测温仪运行状态,开轧逐支跟踪确认钢轨在冷却机组内行走状态,严格控制变形,同时检查确认钢轨出机组后的表面质量,连续生产时按规程要求频次检查确认。
[0055]
实施例1:
[0056]
所选择的生产工艺包括经过bd1、bd2、ccs轧制的钢轨空冷至790℃,在线快速冷却至450℃,所述在线热处理的时间为120s;钢轨返温并进行等温转变,后自然降温得到百米定尺在线热处理钢轨,成品钢轨化学成分:
[0057]
表9钢轨化学成分%
[0058]
成分csimnpsal 0.720.381.100.0110.0030.002
[0059]
表10 u71mn气体含量(体积分数)
×
10-4
%
[0060][0061]
钢轨抗拉强度rm:1132mpa,断后伸长率a:13%,踏面硬度:329hb,轨头横断面硬度(hrc)a
l
:34.8、b
l
:34.6、c
l
:34.8、d
l
:35.0、e
l
:35.1;轨头横断面硬度(hrc)a4:32.8、b5:32.1、c5:32.2、d3:32.6、e3:32.4,其余性能满足tb/t 2344.1-2020中对u71mnh的要求。
[0062]
实施例2:
[0063]
所选择的生产工艺包括经过bd1、bd2、ccs轧制的钢轨空冷至780℃,在线快速冷却至450℃,所述在线热处理的时间为135s;钢轨返温并进行等温转变,后自然降温得到百米定尺在线热处理钢轨,成品钢轨化学成分:
[0064]
表11钢轨化学成分%
[0065]
成分csimnpsal 0.730.421.130.0090.0040.001
[0066]
表12 u71mn气体含量(体积分数)
×
10-4
%
[0067][0068]
钢轨抗拉强度rm:1260mpa,断后伸长率a:12%,踏面硬度:344hb,轨头横断面硬度(hrc)a
l
:37.8、b
l
:38.6、c
l
:38.8、d
l
:37.9、e
l
:37.8;轨头横断面硬度(hrc)a4:35.8、b5:36.1、c5:36.2、d3:35.6、e3:35.4,其余性能满足tb/t 2344.1-2020中对u71mnh的要求。
[0069]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。