1.本发明涉及一种耐火材料制备技术领域,具体是一种基于浇注料制备的组合式内衬结构。
背景技术:
2.浇注料又称耐火浇注料,是一种由耐火物料加入一定量结合剂制成的粒状和粉状材料,既可直接浇注成衬体使用,又可用浇注或震实方法制成预制块使用,以莫来石矿物为主晶相的耐火材料具有极好的抗热震性能,且耐高温强度大,能够制备浇注料运用到一些加热炉内,通过设置内衬来维持加热炉的良好使用性能,炉衬大量使用可塑料而代替浇注料,由于加热炉的炉顶部位易受到蒸汽的影响,位于炉盖内部的衬体在长时间使用下,侵蚀性、强度和稳固性较差,故需要一种基于浇注料制备的组合式内衬结构。
技术实现要素:
3.本发明的目的在于提供一种基于浇注料制备的组合式内衬结构,通过提高内衬结构使用的强度,加强内衬耐火件与装配炉盖的连接强度,并且加强装配炉盖与加热炉的密封性,可以有效解决背景技术中的问题。
4.为实现上述目的,本发明提供如下技术方案:一种基于浇注料制备的组合式内衬结构,包括加热炉、内衬耐火件和用于制备的制备机构,所述加热炉顶部安装有装配炉盖,且所述内衬耐火件固定在所述装配炉盖内,所述内衬耐火件包括耐火内衬板和组合延展板,所述组合延展板位于所述加热炉和所述装配炉盖之间,进行加强密封性以及连接强度;所述制备机构包括成型模座、对接型座和限位型座,所述成型模座内设有用于埋入所述耐火内衬板和所述组合延展板内的加强件,加强所述内衬耐火件的强度。
5.作为本发明再进一步的方案:所述成型模座开设有用于一次成型所述耐火内衬板、所述组合延展板的第一型腔、第二型腔,所述对接型座的内壁与所述第一型腔、所述第二型腔相吻合。
6.作为本发明再进一步的方案:所述组合延展板两侧均具有凹腔,所述第二型腔内具有用于成型所述凹腔的预制台,所述凹腔内固定连接有密封圈。
7.作为本发明再进一步的方案:所述组合延展板与所述耐火内衬板一体成型,且所述耐火内衬板和所述组合延展板均通过莫来石为原料制成。
8.作为本发明再进一步的方案:位于所述组合延展板一侧的所述密封圈与所述装配炉盖内壁相接触,位于所述组合延展板另一侧的所述密封圈与所述加热炉端面相接触。
9.作为本发明再进一步的方案:所述成型模座和所述限位型座之间具有用于二次成型所述耐火内衬板的第三型腔,且所述限位型座具有用于通料的入料口和插入振动棒进行振实的通入口。
10.作为本发明再进一步的方案:所述加强件包括若干个加强圈、若干个连接杆和若
干个延展加强杆,若干个所述加强圈依次由下至上均匀分布,若干个所述连接杆连接固定着若干个所述加强圈,若干个所述延展加强杆均固定在最底部的所述加强圈外壁,所述延展加强杆位于所述组合延展板内,所述限位型座底部开设有与最顶部的所述加强圈相对应的定位环腔,并通过磁吸固定的方式进行限制所述加强圈的位置。
11.作为本发明再进一步的方案:所述成型模座外侧设有固定顶座,所述固定顶座上用于分别驱动所述对接型座和所述限位型座升降运动的驱动导杆。
12.作为本发明再进一步的方案,一种基于浇注料制备的组合式内衬结构,包括如下情况的使用方法:a:通过将所述加强件位于所述第一型腔内,所述加强圈插入并吸附在所述定位环腔内,由所述限位型座通入制备原料,一次成型后,向上运动所述限位型座露出所述第三型腔,进行二次成型所述内衬耐火件,将所述加强件位于所述耐火内衬板和所述组合延展板内,并在所述组合延展板的凹腔内进行装配固定所述密封圈;b:通过将所述内衬耐火件位于所述装配炉盖内,使其外壁与所述装配炉盖内壁进行贴附固定,使通过所述组合延展板加强连接在所述装配炉盖上,并且所述密封圈与所述加热炉顶面相接触,加强所述装配炉盖与所述加热炉的密封性,通过所述组合延展板位于所述装配炉盖底面和所述加热炉顶面之间进行使用。
13.与现有技术相比,本发明的有益效果是:内衬耐火件由耐火内衬板和组合延展板构成,在制备时,通过将加强件位于第一型腔内,加强圈插入并吸附在定位环腔内,由限位型座通入制备原料,一次成型后,向上运动限位型座露出第三型腔,进行二次成型内衬耐火件,将加强件位于耐火内衬板和组合延展板内,提高内衬结构使用的强度;使用时,在组合延展板的凹腔内进行装配固定密封圈,通过将内衬耐火件位于装配炉盖内,使其外壁与装配炉盖内壁进行贴附固定,使通过组合延展板加强连接在装配炉盖上,并且密封圈与加热炉顶面相接触,通过组合延展板位于装配炉盖底面和加热炉顶面之间进行使用,加强内衬耐火件与装配炉盖的连接强度,并且加强装配炉盖与加热炉的密封性。
附图说明
14.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
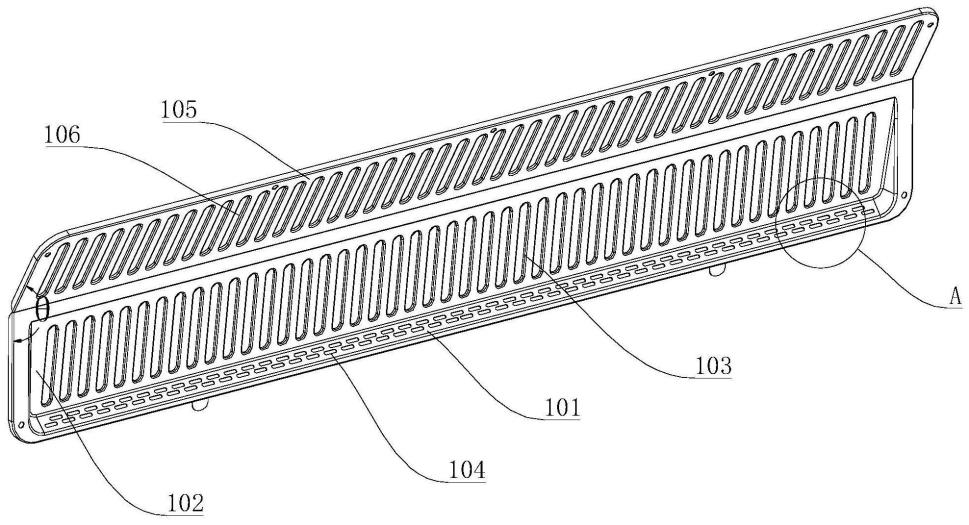
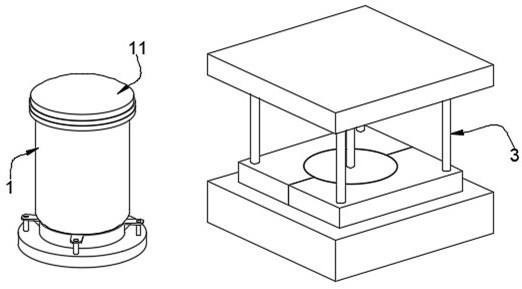
15.图1为一种基于浇注料制备的组合式内衬结构的结构示意图;图2为一种基于浇注料制备的组合式内衬结构中内衬耐火件的结构示意图;图3为一种基于浇注料制备的组合式内衬结构中装配炉盖的结构示意图;图4为一种基于浇注料制备的组合式内衬结构中制备机构的结构示意图;图5为一种基于浇注料制备的组合式内衬结构中成型模座内部的结构示意图;图6为一种基于浇注料制备的组合式内衬结构中限位型座运动的状态示意图;图7为一种基于浇注料制备的组合式内衬结构中加强件的结构示意图。
16.图中:1、加热炉;11、装配炉盖;2、内衬耐火件;21、耐火内衬板;22、组合延展板;23、密封圈;3、制备机构;31、成型模座;32、固定顶座;33、驱动导杆;34、对接型座;35、限位型座;351、定位环腔;36、第一型腔;37、第二型腔;371、预制台;38、第三型腔;4、加强件;41、加强圈;42、连接杆;43、延展加强杆。
具体实施方式
17.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
18.实施例1:请参阅图1~7,本发明实施例中,一种基于浇注料制备的组合式内衬结构,制备机构3包括成型模座31、对接型座34和限位型座35,成型模座31内设有用于埋入耐火内衬板21和组合延展板22内的加强件4,加强内衬耐火件2的强度。
19.成型模座31开设有用于一次成型耐火内衬板21、组合延展板22的第一型腔36、第二型腔37,对接型座34的内壁与第一型腔36、第二型腔37相吻合。
20.成型模座31和限位型座35之间具有用于二次成型耐火内衬板21的第三型腔38,且限位型座35具有用于通料的入料口和插入振动棒进行振实的通入口。
21.加强件4包括若干个加强圈41、若干个连接杆42和若干个延展加强杆43,若干个加强圈41依次由下至上均匀分布,若干个连接杆42连接固定着若干个加强圈41,若干个延展加强杆43均固定在最底部的加强圈41外壁,延展加强杆43位于组合延展板22内,限位型座35底部开设有与最顶部的加强圈41相对应的定位环腔351,并通过磁吸固定的方式进行限制加强圈41的位置。
22.成型模座31外侧设有固定顶座32,固定顶座32上用于分别驱动对接型座34和限位型座35升降运动的驱动导杆33。
23.组合延展板22与耐火内衬板21一体成型,且耐火内衬板21和组合延展板22均通过莫来石为原料制成。
24.通过采用上述技术方案:耐火内衬板21和组合延展板22组合形成内衬主体,能够以莫来石矿物为主要原料进行制备,通过通过破碎、磨粉、混砂机进行制备浇注料,通过将加强件4位于第一型腔36内,在限制加强件4的位置时,将位于最顶部位置的加强圈41插入并吸附在定位环腔351内,吸附原理通过磁铁进行吸附,能够对加强圈41的位置进行固定,即对加强件4的位置进行定位,在限位型座35上具有通料的入料口,由限位型座35通入制备原料,并且通过通入口插入振动棒进行振实,使在第一型腔36形成部分耐火内衬板21实体,在第二型腔37内形成组合延展板22,一次成型后,可以向上运动限位型座35露出第三型腔38,由限位型座35通入制备原料,进行覆盖最顶部位置的加强圈41,并且形成完整的耐火内衬板21,进行二次成型内衬耐火件2,将加强件4位于耐火内衬板21和组合延展板22内,使制备出的内衬耐火件,耐火内衬板21内具有加强圈41和连接杆42,延展加强杆43位于组合延展板22内,提升整体内衬耐火件2使用的强度,完成后,可以通过驱动导杆33进行驱动对接型座34和限位型座35,使对接型座34和限位型座35能够向上运动远离型腔部分,即便于内衬耐火件2从成型模座31内脱模,驱动导杆33可以由液压缸进行驱动运动,使对接型座34和
限位型座35分别能够运动到相应的使用位置处,由对接型座34和成型模座31进行配合,形成密封的第一型腔36和第二型腔37,便于对内衬耐火件2进行成型。
25.实施例2:请参阅图1~7,本发明实施例中,一种基于浇注料制备的组合式内衬结构,包括加热炉1、内衬耐火件2和用于制备的制备机构3,加热炉1顶部安装有装配炉盖11,且内衬耐火件2固定在装配炉盖11内,内衬耐火件2包括耐火内衬板21和组合延展板22,组合延展板22位于加热炉1和装配炉盖11之间,进行加强密封性以及连接强度。
26.组合延展板22两侧均具有凹腔,第二型腔37内具有用于成型凹腔的预制台371,凹腔内固定连接有密封圈23。
27.位于组合延展板22一侧的密封圈23与装配炉盖11内壁相接触,位于组合延展板22另一侧的密封圈23与加热炉1端面相接触。
28.通过采用上述技术方案:内衬耐火件2为加热炉1的内衬,在使用内衬耐火件2时,将密封圈23能够位于凹腔内,通过粘接的方式进行固定,凹腔提供给密封圈23定位的空间,以及便于将密封圈23稳固在组合延展板22上,将内衬耐火件2位于装配炉盖11内,使其外壁与装配炉盖11内壁进行贴附固定,其中组合延展板22能够与装配炉盖11的底面相接触,使通过组合延展板22加强连接在装配炉盖11上,在相互固定时,密封圈23能够压紧在组合延展板22和装配炉盖11之间,进一步保证组合延展板22和装配炉盖11的密封性,在装配炉盖11盖合在加热炉1上时,在组合延展板22一侧的密封圈23的作用下,能够与加热炉1顶面相接触,能够加强装配炉盖11与加热炉1的密封性,通过组合延展板22位于装配炉盖11底面和加热炉1顶面之间进行使用,使加热炉1在使用时的蒸汽不易侵入到连接处,延长内衬位于炉内的使用寿命以及使用的强度、稳固性。
29.如图1-图7所示,本发明还提供一种基于浇注料制备的组合式内衬结构的使用方法,所示具体步骤如下:a:通过将加强件4位于第一型腔36内,加强圈41插入并吸附在定位环腔351内,由限位型座35通入制备原料,一次成型后,向上运动限位型座35露出第三型腔38,进行二次成型内衬耐火件2,将加强件4位于耐火内衬板21和组合延展板22内,并在组合延展板22的凹腔内进行装配固定密封圈23;b:通过将内衬耐火件2位于装配炉盖11内,使其外壁与装配炉盖11内壁进行贴附固定,使通过组合延展板22加强连接在装配炉盖11上,并且密封圈23与加热炉1顶面相接触,加强装配炉盖11与加热炉1的密封性,通过组合延展板22位于装配炉盖11底面和加热炉1顶面之间进行使用。
30.本发明的工作原理是:制备过程,通过耐火内衬板21和组合延展板22组合形成内衬主体,能够以莫来石矿物为主要原料进行制备,将加强件4位于第一型腔36内,在限制加强件4的位置时,将位于最顶部位置的加强圈41插入并吸附在定位环腔351内,即对加强件4的位置进行定位,在限位型座35上具有通料的入料口,由限位型座35通入制备原料,并且通过通入口插入振动棒进行振实,使在第一型腔36形成部分耐火内衬板21实体,在第二型腔37内形成组合延展板22,一次成型后,可以向上运动限位型座35露出第三型腔38,由限位型座35通入制备原料,进行覆盖最顶部位置的加强圈41,并且形成完整的耐火内衬板21,进行二次成型内衬耐火件2,完成后,可以通过驱动导杆33进行驱动对接型座34和限位型座35,
使对接型座34和限位型座35能够向上运动远离型腔部分,即便于内衬耐火件2从成型模座31内脱模,使用时,将密封圈23能够固定内衬耐火件2的凹腔内,将内衬耐火件2位于装配炉盖11内,使其外壁与装配炉盖11内壁进行贴附固定,其中组合延展板22能够与装配炉盖11的底面相接触,使通过组合延展板22加强连接在装配炉盖11上,在相互固定时,密封圈23能够压紧在组合延展板22和装配炉盖11之间,进一步保证组合延展板22和装配炉盖11的密封性,在装配炉盖11盖合在加热炉1上时,在组合延展板22一侧的密封圈23的作用下,能够与加热炉1顶面相接触,能够加强装配炉盖11与加热炉1的密封性,通过组合延展板22位于装配炉盖11底面和加热炉1顶面之间进行使用。
31.以上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。