1.本发明涉及一种机械加工设备,尤其涉及一种切管机设备。
背景技术:
2.采用圆形旋转锯片对管道进行沿截面方向的切割是目前大多数切管机的基本工作原理,但是这种切管机往往仅适用于小管径的管道切割。对于某些大型工程中需要应用的大直径管道,往往伴随着较厚的壁厚,这类管道需要设计专门的环形切管机进行环切切割。
3.以上环切切管机通常会采用激光切割或者锯片切割的方式对管道进行环切,但是对于一些大直径壁厚较大的碳纤维材料构成的管道,如果采用锯片切割,会产生大量碳纤维粉尘,这种碳纤维粉尘不易清洁,尤其是对进入管道内部的粉尘,无法进行有效的清洁检测;而采用激光切割,对于壁厚较大的碳纤维管道,激光烧蚀会导致切口位置形变严重,增加后续打磨加工难度,同时会降低碳纤维管道的强度。
4.基于以上技术问题,需要设计一种专门针对大直径大壁厚碳纤维管道的环切切管机,使得其可以阻止切割过程中粉尘进入管道内部,同时使切割位置的切口形变最小,方便后续打磨加工。
技术实现要素:
5.本发明的目的在于提供一种数控碳纤维管道切管机及其环切方法,以解决现有技术中的技术问题。
6.本发明为实现上述目的,采用以下技术方案:一种数控碳纤维管道切管机,包括用于将切管机定位安装于管道外壁的圆环保持架;同时设置有旋转切割架与圆环保持架连接并套接于管道外壁,在所述旋转切割架上,设置有刀座,所述刀座通过设置于旋转切割架内的旋转驱动结构,能够沿旋转切割架绕着管道的外周进行旋转运动;其特征在于:所述刀座上设置有刀具转换座,所述刀具转换座能够相对于所述刀座转动,在所述刀具转换座上,设置有旋转锯片刀具和激光切割头;还包括旋转锯片切深控制结构,所述旋转锯片切深控制结构包括控制器、红外距离传感器、线性电机,所述红外距离传感器用于检测旋转锯片刀具进入管道表面的实际径向进给深度,所述线性电机用于实现旋转锯片刀具的径向进给运动,所述控制器通过检测旋转锯片刀具实际径向进给深度与参考径向进给深度的差值的变化趋势来控制线性电机停止径向进给,从而使旋转锯片刀具环切后能够留下剩余薄层。
7.优选的,刀具转换座与刀座之间通过一根能够通过马达驱动转动的主轴连接,实现刀具转换座相对于刀座的转动。
8.优选的,在管道环切位置,还设置有吸尘装置,该吸尘装置能够对切割过程中在管道外部产生的粉尘进行收集。
9.优选的,通过刀具转换座的转动,能够分别将旋转锯片刀具和激光切割头径向对准管道的中心。
10.优选的,通过比例控制器生成旋转锯片刀具实际径向进给深度与参考径向进给深度的差值。
11.一种数控碳纤维管道切管机的环切方法,其特征在于:包括以下步骤:s1:对待切割管道两端进行封堵,将切管机圆环保持架安装于管道上,并通过调整伸缩平移气缸使旋转切割架位于切割位置,并转动刀具转换座使旋转锯片刀具径向对准管道中心;s2:驱动旋转锯片刀具转动同时驱动线性电机径向进给,使旋转锯片刀具沿管道径向切割;s3:当激光测距传感器检测到旋转锯片刀具的径向进给切削至距离穿透管道壁仅剩一层薄层时,停止旋转锯片刀具的径向进给,然后驱动刀座沿旋转切割架转动一周,使旋转锯片刀具完成对管道一周的材料去除;s4:转动刀具转换座使激光切割头径向对准管道中心,开启激光切割头同时驱动刀座沿旋转切割架转动一周,使激光切割头完成对管道壁最后一层薄层的切割,从而完成管道的切管工作。
12.优选的,在步骤s3中,通过比例控制器生成旋转锯片刀具实际径向进给深度与参考径向进给深度的差值,当控制器检测到所述差值由正变为负值时,控制线性电机停止径向进给。
13.本发明的有益效果是:1、本技术的环切切管机同时采用锯片切割和激光切割,旋转锯片以及激光切头安装在一个刀具转换座上,在进行大壁厚的碳纤维管道切割时,首先采用锯片环切,去除切割位置大部分材料,仅保留最后一层碳纤维,然后自动更换成激光切割头,使用激光切割头环切下最后一层剩余的碳纤维层。在采用锯片切割时,封堵管道端部,在锯片边设置有吸尘装置。通过以上工艺和切管机结构,可以使厚壁的碳管大部分通过锯片切割,提高了切割效率,减小可切割变形,同时由于切割剩余一薄层的碳纤维,所以粉尘不会进入碳纤维管道内部,且粉尘可以直接被吸尘器吸走;而剩余最后一层薄层被激光切头切割,最大化的降低了激光切割对管道端头形变量的影响;2、考虑到碳纤维管道在其长度方向属于一种硬脆性材料,在控制锯片径向进给时,摒弃现有技术中检测力、扭矩到达阈值停止进给的技术方案,针对锯片的径向进给运动,控制系统的输入不是力信号,改为是斜坡式的位置信号,并且,通过比例控制器生成旋转锯片刀具实际径向进给深度与参考径向进给深度的差值,并通过检测这一差值斜率拐点,然后停止径向的锯片进给,由此留下最后一层薄层。
附图说明
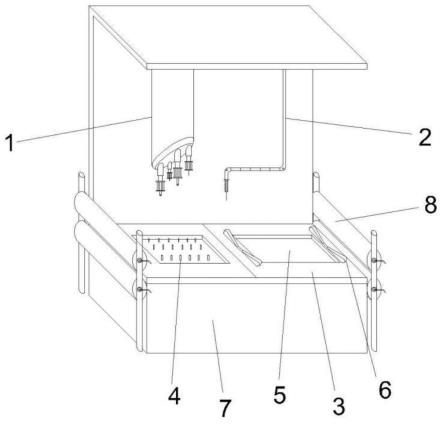
14.图1是本技术环切式切管机的结构侧视图示意图;图2是本技术刀具转换座结构图;图3是本技术切管机切管步骤的示意图;图4是本技术锯片切割头切割剩余薄层结构的示意图;
图5是本技术旋转锯片切深控制结构示意图;图6是本技术旋转锯片刀具实际径向进给深度与参考径向进给深度的差值示意图;图7是本技术进给深度的差值变化趋势示意图。
具体实施方式
15.下面结合附图及较佳实施例详细说明本发明的具体实施方式。
16.如图1所示,为本发明环切式切管机的结构示意图。其包括:圆环保持架1与旋转切割架3,圆环保持架1与旋转切割架3均呈环形框架结构。在圆环保持架1一侧的端面上,沿圆周方向均布固定有三个伸缩夹持气缸2,三个伸缩夹持气缸2具有缸体部以及伸缩杆部,其中缸体部沿圆环保持架1的径向方向固定安装于圆环保持架1的端面上,该安装方式包括但不限于螺栓、焊接等固定方式。在伸缩夹持气缸2的伸缩杆部的自由端,设置有夹板。三个均布的伸缩夹持气缸2通过伸缩杆部的移动,最终使夹板与管道p的外周接触压紧,通过三个夹板,将管圆环保持架1固定在不同外径尺寸的管道p的外周上。在圆环保持架1的另一侧的端面上,沿圆周方向均布有三个伸缩平移气缸4,三个伸缩平移气缸4具有缸体部以及伸缩杆部,其中伸缩平移气缸4的缸体部沿圆环保持架1端面的垂直方向铰接固定安装于圆环保持架1的端面上。在三个伸缩平移气缸4的伸缩杆部的自由端,设置有球头连接结构。旋转切割架3通过该三个球头连接结构与伸缩平移气缸4连接,从而将圆环保持架1与旋转切割架3连接。通过三个伸缩平移气缸4的移动,可调节旋转切割架3与管道p的角度,实现不同坡口角度的切割。在旋转切割架3上,设置有刀座5,刀座5安装有朝向旋转切割架3径向内部的刀具7。刀座5通过设置于旋转切割架3内的旋转驱动结构(未示出),该旋转驱动结构为电机驱动内齿圈式的旋转驱动结构,刀座5设置于内齿圈齿轮上,内齿圈齿轮转动设置于旋转切割架上,固定设置于旋转切割架上的电机驱动内齿圈,从而可以使刀座5沿旋转切割架3旋转,绕着管道p的外周进行旋转运动。通过旋转驱动结构,实现刀座5上刀具7对管道外周的环向切削,最终完成管道的切割工作。在刀座5朝向管道p侧的表面上,还设置有激光测距传感器8,该激光测距传感器8一方面可以检测刀具7进入管道p表面的径向距离,一方面可以检测刀座5的空间位置,用于对刀座5的位置进行控制。在刀具7与刀座5之间,还安装有线性电机6。该线性电机6可以驱动刀具7沿旋转切割架3径向方向高频往复运动,进而实现刀具7的径向进给。在切管机上还设置有控制器10与线性电机6和激光测距传感器8连接,用于通过激光测距传感器8的测量控制线性电机6的运行。
17.以上切管机结构试用于绝大多数管道的切割工况,但是,针对本技术所要解决的切割厚壁碳纤维管道的技术问题,本技术还针对上述环切式切管机驱动刀座5及刀具7部分进行了改进。如图2所示,在刀座5上设置有刀具转换座9,该刀具转换座9为常规的马达直驱式主轴转动机构,刀具转换座9与刀座5之间通过一根可以通过马达驱动转动的主轴连接,实现刀具转换座9相对于刀座5的转动。在刀具转换座9上,设置有用于切割碳纤维管道的两组刀具,分别为旋转锯片刀具71和激光切割头72。通过刀具转换座9的转动,可以分别将旋转锯片刀具71和激光切割头72径向对准管道的中心。旋转锯片刀具71可以做在旋转电机驱动下通过锯片的高速转动完成对管道材料的去除。在旋转锯片刀具71和激光切割头72与刀具转换座9之间,分别设置有线性电机61和62,分别用于对旋转锯片刀具71和激光切割头72
的径向进给。此外,在管道环切位置,还设置有吸尘装置(未示出),该吸尘装置为常规的负压吸尘装置,吸尘口正对切割位置,该吸尘装置可以对切割过程中在管道外部产生的粉尘进行收集。
18.对于一些大直径壁厚较大的碳纤维材料构成的管道,如果采用锯片切割,会产生大量碳纤维粉尘,这种碳纤维粉尘不易清洁,尤其是对进入管道内部的粉尘,无法进行有效的清洁检测;而采用激光切割,对于壁厚较大的碳纤维管道,激光烧蚀会导致切口位置形变严重,增加后续打磨加工难度,同时会降低碳纤维管道的强度。因此,针对以上技术问题,本技术采用如下步骤实现厚壁碳纤维管道的切割。如图3-4所示,为本技术切割碳纤维管道的步骤示意图。
19.s1:对待切割管道两端进行封堵,将切管机圆环保持架安装于管道上,并通过调整伸缩平移气缸使旋转切割架位于切割位置,并转动刀具转换座使旋转锯片刀具径向对准管道中心;s2:驱动旋转锯片刀具转动同时驱动线性电机径向进给,使旋转锯片刀具沿管道径向切割;s3:当激光测距传感器检测到旋转锯片刀具的径向进给切削至距离穿透管道壁仅剩一层薄层时,停止旋转锯片刀具的径向进给,如图4所示的环形区域t即为锯片环切后剩余薄层部分,然后驱动刀座沿旋转切割架转动一周,使旋转锯片刀具完成对管道一周的材料去除;s4:转动刀具转换座使激光切割头径向对准管道中心,开启激光切割头同时驱动刀座沿旋转切割架转动一周,使激光切割头完成对管道壁最后一层薄层的切割,从而完成管道的切管工作。
20.根据以上的切管机结构和切管步骤,环切切管机同时采用锯片切割和激光切割,旋转锯片以及激光切头安装在一个转换器上,在进行大壁厚的碳纤维管道切割时,首先采用锯片环切,去除切割位置大部分材料,仅保留最后一层碳纤维,然后自动更换成激光切割头,使用激光切割头环切下最后一层剩余的碳纤维层。在采用锯片切割时,封堵管道端部,在锯片边设置有吸尘装置。通过以上工艺和切管机结构,可以使厚壁的碳管大部分通过锯片切割,提高了切割效率,减小可切割变形,同时由于切割剩余一薄层的碳纤维,所以粉尘不会进入碳纤维管道内部,且粉尘可以直接被吸尘器吸走;而剩余最后一层薄层被激光切头切割,最大化的降低了激光切割对管道端头形变量的影响。
21.在上述步骤的步骤s3中,涉及了要通过激光测距传感器检测旋转锯片刀具的径向进给切削至距离穿透管道壁仅剩一层薄层。由于环切装置定位以及制造等的误差,如果仅采用通过红外距离传感器设定锯片切割深度的方案留下薄层,会有误穿透的可能,因此,除了对锯片的切割深度进行设定留下薄层外,本技术还对防止锯片误穿透的控制方式进行了设计。
22.如图5所示,为本技术采用的旋转锯片切深控制结构示意图。该控制系统包括控制器10、红外距离传感器8、旋转锯片刀具71对应的线性电机61。其中控制器10根据切割工作环境的要求,选用tms370c系列单片机,其可以提供实时系统控制,同时具有低工作功耗、宽工作温度范围、噪声抑制等优点。该控制器10分别与红外距离传感器8、旋转锯片刀具71对应的线性电机61连接。考虑到碳纤维管道在其长度方向属于一种硬脆性材料,在控制锯片
径向进给时,摒弃现有技术中检测力、扭矩到达阈值停止进给的技术方案,针对锯片的径向进给运动,控制器10的输入不是力信号,改为是斜坡式的位置信号,该位置信号由红外距离传感器8提供,如图6所示,该斜坡位置信号其斜率等于所需的平移进给速度,设定一个径向进给的线性电机61的深度-时间参考信号(图6中实线部分),同时通过在锯片基座上设置光反射器,通过红外距离传感器8检测锯片上光反射器径向运动的实际深度-时间信号(图6中虚线部分),然后,通过比例控制器生成参考位置(xref)和由红外距离传感器8测量的位置(x)之间的差值(xerr)。由于锯片切入管壁过程中,锯片在刚接触管壁时,由于管壁的阻碍,必然会使上述的差值xerr增大,随着锯片的钻进,当锯片接近管壁内壁边缘时,由于整体管壁结构已经较为脆弱,锯片的径向进给速度必然增加,如图7所示,则上述差值xerr会突然降低。体现在xerr时域信号上就是其斜率先为正,在某一拐点a变为负。本发明的构思就是通过检测这一差值斜率拐点,然后停止径向的锯片进给,由此留下最后一层薄层。
23.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。