1.本实用新型涉及一种,尤其涉及一种电池贴双面胶用裹胶机构。
背景技术:
2.在锂电池的组装工艺中,需要在锂电池的电芯杯口处粘贴一层双面胶,以便连接于电芯极耳的限流器弯折后粘贴电芯的杯口处,传统的贴胶工作均采用人工进行,操作时需要将双面胶贴在电池任意一面,左右两端伸出至电池外,再通过人工手动翻转并贴至电池的另一面,即双面胶将电池杯口正反两面覆盖。人工操作的方式存在以下缺陷和不足:一是操作人员手动粘贴效率很低,无法满足日益增加的生产需求;二是双面胶粘贴精度对操作人员的能力有一定要求,没有长时间的工作经验积累很难精准定位,无法保证双面胶的粘贴品质。
技术实现要素:
3.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种电池贴双面胶加工时自动裹胶,有效提高电池生产效率和贴胶品质的一种电池贴双面胶用裹胶机构。
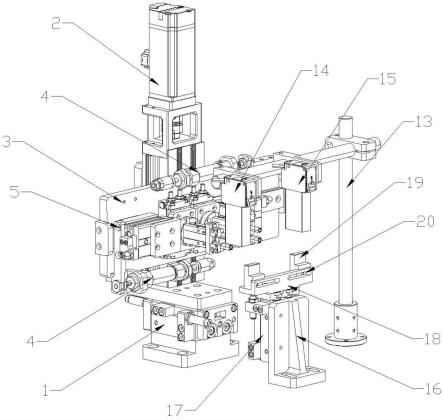
4.本实用新型所采用的技术方案是:本实用新型包括由相互之间电性连接的裹胶模块、探测模块和辅助定位模块组成,所述探测模块位于所述裹胶模块正上方,所述辅助定位模块位于所述裹胶模块正下方,所述裹胶模块包括底座、竖向设置在所述底座上的丝杆电机、与所述丝杆电机滑动配合的安装板以及对称设置在所述安装板上的裹胶单元,所述裹胶单元包括固定设置在所述安装板上的横移气缸、与所述横移气缸输出端相连接并与所述安装板滑动配合的滑块、设置在所述滑块内侧的旋转气缸以及与所述旋转气缸输出端相连接的夹胶气缸,所述夹胶气缸外端设置有竖向滑轨,在所述竖向滑轨上设置有与所述夹胶气缸输出端相连接的夹胶手。
5.与现有技术相比,本实用新型通过所述裹胶模块、所述探测模块和所述辅助定位模块之间的配合替代人工贴胶,提高电池贴胶的效率和质量。具体为所述夹胶气缸控制所述夹胶手夹住电池两侧的双面胶,利用所述旋转气缸控制所述夹胶手旋转一定角度并将双面胶折翻至电池另一面,最后通过所述横移气缸将双面胶往电池内侧移动,完成贴胶工序。因此,本实用新型能实现自动裹胶,有效提高电池生产效率和贴胶品质。
6.进一步地,在所述滑块上还固定设置有调整气缸,所述旋转气缸与所述调整气缸的输出端相连接,所述夹胶手包括可在所述竖向滑轨上往复滑动的上夹胶块和下夹胶块,所述上夹胶块上还设置有滚轮。如上述技术方案可知,通过所述调整气缸对所述夹胶手所在位置进行调整,提高夹胶的精准度;通过所述上夹胶块和所述下夹胶块在所述竖向滑轨上滑动进行夹胶,所述滚轮能提高压胶、粘贴的质量。
7.进一步地,所述探测模块包括设置在所述底座一侧的支架以及通过所述支架设置在所述裹胶单元正上方的第一探测器和第二探测器,所述第一探测器和所述第二探测器的位置与所述夹胶手相对应。如上述技术方案可知,通过所述第一探测器和所述第二探测器
捕捉电池左右两侧双面胶的位置,并将信息传送至所述裹胶机构中,提高本实用新型贴胶裹胶的精度和效率。
8.进一步地,所述辅助定位模块包括定位支架、固定设置在所述定位支架上的定位气缸以及与所述定位气缸输出端相连接的安装杆,在所述安装杆上对称设置有定位压块,所述定位压块的位置与所述夹胶手相对应。如上述技术方案可知,通过所述定位气缸控制所述定位压块向上移动,配合所述夹胶手一起对电池贴胶部位施加一个压合力,完成贴胶工序。
9.最后,所述安装杆上对称设置有安装滑槽,所述定位压块通过所述安装滑槽设置在所述安装杆上,并调整所在位置。如上述技术方案可知,所述定位压块可在所述安装滑槽内滑动,调整自身位置,以应对不同型号电池所需要的贴胶位置,提高本实用新型的适用性。
附图说明
10.图1是本实用新型的结构示意图;
11.图2是所述裹胶模块的结构示意图;
12.图3是所述裹胶单元的结构示意图。
具体实施方式
13.如图1、图2和图3所示,本实用新型包括由相互之间电性连接的裹胶模块、探测模块和辅助定位模块组成,所述探测模块位于所述裹胶模块正上方,所述辅助定位模块位于所述裹胶模块正下方,所述裹胶模块包括底座1、竖向设置在所述底座1上的丝杆电机2、与所述丝杆电机2滑动配合的安装板3以及对称设置在所述安装板3上的裹胶单元,所述裹胶单元包括固定设置在所述安装板3上的横移气缸4、与所述横移气缸4输出端相连接并与所述安装板3滑动配合的滑块5、设置在所述滑块5内侧的旋转气缸6以及与所述旋转气缸6输出端相连接的夹胶气缸7,所述夹胶气缸7外端设置有竖向滑轨8,在所述竖向滑轨8上设置有与所述夹胶气缸7输出端相连接的夹胶手。通过所述探测模块对电池上的双面胶位置进行捕捉,并将信息传递到所述裹胶模块中,此时所述丝杆电机2和所述横移气缸4启动,分别控制所述安装板3的垂直位置和所述裹胶单元在所述安装板3上的水平位置,从而将对称设置在所述安装板3上的所述夹胶手对准双面胶,同时所述夹胶气缸7启动,控制所述夹胶手将双面胶夹住;夹住后,所述旋转气缸6启动将所述夹胶手翻转90
°
,将双面胶折翻至电池的上表面后,在所述横移气缸4的控制下,所述夹胶手带着双面胶往电池内侧移动,配合所述辅助定位模块一起将双面胶贴在电池上,完成将双面胶裹在电池杯口位置上的加工工序。
14.在本实用新型中,在所述滑块5上还固定设置有调整气缸9,所述旋转气缸6与所述调整气缸9的输出端相连接,所述夹胶手包括可在所述竖向滑轨8上往复滑动的上夹胶块10和下夹胶块11,所述上夹胶块10上还设置有滚轮12。利用所述调整气缸9的控制对所述夹胶手的位置进行微调,从而提高本实用新型夹胶的精准度;在所述夹胶气缸7的控制下,所述上夹胶块10以及所述下夹胶块11可在所述竖向滑轨8上滑动,并夹住双面胶,在本实施例中,所述下夹胶块11为方形设计,配合所述上夹胶块10时能更好地夹住双面胶,在所述上夹胶块10上设置有滚轮12,在贴胶时,滚轮12顺着电池杯口位置将双面胶平顺地压在电池上,
提高贴胶的质量。
15.在本实施例中,所述探测模块包括设置在所述底座1一侧的支架13以及通过所述支架13设置在所述裹胶单元正上方的第一探测器14和第二探测器15,所述第一探测器14和所述第二探测器15的位置与所述夹胶手相对应。所述支架13分为竖架和横架,所述横架可拆卸式安装在所述竖架的顶部,便于安装和拆卸;所述第一探测器14和所述第二探测器15可拆卸式安装在所述支架13上,便于调整所述第一探测器14和所述第二探测器15的所在位置和相互间距,使本实用新型能更好地应对不同型号电池的加工需求。所述辅助定位模块包括定位支架16、固定设置在所述定位支架16上的定位气缸17以及与所述定位气缸17输出端相连接的安装杆18,在所述安装杆18上对称设置有定位压块19,所述定位压块19的位置与所述夹胶手相对应。所述安装杆18上对称设置有安装滑槽20,所述定位压块19通过所述安装滑槽20设置在所述安装杆18上,并调整所在位置。
16.最后需要强调的是,以上所述仅为本实用新型的优选实施例,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种变化和更改,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。